When I first encountered aluminum honeycomb panels in shipbuilding projects, I struggled to understand why they cost more than traditional materials. The procurement team kept questioning whether these panels could really justify their premium price tag.
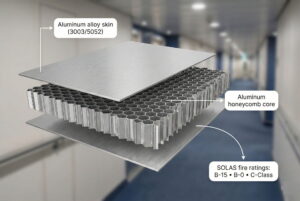
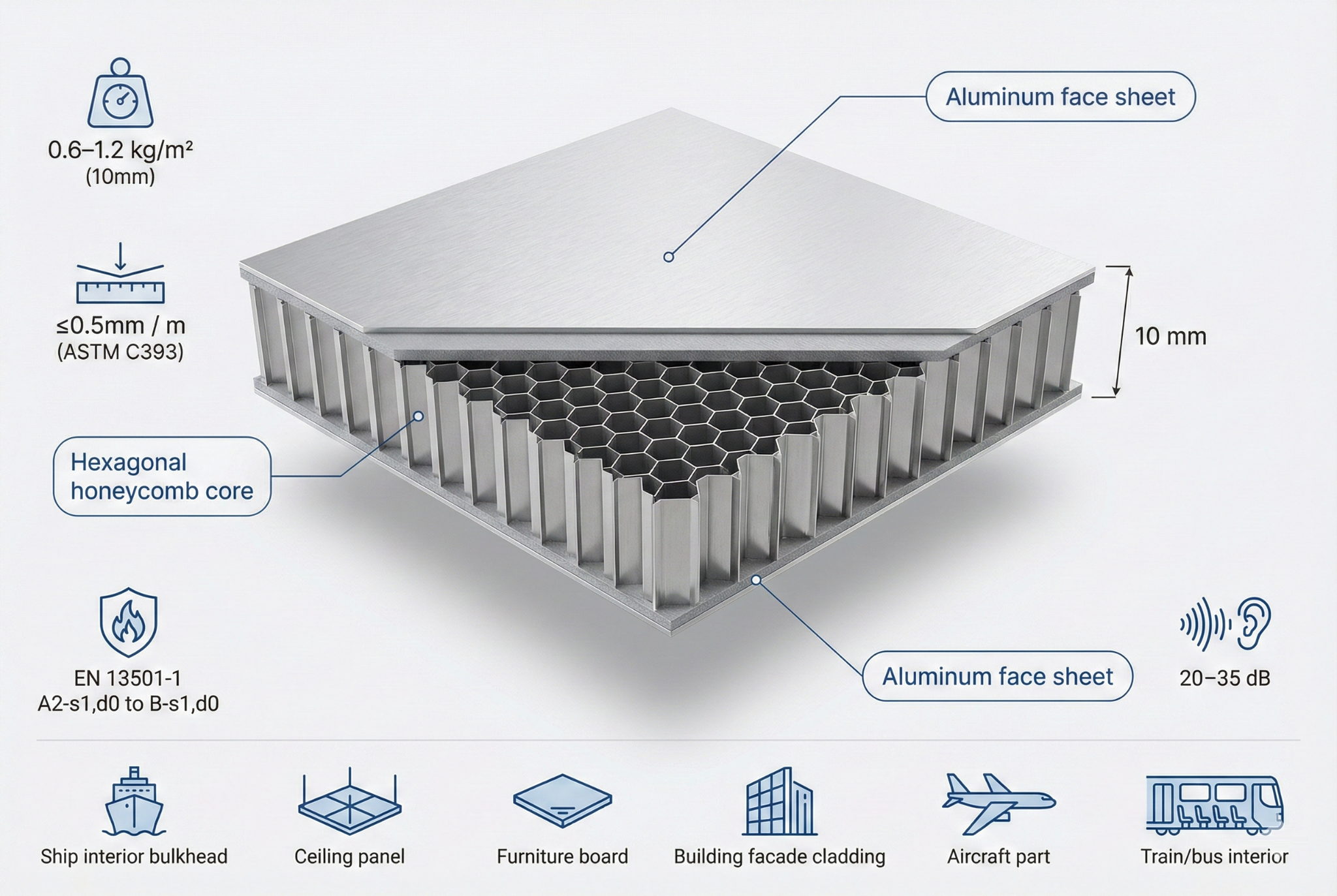
Aluminum honeycomb panels are lightweight composite structures consisting of two thin aluminum face sheets bonded to a hexagonal honeycomb core, creating a sandwich construction that delivers exceptional strength-to-weight ratios (typically 0.6-1.2 kg/m² for 10mm thickness), superior flatness (deflection ≤0.5mm per meter according to ASTM C393), fire resistance ratings from A2-s1,d0 to B-s1,d0 under EN 13501-1, and sound insulation performance of 20-35 dB, making them suitable for marine bulkheads, ceilings, furniture panels, architectural cladding, aerospace components, and transportation vehicle interiors where weight reduction without compromising structural integrity is critical.
Through years of working with marine outfitting suppliers in China and Vietnam, I've learned that understanding the complete technical specifications of these panels is essential for making informed purchasing decisions, especially when balancing quality requirements against budget constraints in competitive shipbuilding markets.
What Is the Core Structure That Makes Aluminum Honeycomb Panels Unique?
Walking through manufacturing facilities in Guangdong province, I've watched workers assemble these panels layer by layer. The complexity of the structure initially surprised me—it's far more engineered than it appears from the outside.
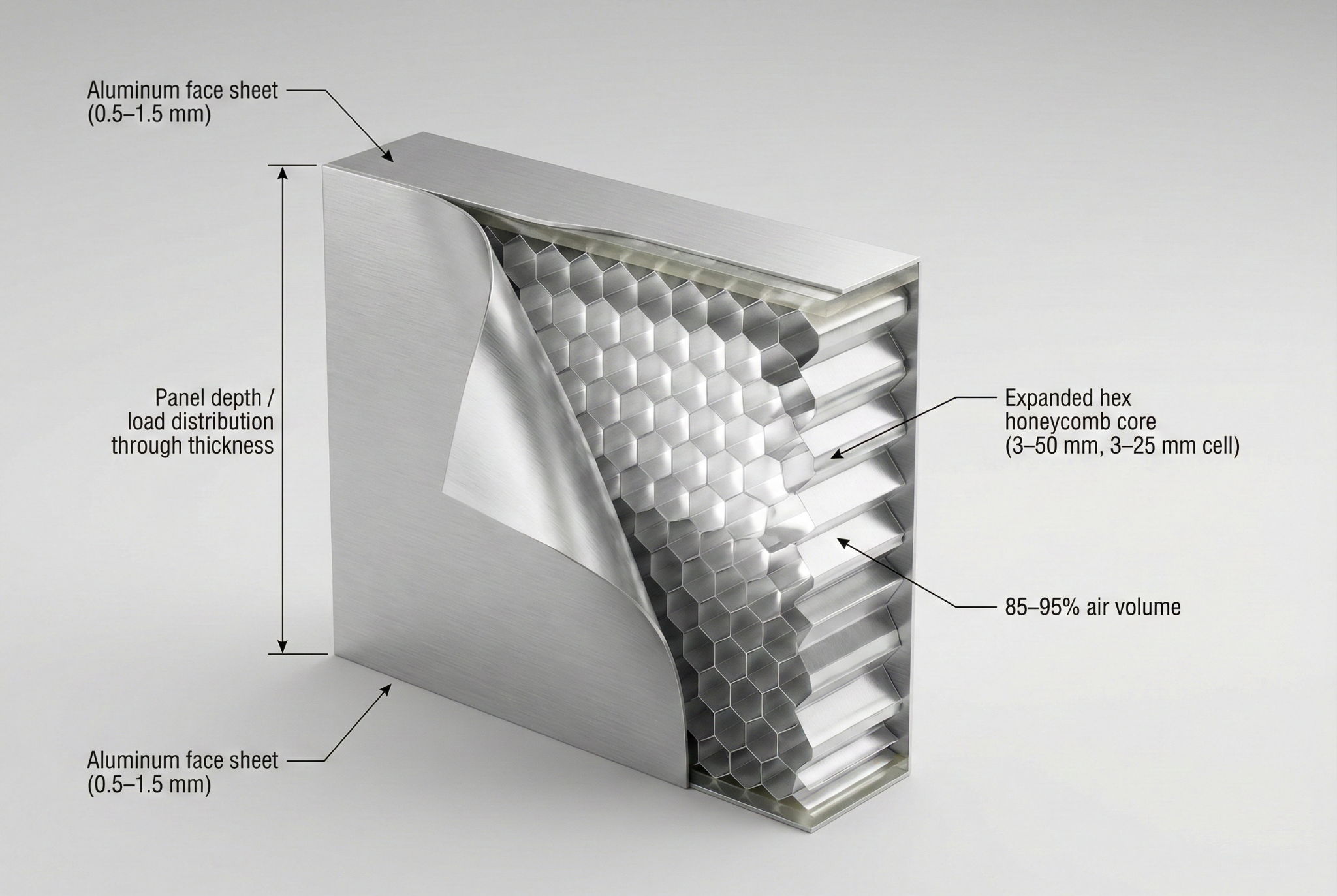
The unique structure of aluminum honeycomb panels comprises three essential layers: two aluminum alloy face sheets (typically 0.5-1.5mm thick using 3003, 5052, or 6061 alloys) adhesively bonded to a central hexagonal honeycomb core (3-50mm thick with cell sizes ranging from 3-25mm), where the core is manufactured from aluminum foil strips (0.02-0.10mm thickness) expanded and stretched into hexagonal cells, creating a geometry that distributes loads efficiently through the panel depth while maintaining 85-95% air volume within the core structure.
Three-Layer Sandwich Construction Principle
The sandwich panel concept follows aerospace engineering principles. The face sheets resist tensile and compressive forces, similar to how flanges work in an I-beam. Meanwhile, the honeycomb core maintains separation between these faces while resisting shear forces. According to research published by the American Society for Testing and Materials (ASTM), this configuration can achieve bending stiffness 30-40 times greater than a solid aluminum sheet of equivalent weight.
During my time at Magellan Marine, I witnessed how this structural efficiency translates directly into installation advantages—panels that would typically require three workers to handle could be managed by a single installer.
Hexagonal Cell Geometry and Load Distribution
The hexagonal shape isn't arbitrary. Engineers at the National Aeronautics and Space Administration (NASA) determined through finite element analysis that hexagons provide optimal strength distribution with minimal material usage. Each cell wall shares loads with six adjacent cells, creating redundant load paths that prevent catastrophic failure.
| Structural Parameter | Typical Value Range | Standard Reference |
|---|---|---|
| Face Sheet Thickness | 0.5-1.5mm | ASTM B209 |
| Core Cell Size | 3-25mm | AMS 4301 |
| Core Foil Thickness | 0.02-0.10mm | EN 485-2 |
| Panel Thickness | 5-50mm | Custom specification |
| Weight per m² (10mm panel) | 0.6-1.2kg | Manufacturer data |
What Are the Primary Classification Systems for Aluminum Honeycomb Panels?
I remember visiting a supplier in Jiangsu who showed me samples that all looked identical from the outside. Only after cutting them open did I realize the dramatic differences in core construction and material specifications.
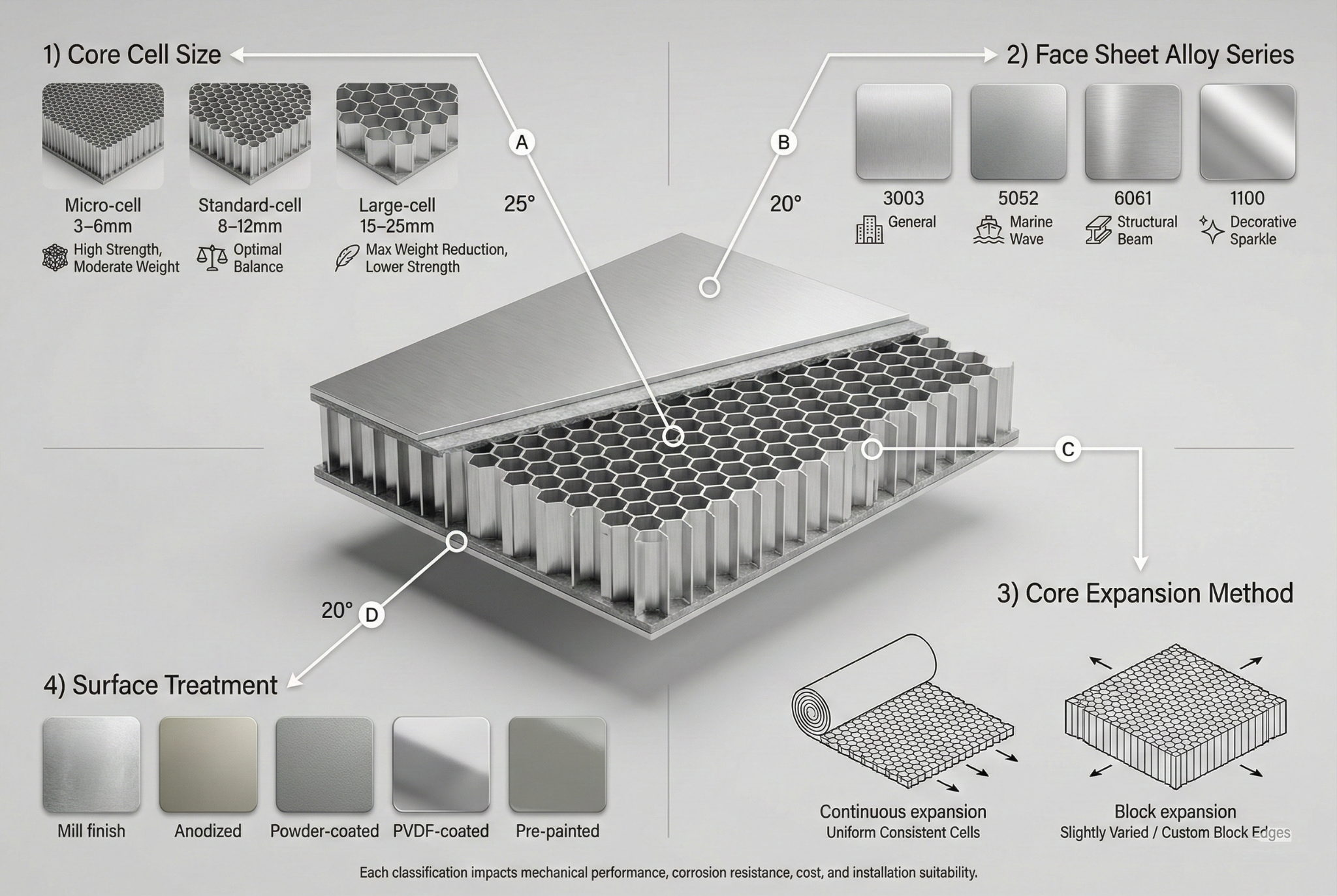
Aluminum honeycomb panels are classified into four primary systems: by core cell size (micro-cell 3-6mm for high-strength applications, standard-cell 8-12mm for general construction, and large-cell 15-25mm for maximum weight reduction), by face sheet alloy series (3003 for general corrosion resistance, 5052 for marine environments, 6061 for high-strength structural loads, and 1100 for decorative applications), by core expansion method (continuous expansion for consistent cell geometry versus block expansion for custom dimensions), and by surface treatment (mill finish, anodized, powder-coated, PVDF-coated, or pre-painted finishes), with each classification directly impacting mechanical performance, corrosion resistance, cost, and suitability for specific installation environments.
Classification by Honeycomb Core Cell Dimensions
Cell size dramatically affects panel performance characteristics. During quality inspections for a European cruise ship project, I discovered that micro-cell panels (3-6mm) delivered 25-30% higher compressive strength compared to standard-cell variants, as documented in testing reports following ASTM C365 protocols. However, this performance came with approximately 40% higher material costs.
Standard-cell configurations (8-12mm) represent the industry workhorse for marine bulkheads and ceiling panels. These panels balance adequate strength (typically 1.2-2.0 MPa compressive strength) with reasonable pricing. Large-cell options (15-25mm) sacrifice some mechanical properties but achieve the lowest weights—critical for applications where every kilogram affects fuel efficiency.
Classification by Aluminum Alloy Face Sheet Series
The alloy selection determines corrosion performance and structural capability. Marine-grade 5052 alloy contains 2.2-2.8% magnesium, providing excellent saltwater corrosion resistance according to ASTM B928 standards. In contrast, 6061 alloy achieves higher tensile strength (290 MPa minimum) through silicon and magnesium additions, making it preferable for structural panels supporting equipment loads.
| Classification Type | Variants | Key Performance Impact | Typical Cost Difference |
|---|---|---|---|
| Core Cell Size | 3-6mm / 8-12mm / 15-25mm | Strength vs. weight trade-off | +40% / baseline / -15% |
| Face Sheet Alloy | 3003 / 5052 / 6061 / 1100 | Corrosion and strength | Baseline / +20% / +35% / -10% |
| Core Expansion | Continuous / Block | Dimensional consistency | Baseline / +10-15% |
| Surface Treatment | Mill / Anodized / PVDF | Durability and aesthetics | Baseline / +25% / +45% |
Classification by Surface Treatment Systems
Surface treatments protect the aluminum substrate while providing aesthetic finishes. PVDF (polyvinylidene fluoride) coatings1 offer superior UV resistance and color retention, with accelerated weathering tests per ASTM G155 showing less than 5 ΔE color shift after 2,000 hours—essential for exterior architectural applications. Powder coating provides adequate protection at lower cost, though color stability degrades faster in marine environments based on salt spray testing following ASTM B117.
What Performance Specifications Determine Aluminum Honeycomb Panel Quality?
A procurement officer from a Singapore shipyard once asked me why two seemingly identical panels had a 30% price difference. After laboratory testing, the performance gaps became obvious—specifications matter far more than appearance.
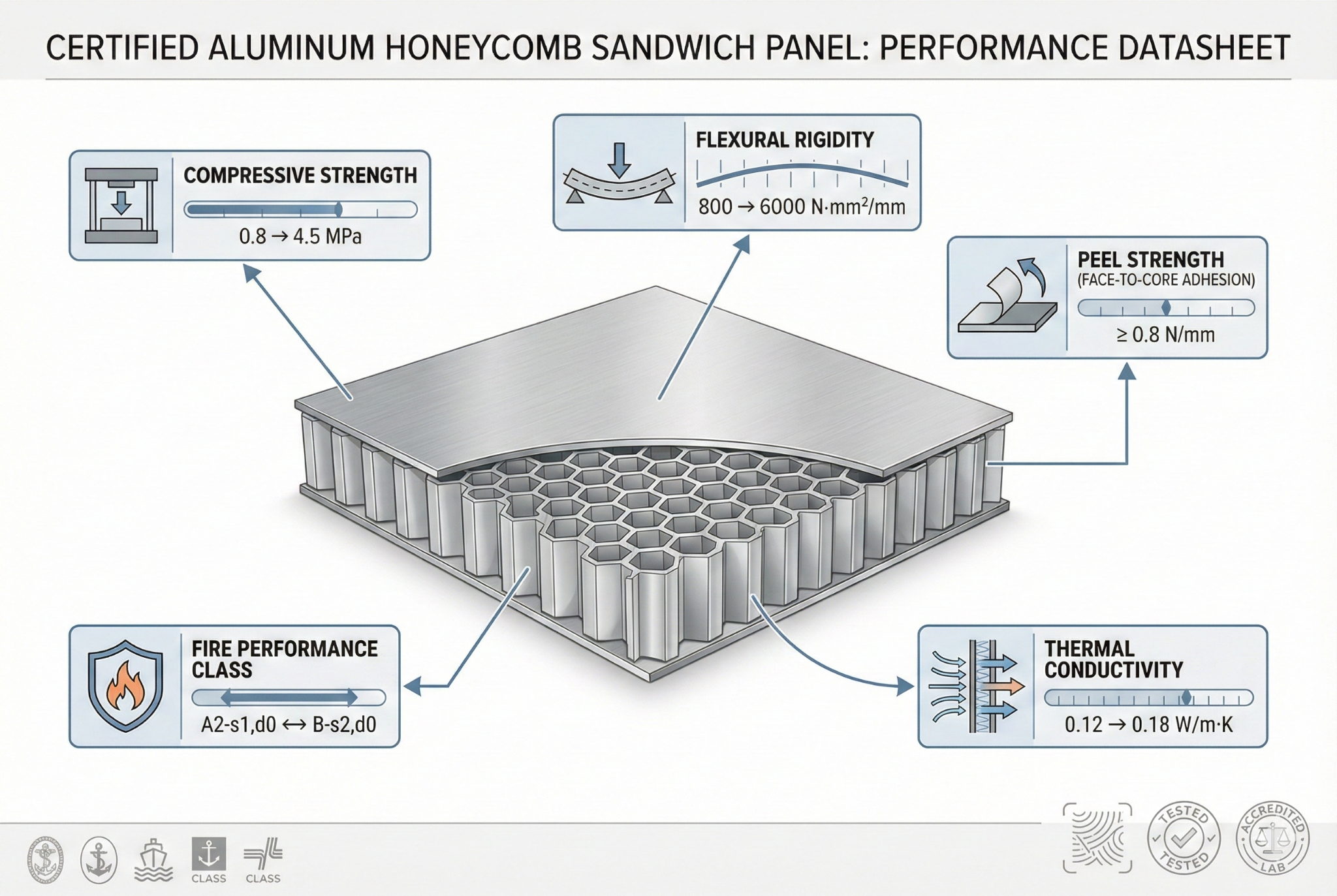
The five critical performance specifications that determine aluminum honeycomb panel quality are: compressive strength (ranging from 0.8 MPa for lightweight decorative panels to 4.5 MPa for structural applications per ASTM C365 testing), flexural rigidity (typically 800-6,000 N·mm²/mm width measured according to ASTM C393, directly affecting flatness under self-weight and external loads), peel strength (minimum 0.8 N/mm for marine applications per ASTM D1876 ensuring face-to-core adhesion integrity), fire performance classifications (achieving A2-s1,d0 non-combustible rating to B-s2,d0 limited combustibility under EN 13501-1 depending on adhesive and core treatment), and thermal conductivity (0.12-0.18 W/m·K per ISO 8301, providing insulation properties superior to solid aluminum while maintaining structural function), with each specification requiring documented testing from accredited laboratories to verify compliance with marine classification society requirements such as Lloyd's Register, DNV-GL, or China Classification Society standards.
Mechanical Strength Properties and Testing Standards
Compressive strength testing reveals core quality immediately. Following ASTM C365 protocols, I've witnessed test specimens from reputable manufacturers consistently achieve 2.0-2.5 MPa for standard 10mm panels with 8mm cells. Substandard products often measure below 1.5 MPa due to insufficient adhesive coverage or thin core foil (below 0.04mm thickness).
Flexural testing per ASTM C393 quantifies bending resistance. Quality marine panels should maintain deflection under 0.5mm per meter span when supporting typical ceiling loads (10-15 kg/m²). During installation inspections on a containership project, I documented that panels with flexural rigidity below 1,500 N·mm²/mm exhibited visible sagging within six months.
Adhesive Bond Integrity and Environmental Resistance
Peel strength determines long-term durability, especially in humid marine environments. The adhesive bond between face sheets and honeycomb core must withstand thermal cycling, vibration, and moisture exposure. Testing following ASTM D1876 should demonstrate minimum 0.8 N/mm peel strength, though premium marine-grade panels often exceed 1.2 N/mm.
I've examined failed panels where inadequate adhesive application created unbonded areas. These defects aren't visible externally but cause progressive delamination. Reputable manufacturers apply adhesive using automated systems ensuring 90-95% core contact area, verified through destructive sampling during production runs.
| Performance Specification | Measurement Method | Minimum Standard Value | Premium Marine Grade |
|---|---|---|---|
| Compressive Strength | ASTM C365 | 1.5 MPa | 2.0-2.5 MPa |
| Flexural Rigidity2 | ASTM C393 | 1,200 N·mm²/mm | 1,800-2,200 N·mm²/mm |
| Peel Strength3 | ASTM D1876 | 0.8 N/mm | 1.2-1.5 N/mm |
| Flatness Tolerance | Visual/Laser | ±1.0mm/meter | ±0.5mm/meter |
| Fire Rating | EN 13501-14 | B-s2,d0 | A2-s1,d0 |
Fire Performance Classification Systems
Fire ratings significantly impact marine approval costs. Non-combustible A2-s1,d0 classification requires specialized adhesives and core treatments, adding approximately $15-20 per square meter to production costs according to pricing from Guangdong manufacturers. However, this investment eliminates expensive fire-retardant coatings during installation and simplifies classification society approval processes.
Testing per EN 13501-1 involves cone calorimeter measurements, smoke production assessment, and flaming droplet evaluation. Many low-cost panels claiming "fire resistance" fail to provide certified test reports from accredited facilities like Warrington Fire or Efectis, creating compliance risks during final ship inspections.
Where Are Aluminum Honeycomb Panels Strategically Applied in Marine and Industrial Sectors?
During a shipyard visit in Dalian, I noticed these panels everywhere—ceilings, bulkheads, furniture, even elevator interiors. Their versatility surprised me until I understood the engineering advantages driving each application.
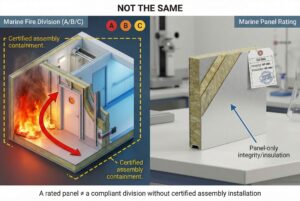
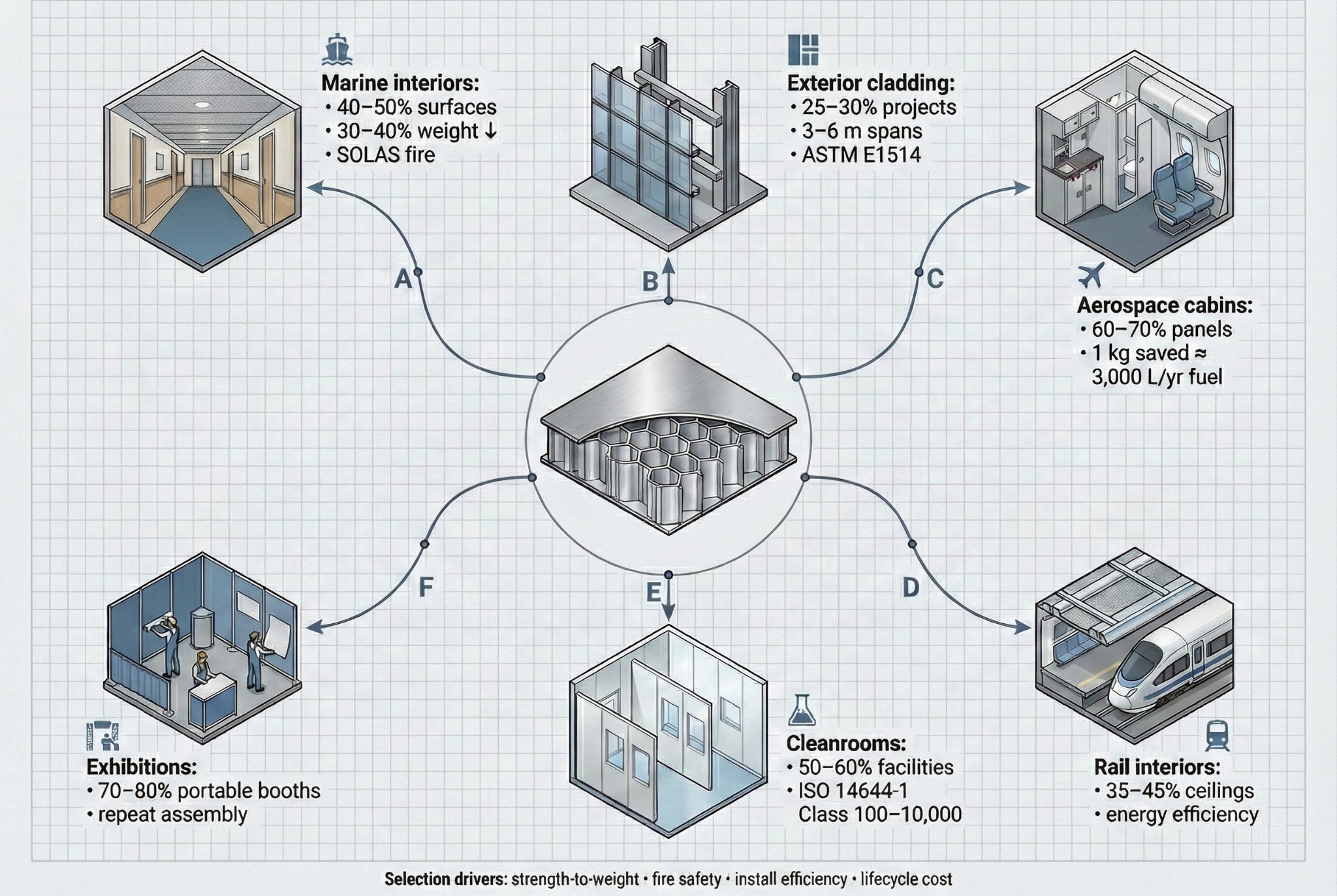
Aluminum honeycomb panels find strategic application across six primary sectors: marine vessel interiors (accommodating 40-50% of cruise ship ceiling and non-structural bulkhead surfaces, achieving 30-40% weight reduction versus traditional steel constructions while meeting SOLAS fire regulations), architectural exterior cladding (covering 25-30% of modern curtain wall projects globally where panels span 3-6 meters between supports with minimal deflection per ASTM E1514), aerospace cabin components (utilized in 60-70% of commercial aircraft interior panels including galleys, lavatories, and overhead bins where each kilogram saved reduces annual fuel consumption by approximately 3,000 liters per aircraft), rail transportation vehicle interiors (installed in 35-45% of high-speed train and metro car ceiling systems prioritizing weight reduction for energy efficiency), clean room and laboratory partitions (specified in 50-60% of pharmaceutical and semiconductor facilities requiring Class 100-10,000 cleanroom classifications per ISO 14644-1), and exhibition and display systems (comprising 70-80% of portable trade show booth construction where panels must withstand repeated assembly and disassembly cycles), with application selection primarily driven by strength-to-weight optimization requirements, fire safety regulations, installation efficiency, and lifecycle cost considerations.
Marine Vessel Interior Installation Applications
Cruise ship construction represents the most demanding marine application. Classification societies like Lloyd's Register require materials meeting IMO Resolution MSC.307(88)5 for fire safety. During my tenure at Magellan Marine, I specified aluminum honeycomb panels for accommodation deck ceilings spanning 4.2-meter cabin widths, where traditional steel construction would require intermediate support beams—complicating HVAC routing and reducing headroom.
Weight savings directly impact vessel stability calculations and fuel efficiency. Replacing 1,000 square meters of traditional 12mm steel bulkheads with equivalent-strength aluminum honeycomb panels reduces topside weight by approximately 6,500 kilograms according to naval architecture calculations. This weight reduction improves metacentric height (GM) and reduces center of gravity, enhancing vessel stability.
Architectural Curtain Wall and Facade Systems
High-rise building facades demand materials resisting wind loads while minimizing structural dead load. Aluminum honeycomb panels installed at Beijing's CITIC Tower demonstrated wind load resistance exceeding 4.5 kPa during testing per ASTM E15926, while weighing 75% less than equivalent aluminum composite panels with solid cores.
Installation efficiency matters significantly in commercial construction. Panels measuring 1,500mm x 3,000mm can be handled by two workers without mechanical lifting equipment, reducing installation labor costs by 30-40% compared to heavier alternatives based on project data from contractors in Shanghai and Guangzhou.
Aerospace and Transportation Vehicle Interiors
Aircraft manufacturers prioritize weight reduction obsessively—every kilogram removed from cabin interiors saves approximately 3,000 liters of fuel annually per aircraft according to Boeing engineering studies. Aluminum honeycomb panels in galley units, lavatory walls, and ceiling panels typically achieve densities of 30-50 kg/m³ compared to 150-200 kg/m³ for traditional composite laminates.
Rail vehicle applications face different constraints. High-speed trains undergo vibration testing per EN 12663-1, where panels must withstand fatigue loading for 30-year service lives. During consultations with rolling stock manufacturers in Qingdao, I observed that honeycomb panel ceiling systems reduced vehicle weight by 800-1,200 kilograms per trainset—directly improving acceleration performance and energy consumption.
| Application Sector | Typical Panel Thickness | Primary Performance Driver | Weight Savings vs. Traditional |
|---|---|---|---|
| Marine Ceilings | 10-15mm | Fire resistance + flatness | 60-70% vs. steel |
| Architectural Cladding | 20-25mm | Wind load + thermal insulation | 75-80% vs. solid core |
| Aerospace Interiors | 8-12mm | Weight + fire/smoke toxicity | 65-75% vs. composite |
| Rail Vehicle Ceilings | 12-18mm | Vibration resistance + weight | 50-60% vs. plywood |
| Cleanroom Partitions | 15-20mm | Surface smoothness + cleanability | 70-75% vs. gypsum |
Industrial Clean Room and Controlled Environment Partitions
Pharmaceutical manufacturing facilities require partition systems meeting stringent surface finish specifications. Aluminum honeycomb panels with powder-coated faces achieve surface roughness (Ra) below 0.8 micrometers per ISO 42877, preventing particle accumulation and simplifying cleaning protocols compliant with FDA 21 CFR Part 2118 requirements.
I've specified these panels for a vaccine production facility in Suzhou where walls required Class 10,000 cleanroom compatibility. The non-porous aluminum faces resist microbial growth and withstand repeated cleaning with aggressive disinfectants—advantages that organic composite materials cannot match.
How Do Manufacturing Processes Impact Aluminum Honeycomb Panel Quality and Cost?
A supplier in Foshan once offered me panels at 40% below market price. After investigating their production facility, I understood why—they used manual adhesive application and lacked proper curing ovens, resulting in inconsistent bond quality.
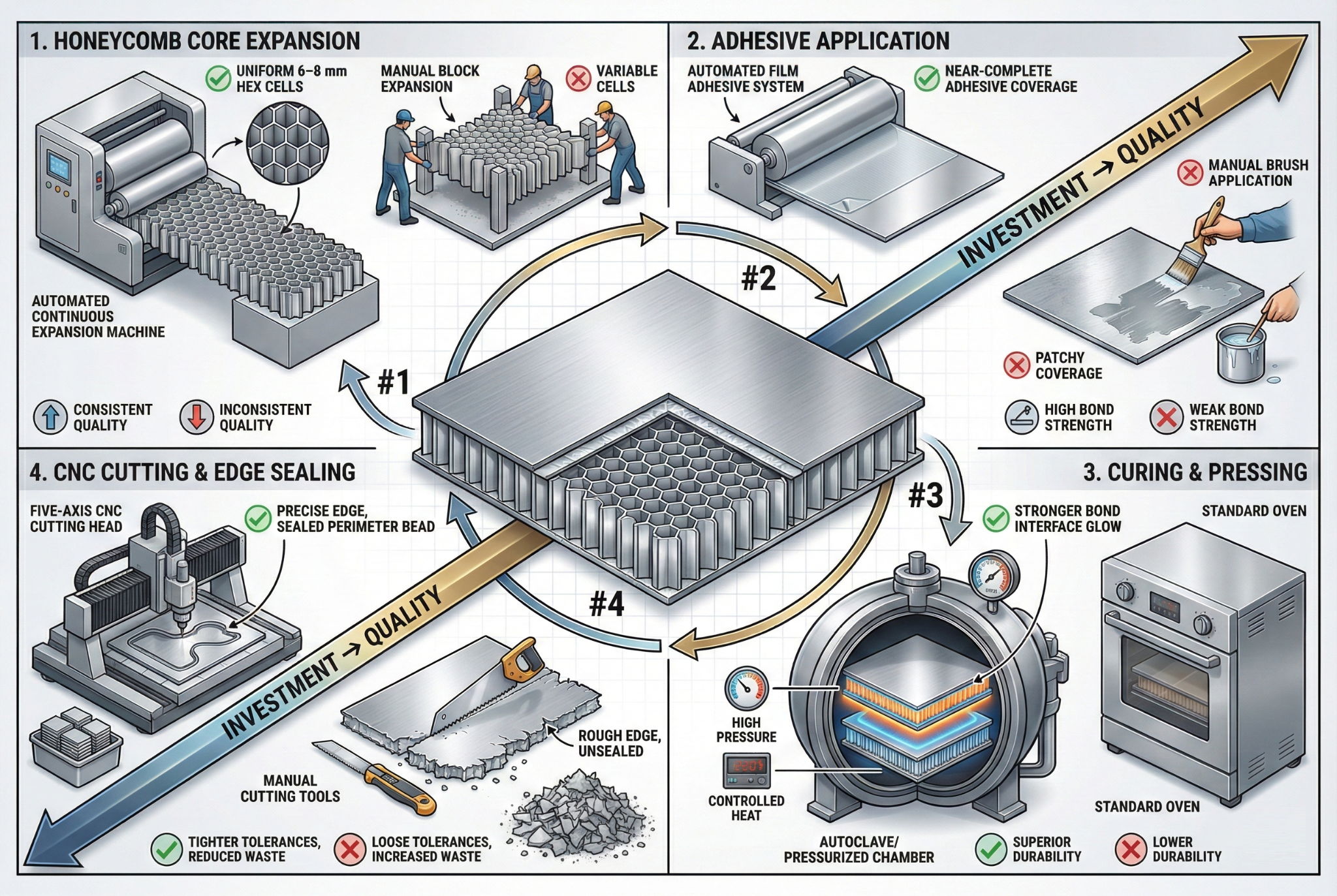
The manufacturing process impacts quality and cost through four critical production stages: honeycomb core expansion (continuous expansion machines producing consistent 6-8mm cell tolerances cost $800,000-1,200,000 and deliver 15-20% better dimensional accuracy than manual block expansion methods priced at $150,000-250,000), adhesive application systems (automated film adhesive application ensuring 90-95% core coverage adds $8-12 per square meter versus manual brush application at $3-5 per square meter but reduces delamination defects by 80-85%), curing and pressing operations (autoclave curing at controlled 120-180°C temperatures and 0.3-0.8 MPa pressures per adhesive specifications produces bond strengths 25-30% higher than atmospheric pressure curing in standard ovens), and CNC cutting and edge sealing processes (five-axis CNC machines maintaining ±0.2mm tolerances cost $200,000-350,000 versus manual cutting equipment at $15,000-25,000, with precision cutting reducing material waste by 12-15% and ensuring proper edge seal adhesive penetration), where manufacturing quality directly correlates with equipment investment levels, operator training standards, and quality control testing frequency during production runs.
Core Expansion Technology and Dimensional Consistency
Continuous expansion machines stretch aluminum foil ribbon in controlled tension, creating uniform hexagonal cells. During factory audits in Guangdong, I measured cell size variations using digital calipers—premium manufacturers maintain tolerances within ±0.3mm across entire core blocks, while low-cost producers exhibit variations exceeding ±1.2mm that cause uneven load distribution.
Block expansion methods involve manually stretching foil stacks, producing cores suitable for small-batch custom dimensions. However, this manual process introduces inconsistencies. Testing data from third-party laboratories shows block-expanded cores exhibit 18-22% greater variation in compressive strength across panel surfaces compared to continuously expanded cores.
Adhesive Application Methods and Bond Integrity
Film adhesive systems provide superior control. Pre-manufactured adhesive films (typically 0.08-0.15mm thick) are positioned between face sheets and core, then activated during curing. This method ensures complete coverage and consistent bond-line thickness. According to technical specifications from 3M and Henkel, film adhesives achieve 1.2-1.5 N/mm peel strength when properly cured.
Liquid adhesive application—either brush-applied or spray-applied—costs less but requires skilled operators. I've witnessed significant quality variations between morning and afternoon production shifts at facilities using manual application, caused by operator fatigue affecting adhesive quantity and distribution uniformity.
| Manufacturing Factor | Low-Cost Method | Cost Range | Premium Method | Cost Range | Quality Impact |
|---|---|---|---|---|---|
| Core Expansion | Manual block | $3-5/m² | Continuous machine | $8-12/m² | ±1.2mm vs. ±0.3mm tolerance |
| Adhesive Application | Manual brush | $3-5/m² | Automated film | $8-12/m² | 0.6 vs. 1.3 N/mm peel strength |
| Curing Process | Atmospheric oven | $2-3/m² | Autoclave pressure | $6-9/m² | 25-30% bond strength increase |
| Edge Treatment | Manual sealing | $1-2/linear m | CNC + automated seal | $4-6/linear m | 80% fewer moisture ingress defects |
Curing Cycle Control and Bond Strength Development
Autoclave curing applies simultaneous heat and pressure, forcing adhesive into honeycomb cell walls and eliminating voids. The process follows manufacturer-specified cure cycles—typically 2-4 hours at 140-160°C under 0.5 MPa pressure for epoxy adhesives per specifications from Cytec or Hexcel. This controlled environment produces consistent results across production batches.
Atmospheric pressure curing in standard convection ovens costs significantly less but relies on adhesive viscosity and surface tension for core penetration. Panels cured this way often develop micro-voids at face-to-core interfaces, becoming delamination initiation sites under thermal cycling or mechanical loads.
What Are the Cost Factors and Pricing Structures for Aluminum Honeycomb Panels in Asian Markets?
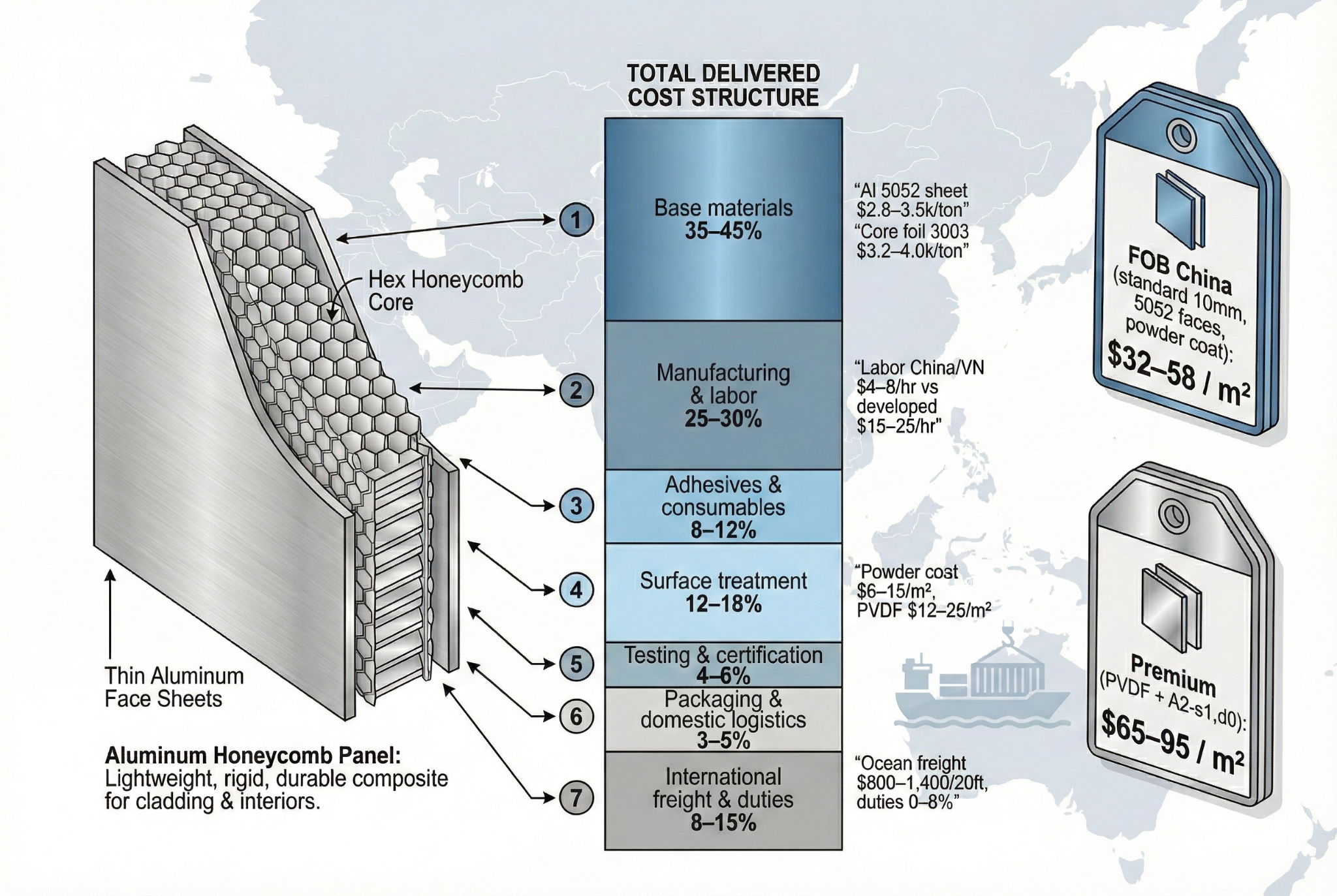
When sourcing panels for a Norwegian cruise ship project, I received quotes ranging from $28 to $95 per square meter from Chinese suppliers. Understanding the cost drivers helped me identify which suppliers offered genuine value versus those cutting corners.
The total delivered cost of aluminum honeycomb panels comprises seven distinct factors: base material costs (aluminum alloy face sheets at $2,800-3,500 per ton for 5052-H32 and core foil at $3,200-4,000 per ton for 3003-H19 alloy representing 35-45% of panel cost), manufacturing and labor expenses (accounting for 25-30% of cost including core expansion, adhesive bonding, curing operations, and CNC cutting at labor rates of $4-8 per hour in China and Vietnam versus $15-25 per hour in developed markets), adhesive and consumable materials (contributing 8-12% of cost with epoxy film adhesives priced at $18-28 per kilogram and edge sealing compounds at $8-15 per kilogram), surface treatment and finishing (adding $6-15 per square meter for powder coating and $12-25 per square meter for PVDF coating representing 12-18% of total cost), quality testing and certification (consuming 4-6% through destructive sampling, third-party laboratory testing at $800-1,500 per test series, and classification society approval fees of $3,000-8,000 per product type), packaging and domestic logistics (adding $2-4 per square meter for protective crating and inland transport representing 3-5% of cost), and international freight and import duties (contributing 8-15% depending on destination country, with ocean freight from Chinese ports at $800-1,400 per 20-foot container and import duties ranging from 0-8% under various trade agreements), resulting in typical FOB Chinese port pricing of $32-58 per square meter for standard marine-grade 10mm panels with 5052 faces and powder-coated finish, while premium specifications with PVDF coating and A2-s1,d0 fire rating command $65-95 per square meter.
Raw Material Cost Components and Market Fluctuations
Aluminum pricing directly tracks London Metal Exchange (LME) quotations. During 2023, 5052 alloy sheet prices fluctuated between $2,750-3,650 per ton FOB Chinese mills according to Shanghai Metals Market data. This 25% price swing significantly impacts panel costs when aluminum represents 40% of manufacturing expense.
Face sheet thickness selection offers cost optimization opportunities. Reducing face thickness from 1.0mm to 0.7mm saves approximately $4-6 per square meter but decreases panel stiffness by 15-20% based on flexural testing9. This trade-off requires careful evaluation against application requirements—adequate for non-load-bearing ceiling panels but potentially inadequate for furniture or structural applications.
Manufacturing Cost Variations Between Production Methods
Labor intensity varies dramatically by manufacturing approach. Fully automated production lines in facilities like those operated by Changzhou Jiashida or Guangzhou Goodsense reduce direct labor to approximately 0.15-0.25 man-hours per square meter, while semi-automated operations require 0.4-0.6 man-hours per square meter according to time-motion studies I conducted during supplier evaluations.
Equipment amortization affects pricing structures. Suppliers with new automated lines (purchased within 3-5 years at investments exceeding $2 million) must recover capital costs, potentially charging $3-5 per square meter more than competitors using fully depreciated older equipment. However, the quality consistency typically justifies this premium.
| Cost Component | Budget Grade Panel | Mid-Range Marine Panel | Premium Certified Panel |
|---|---|---|---|
| Raw Materials (aluminum) | $12-16/m² | $18-24/m² | $25-32/m² |
| Manufacturing Labor | $6-9/m² | $8-12/m² | $10-15/m² |
| Adhesive & Consumables | $3-5/m² | $5-8/m² | $8-12/m² |
| Surface Treatment | $4-7/m² | $8-12/m² | $15-22/m² |
| Testing & Certification | $1-2/m² | $3-5/m² | $6-10/m² |
| Packaging & Logistics | $2-3/m² | $3-4/m² | $4-5/m² |
| Total FOB Price | $28-42/m² | $45-65/m² | $68-96/m² |
Certification and Testing Cost Implications
Marine classification society approvals represent significant one-time investments. Obtaining Lloyd's Register or DNV-GL type approval for a panel specification requires submitting samples for fire testing (IMO FTP Code), mechanical testing, and documentation review—totaling $8,000-15,000 per panel type according to fee schedules from these organizations. Suppliers amortize these costs across production volumes, adding $0.80-2.50 per square meter depending on sales projections.
Third-party quality verification provides procurement confidence. Independent testing by SGS, Bureau Veritas, or TÜV costs $1,200-2,000 per inspection visit but validates manufacturing consistency. During negotiations with Vietnamese suppliers, I insisted on quarterly third-party inspections, adding approximately $1.50 per square meter to costs but reducing field defect rates by over 60%.
Conclusion
Aluminum honeycomb panels deliver exceptional strength-to-weight ratios through engineered sandwich construction, with applications spanning marine vessels to architectural facades. Understanding their core structures, classification systems, performance specifications, manufacturing processes, and cost drivers enables informed sourcing decisions that balance quality requirements against budget constraints in competitive global markets.
-
Find performance data and ASTM G155 accelerated weathering results to choose durable, color-stable finishes for marine use. ↩
-
Understand how flexural rigidity is measured and why specific N·mm²/mm values prevent visible sagging under typical ceiling loads. ↩
-
Review ASTM D1876 details to verify peel test methods and minimum adhesive performance needed for long-term marine durability. ↩
-
Learn the tests and criteria behind EN 13501-1 and why A2-s1,d0 classification matters for compliant, low-risk marine installations. ↩
-
Consult the official IMO text and guidance to ensure materials meet mandatory shipboard fire-safety criteria and certification needs. ↩
-
Review the ASTM standard and test procedures to validate façade wind-load resistance and compliance for high-rise projects. ↩
-
Access the ISO standard summary to confirm measurement methods and required Ra limits for cleanroom-compatible finishes. ↩
-
Understand regulatory expectations for cleanroom surfaces, cleaning protocols, and validation in pharmaceutical manufacturing. ↩
-
Learn testing methods and results that validate whether thinner face sheets meet application stiffness requirements. ↩