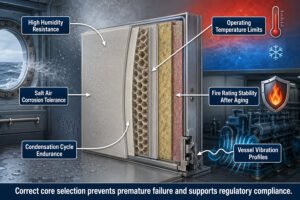
Are you worried about fake marine aluminum honeycomb panels? Weak face sheets lead to project failures and shipyard rejections. Let's fix this verification problem right now.
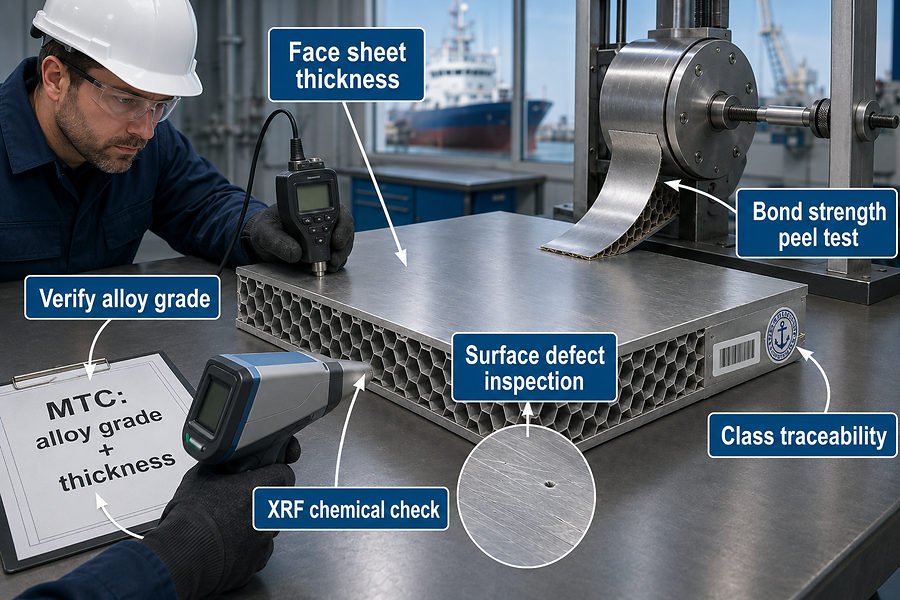
To verify face sheet specs on marine aluminum honeycomb panels, you must check mill test certificates for alloy grades, measure thickness with ultrasonic gauges, inspect for surface defects, confirm class approval traceability, test chemical composition via XRF, and perform climbing drum peel tests for bond strength.
I learned the hard way at the factory that skipping these checks costs thousands of dollars. Keep reading to learn the exact steps to protect your interior outfitting projects and avoid shipyard rejections.
Which Mill Test Certificate Data Confirms Marine Grade Face Sheets On Marine Aluminum Honeycomb Panels?
Unsure if your supplier used real marine-grade aluminum? Accepting fake mill test certificates leads to serious corrosion issues at sea. You must know exactly what data to look for.
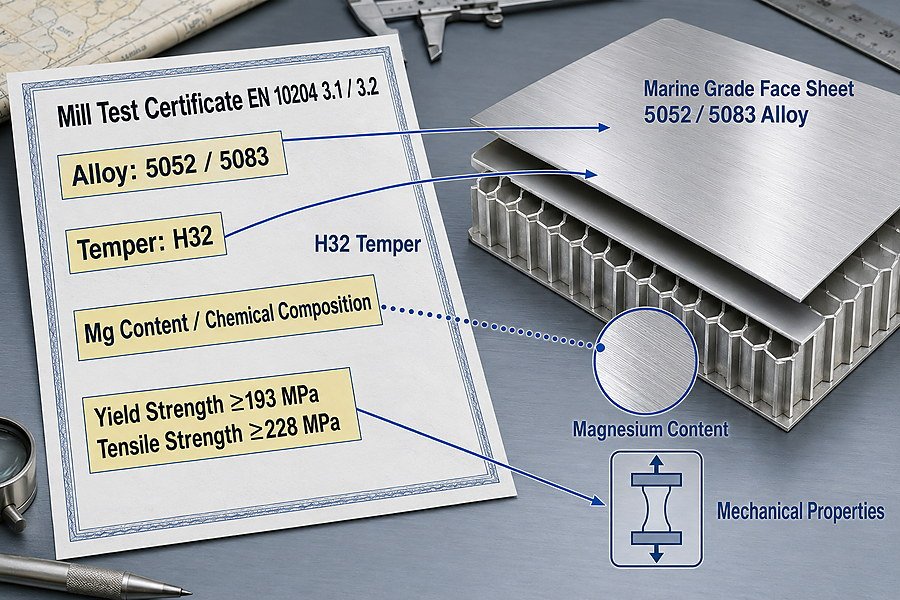
A valid Mill Test Certificate (EN 10204 3.1/3.2) confirms marine grade by showing the specific alloy (usually 5052 or 5083), temper state (like H32), exact chemical composition (magnesium content), and mechanical properties including yield strength (min 193 MPa) and tensile strength (min 228 MPa).
Essential Alloy and Temper Data on Mill Test Certificates
When I review a Mill Test Certificate (MTC) at Magellan Marine, I look at the alloy grade first. The standard EN 10204 type 3.1 or 3.2 certificate must state the exact alloy. For marine use, we need 5052 or 5083 aluminum. Commercial grade 1000 series or 3000 series aluminum will rust fast in salt air. The MTC must also show the temper state. The temper tells you how the factory treated the metal. For 5052 aluminum, the temper is usually H32. This means the factory strain-hardened and stabilized the metal1 to make it strong but workable.
Checking Chemical Composition for Marine Durability
Next, you must check the chemical composition on the MTC. The certificate lists the percentage of different metals mixed into the aluminum. Magnesium is the key element. Magnesium gives the aluminum its strong resistance to seawater2. For a 5052 alloy, the magnesium content must sit between 2.2% and 2.8% according to ASTM B209 standards. If the magnesium number is lower than 2.2%, the panel is not true marine grade. I always reject batches that fail this check.
Verifying Mechanical Properties on Aluminum Mill Test Certificates
Finally, the MTC must list the mechanical properties. These numbers prove the face sheet can handle physical stress. You need to look at two main numbers: yield strength and tensile strength. Yield strength is the point where the metal bends and stays bent. Tensile strength is the point where the metal breaks. According to ASTM B209, 5052-H32 aluminum must have a minimum yield strength of 193 MPa and a minimum tensile strength of 228 MPa3. If the MTC shows lower numbers, the face sheet will dent too easily when people walk or lean on the panels.
| MTC Data Point | Required Value (ASTM B209 for 5052-H32) | Why It Matters For Marine Panels |
|---|---|---|
| Alloy Grade | 5052 or 5083 | Ensures basic marine corrosion resistance. |
| Temper State | H32 | Provides the right balance of strength and bending ability. |
| Magnesium (Mg) | 2.2% to 2.8% | Stops salt water from eating the metal. |
| Yield Strength | Minimum 193 MPa | Stops the panel from taking permanent dents. |
| Tensile Strength | Minimum 228 MPa | Stops the face sheet from tearing under high stress. |
How To Detect Substandard Face Sheet Thickness On Marine Aluminum Honeycomb Panels?
Are you paying for 1.0mm face sheets but receiving 0.6mm? Thin sheets cause panels to warp under pressure. You need reliable ways to measure thickness accurately.
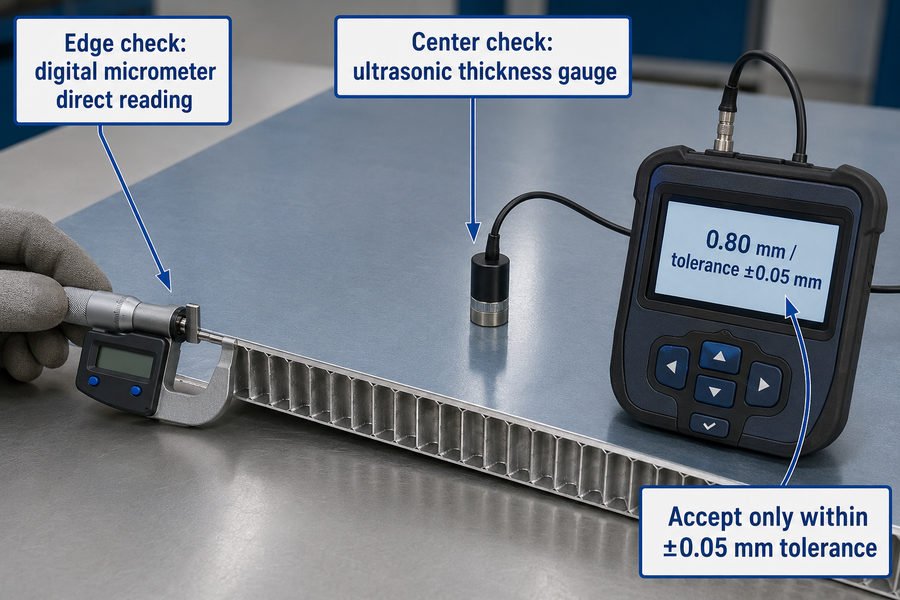
To detect substandard face sheet thickness, use a calibrated digital micrometer at the panel edges for direct reading, and an ultrasonic thickness gauge for the center areas, ensuring measurements stay within the standard ±0.05mm tolerance limit for typical 0.8mm or 1.0mm marine face sheets.
Edge Measurement Using Calibrated Digital Micrometers
Factory workers sometimes use cheap calipers to measure thickness. This is a mistake. To get the real thickness of the face sheet, you must use a calibrated digital micrometer4. A micrometer clamps down tightly and gives a very precise reading. You use this tool on the edges of the aluminum honeycomb panel where the face sheet is exposed. I always take readings at four different corners of the panel. If you order a 1.0mm face sheet, the micrometer should read very close to 1.0mm. You must remember to measure the bare aluminum, so scrape off any protective film or thick paint first.
Center Panel Measurement Using Ultrasonic Thickness Gauges
You cannot use a micrometer in the middle of a large 1.2-meter wide panel. The tool cannot reach that far. To measure the center, you must use an ultrasonic thickness gauge. This device sends a sound wave through the metal and measures how long it takes to bounce back5. It is very accurate. You put a drop of gel on the face sheet, press the gauge down, and read the screen. I do this in the center of the panel to make sure the factory did not use a sheet that is thick on the edges but thin in the middle.
Understanding Tolerance Limits for Marine Face Sheets
No factory can make a metal sheet perfectly exact. There is always a small difference called a tolerance. Under the EN 485-4 standard for cold-rolled aluminum, the acceptable thickness tolerance is usually ±0.05mm. This means if you specify a 1.0mm face sheet, a measurement of 0.95mm to 1.05mm is perfectly fine and meets the marine standard. However, if your ultrasonic gauge reads 0.85mm, the factory is cheating you. They used a thinner sheet to save money. This thin sheet will fail when the shipyard tests the bulkhead for strength.
| Measurement Tool | Testing Location | Best Used For | Typical Tolerance Limit |
|---|---|---|---|
| Digital Micrometer | Exposed panel edges | High-precision direct contact readings. | ±0.05mm |
| Ultrasonic Gauge | Panel center areas | Non-destructive testing on wide surfaces. | ±0.05mm |
Which Face Sheet Defects Cause Rejection Of Marine Aluminum Honeycomb Panels?
Did you find ugly marks on your new panels? Shipyards will reject flawed interiors instantly. You must spot critical face sheet defects before installation begins.
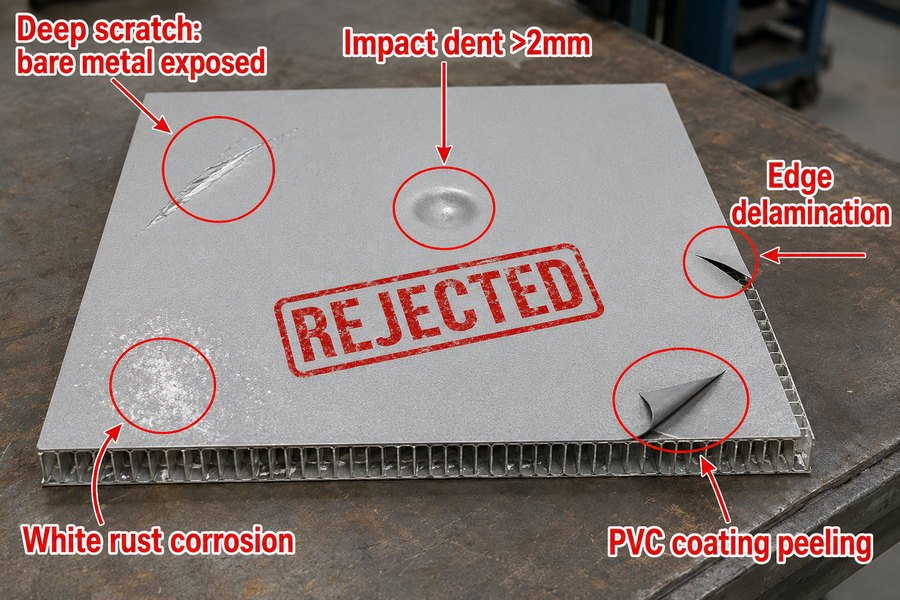
Face sheet defects causing immediate rejection include deep surface scratches exposing bare metal, impact dents exceeding 2mm in depth, visible edge delamination, early corrosion spots (white rust), and PVC coating peeling, as these ruin both the aesthetic finish and the structural integrity required by shipyards.
Identifying Surface Scratches and Impact Dents
When panels arrive at the shipyard, the inspection is very strict. The most common defects are scratches and dents. A light surface scratch on the protective film is okay. But a deep scratch that cuts through the top paint layer and exposes the bare aluminum is a major reason for rejection. Bare aluminum will oxidize quickly. Dents are also a big problem. Based on typical ISO 14726 marine outfitting guidelines, any impact dent deeper than 2mm is unacceptable6. Dents this deep crush the honeycomb core underneath.7 This destroys the structural strength of the wall panel.
Spotting Edge Delamination and Coating Peeling
You must look closely at the edges of the panel. Sometimes, the face sheet separates from the honeycomb core8. We call this edge delamination. You can see a gap between the metal sheet and the core. If you see this gap, reject the panel immediately. The glue has failed. Another major defect is PVC coating peeling. Many marine panels have a decorative PVC film glued to the aluminum face sheet. If this film starts bubbling or peeling off at the corners, the shipyard will not accept it. The peeling will only get worse in hot and humid sea conditions.
Recognizing Early Corrosion Spots on Aluminum
Aluminum does not turn red when it rusts like steel does. Aluminum forms white, chalky powder spots.9 We call this white rust. You might see these spots on the face sheet if the factory stored the raw aluminum coils in a wet warehouse before making the panels. If you see white corrosion spots, it means the metal is already degrading. The protective oxide layer is broken. Do not accept panels with white rust. They will eventually pit and form holes when installed on a ship.
| Defect Type | Visual Appearance | Primary Reason for Panel Rejection |
|---|---|---|
| Deep Scratches | Cuts through paint to bare metal | Leads to rapid oxidation and poor appearance. |
| Impact Dents | Depressions deeper than 2mm | Crushes internal core and ruins structural strength. |
| Edge Delamination | Gap between face sheet and core | Indicates total glue failure. |
| Coating Peeling | PVC film lifting from the metal | Fails visual inspection and worsens over time. |
| White Rust | Chalky white spots on the surface | Indicates active metal corrosion before installation. |
What Documents Prove Face Sheet Material Traceability Of Marine Aluminum Honeycomb Panels For Class Approval?
Is the class surveyor questioning your panel materials? Missing paperwork will halt your entire project. You must have strict traceability documents ready for inspection.
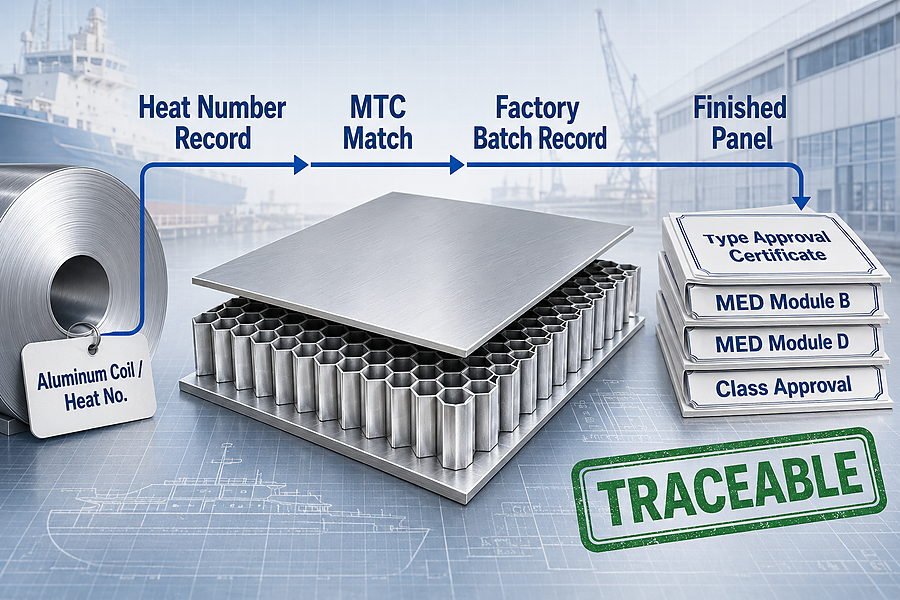
To prove face sheet traceability for class approval, you must provide the Type Approval Certificate (DNV, ABS), MED Module B and D certificates, the raw material heat number records matching the MTC, and the factory batch production records that link the exact aluminum coil to the finished panel.
Importance of Type Approval and MED Certificates
To sell marine panels, you need basic certification first. Class societies like DNV, ABS, or Lloyd's Register issue a Type Approval Certificate10. This document proves the general product design meets marine safety rules. If the ship sails in Europe, you also need Marine Equipment Directive (MED) certificates. Module B proves the prototype passed fire tests. Module D proves the factory has a good quality control system. The surveyor will ask for these certificates first. If you do not have them, the panels cannot go on the ship.
Tracking Heat Numbers from Mill Test Certificates
General certificates are not enough. The surveyor wants to know about the exact panels sitting on the dock. This requires tracking the raw materials. When the aluminum factory melts metal to make coils, they assign a unique "heat number" to that batch of liquid metal. This heat number is printed on the Mill Test Certificate (MTC) and often stamped on the aluminum coil itself. You must keep a record of this heat number. It proves exactly where the face sheet metal came from and what its chemical makeup is.
Linking Factory Batch Production Records to Finished Panels
The final step is connecting the raw aluminum to the finished honeycomb panel. When I worked in the factory, we kept strict batch production records. Every time we cut an aluminum coil to make face sheets, we wrote down the coil's heat number and assigned a new internal batch number to the finished panels. We then printed this batch number on a sticker on the back of each panel. When the surveyor picks up a panel, they read the sticker, look at your production record, and trace it back to the original MTC heat number. This complete chain of documents is mandatory for final class approval.
| Traceability Document | Issued By | Purpose for Class Surveyor |
|---|---|---|
| Type Approval Certificate | Class Society (e.g., DNV, ABS) | Proves the overall panel design is safe for ships. |
| MED Module B & D | Notified Body | Proves European fire safety and factory quality compliance. |
| Heat Number Record | Aluminum Raw Material Mill | Identifies the exact melt batch of the raw aluminum. |
| Batch Production Record | Panel Manufacturing Factory | Links the finished panel back to the raw aluminum heat number. |
How To Verify The Exact Alloy Composition Of Face Sheets For Marine Aluminum Honeycomb Panels?
Do you suspect your supplier used cheap commercial aluminum? Fake alloys corrode fast in salty air. You need to verify the exact chemical makeup directly.
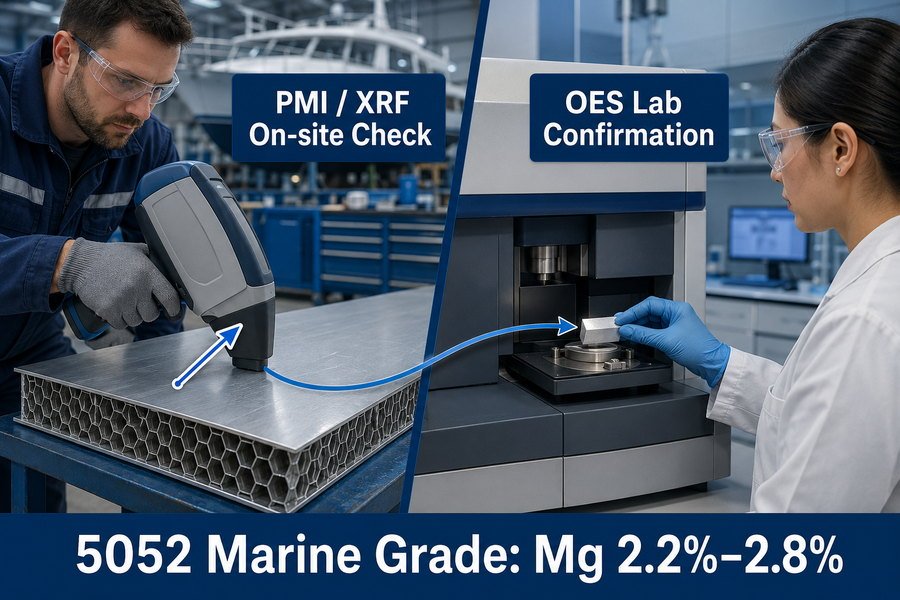
To verify exact alloy composition, conduct a Positive Material Identification (PMI) using a handheld X-Ray Fluorescence (XRF) analyzer for instant on-site results, or send samples for Optical Emission Spectrometry (OES) lab testing to precisely confirm the 2.2% to 2.8% magnesium content required for 5052 marine grade.
On-Site Testing Using Handheld XRF Analyzers
You cannot trust paper certificates blindly. Sometimes suppliers switch materials to save money. The fastest way to check the face sheet is using a handheld X-Ray Fluorescence (XRF) analyzer. This process is called Positive Material Identification (PMI). You point the XRF gun at the face sheet and pull the trigger. It shoots X-rays into the metal and reads the energy that bounces back.11 In less than 30 seconds, the screen shows you the exact percentage of every metal in the alloy. It is very fast and does not damage the panel. We use this tool frequently at Magellan Marine during factory inspections.
Laboratory Testing Using Optical Emission Spectrometry (OES)
Handheld XRF guns are great, but they have limits. They sometimes struggle to read very light elements accurately12. If you have a big dispute with a supplier, you need legal proof. You must cut a small piece of the face sheet and send it to an independent testing lab. The lab will use Optical Emission Spectrometry (OES). They burn the metal sample with an electrical spark and analyze the light it gives off. OES is much more accurate than a handheld XRF gun. The lab will give you a certified report that the class society will accept without question.
Key Magnesium Content Indicators for Marine Grade Alloys
When you get the results from the XRF gun or the OES lab, you must check the numbers against the marine standard. For marine aluminum, magnesium is the most important element. If you ordered a 5052 alloy face sheet, the ASTM B209 standard dictates the magnesium content must be strictly between 2.2% and 2.8%13. It must also have a small amount of chromium, between 0.15% and 0.35%. If your test shows only 1.0% magnesium, the factory used cheap 3000 series aluminum. This is a critical failure, and you must reject the entire order.
| Testing Method | Location | Speed | Accuracy Level | Cost |
|---|---|---|---|---|
| XRF Analyzer (PMI) | On-site / Factory floor | Instant (30 seconds) | High (but can struggle with light elements) | Low per test |
| OES Lab Testing | Independent Laboratory | Slow (several days) | Extremely High (legal standard) | High per test |
Which Peel Tests Validate Face Sheet To Core Bond Strength On Marine Aluminum Honeycomb Panels?
Are you worried the face sheet will peel off the honeycomb core? Weak glue ruins panels. You must demand specific physical tests to prove bond strength.
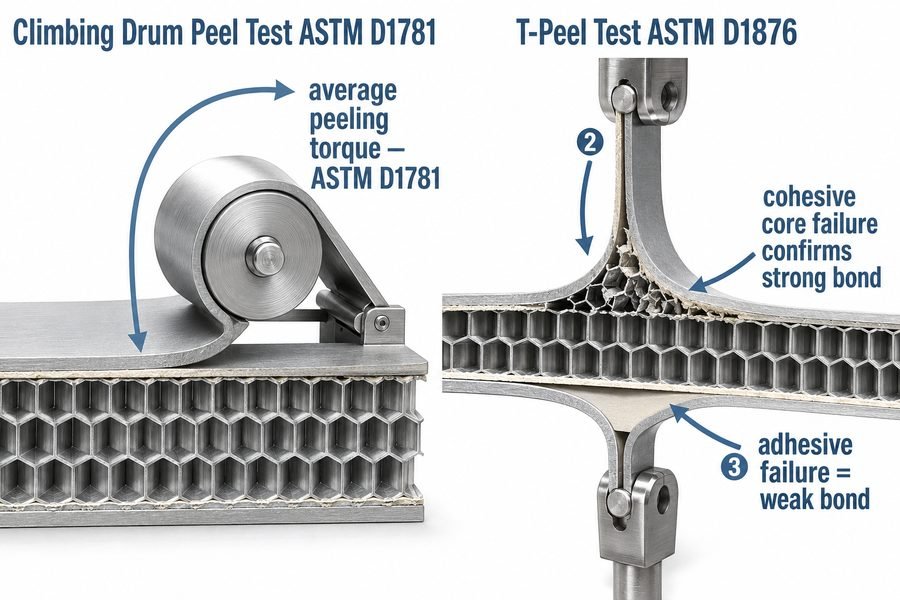
To validate face sheet to core bond strength, perform the Climbing Drum Peel Test (ASTM D1781) to measure the average peeling torque, and the T-Peel Test (ASTM D1876) to ensure the failure mode is cohesive (the core breaks) rather than adhesive (the glue fails).
Measuring Torque with the Climbing Drum Peel Test
The most important test for honeycomb panels is the Climbing Drum Peel Test. This test follows the ASTM D1781 standard. In the lab, a machine attaches to the face sheet and rolls a metal drum upward. The drum literally peels the face sheet off the honeycomb core. The machine measures the torque, which is the twisting force needed to rip the sheet away. A good marine panel needs strong glue. For a standard aluminum honeycomb panel, we usually want to see a minimum peeling torque of 25 in-lb/in width14. If the number is lower, the factory used cheap adhesive or did not use enough heat in the press machine.
Evaluating Failure Modes with the T-Peel Test
Another useful test is the T-Peel Test, which follows the ASTM D1876 standard. This test pulls the face sheet and the core apart in opposite directions, forming a "T" shape. While it measures force, its real value is showing us how the panel breaks. We call this the failure mode. When the machine pulls the panel apart, we look closely at the inside pieces. We want to see if the glue gave up or if the metal itself ripped.
Differentiating Between Cohesive and Adhesive Failure
Understanding the failure mode is critical for marine safety. There are two main types: cohesive failure and adhesive failure. Adhesive failure means the glue separated cleanly from the metal. The face sheet comes off looking clean. This is bad. It means the glue bond was weak. Cohesive failure means the glue was so strong that the aluminum honeycomb core itself ripped apart before the glue failed. You will see pieces of torn honeycomb still stuck to the face sheet. You always want cohesive failure15. It proves the glue bond is stronger than the materials it holds together.
| Peel Test Standard | Primary Purpose | Key Metric Evaluated | Desired Outcome |
|---|---|---|---|
| ASTM D1781 (Climbing Drum) | Simulates stress of peeling on rigid panels | Peeling Torque | Minimum 25 in-lb/in width |
| ASTM D1876 (T-Peel) | Pulls materials apart in opposite directions | Failure Mode | Cohesive failure (core tears, glue holds) |
Conclusion
Verifying face sheet specs requires checking mill certificates, measuring thickness, inspecting defects, ensuring traceability, testing alloys with XRF, and confirming bond strength through standard peel tests.
-
"[PDF] Understanding the Aluminum Temper Designation System", https://materialsdata.nist.gov/bitstream/handle/11115/186/Understanding%20Temper%20Designation.pdf?sequence=3&isAllowed=y. Aluminum temper designation references define H32 as a strain-hardened and stabilized condition, commonly associated with quarter-hard wrought aluminum products. Evidence role: definition; source type: institution. Supports: For 5052 aluminum, H32 means the factory strain-hardened and stabilized the metal to make it strong but workable.. Scope note: This supports the meaning of the H32 temper designation, not whether H32 is the optimal temper for every marine panel design. ↩
-
"Laser Surface Processing for Anticorrosion of Marine-grade ...", https://digitalcommons.unl.edu/dissertations/AAI10846824/. Materials references on 5xxx-series aluminum describe magnesium as the principal alloying element and note that Al-Mg alloys such as 5052 and 5083 are valued for corrosion resistance in marine environments. Evidence role: mechanism; source type: education. Supports: Magnesium is the key element giving 5052 aluminum strong resistance to seawater.. Scope note: This supports the general metallurgical role of magnesium in 5xxx alloys; corrosion performance also depends on temper, fabrication, exposure conditions, and maintenance. ↩
-
"[PDF] Properties of Wrought Aluminum and Aluminum Alloys", https://materialsdata.nist.gov/bitstream/handle/11115/179/Properties%20of%20Wrought%20Aluminum.pdf?sequence=3. ASTM B209/B209M specifies mechanical-property requirements for aluminum and aluminum-alloy sheet and plate, including minimum tensile and yield-strength values for 5052-H32 products. Evidence role: statistic; source type: institution. Supports: According to ASTM B209, 5052-H32 aluminum must have a minimum yield strength of 193 MPa and a minimum tensile strength of 228 MPa.. Scope note: This supports the stated minimum values only when the product form, thickness range, and test conditions match the ASTM B209/B209M table being cited. ↩
-
"Dimensional Metrology Group | NIST", https://www.nist.gov/pml/sensor-science/dimensional-metrology. A technical metrology source should be used to document that calibrated micrometers provide direct dimensional measurements with traceable accuracy when used within their specified range and procedure. Evidence role: expert_consensus; source type: government. Supports: To get the real thickness of the face sheet, you must use a calibrated digital micrometer.. Scope note: This supports the suitability of calibrated micrometers for direct thickness measurement, but it does not by itself prove that cheaper calipers are always unsuitable in every factory context. ↩
-
"Coating Thickness Estimation Using a CNN-Enhanced Ultrasound ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12527026/. A nondestructive-testing reference should support that ultrasonic thickness gauges determine material thickness by measuring the transit time of an ultrasonic pulse reflected from a back wall, using the sound velocity of the material. Evidence role: mechanism; source type: education. Supports: An ultrasonic thickness gauge measures center-panel thickness by sending a sound wave through the metal and timing the returning echo.. ↩
-
"Why Are Marine Accommodation Panels Regulated Differently ...", https://magellanmarinetech.com/why-marine-accommodation-panels-regulated-differently-from-standard-building-panels/. A shipbuilding or classification-society inspection standard can substantiate that dent-depth acceptance limits for outfitting panels are typically specified as measurable tolerances; however, the exact 2 mm threshold may depend on the contract, panel type, and applicable yard specification rather than ISO 14726 alone. Evidence role: general_support; source type: institution. Supports: Impact dents deeper than 2 mm are unacceptable under typical marine panel inspection criteria.. Scope note: The source may support dent-depth rejection criteria generally, but the precise 2 mm limit may be specification-specific. ↩
-
"Surface Profiling and Core Evaluation of Aluminum Honeycomb ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC5620663/. Experimental studies of honeycomb sandwich panels under low-velocity impact show that visible indentation is associated with localized honeycomb core crushing and face-sheet damage, supporting the mechanism described here; the study context may use aerospace or general sandwich panels rather than marine wall panels specifically. Evidence role: mechanism; source type: paper. Supports: Deep dents in honeycomb sandwich panels can crush the internal honeycomb core.. Scope note: Evidence may come from honeycomb sandwich-panel research outside shipbuilding, so it supports the structural mechanism rather than a marine-specific acceptance rule. ↩
-
"On Impact Damage and Repair of Composite Honeycomb Sandwich ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10707668/. Engineering literature on sandwich structures identifies debonding or delamination between the face sheet and core as a critical failure mode that reduces load transfer and structural integrity; this supports the rejection rationale, though acceptance decisions still depend on the governing inspection specification. Evidence role: mechanism; source type: paper. Supports: Separation of the face sheet from the honeycomb core is a serious sandwich-panel defect.. Scope note: The source supports the failure mechanism generally, not the exact shipyard rejection procedure. ↩
-
"HUMAN HEALTH RISK ASSESSMENT FOR ALUMINIUM ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC2782734/. Corrosion references describe aluminum corrosion products as white aluminum oxide or hydroxide deposits and note that chloride-containing marine environments can promote localized pitting; this supports the visual identification of white corrosion, though it does not prove that every white spot will progress to perforation. Evidence role: definition; source type: education. Supports: Aluminum corrosion can appear as white, chalky deposits rather than red rust.. Scope note: The evidence supports the appearance and corrosion mechanism, but progression to holes depends on alloy, coating condition, exposure, and time. ↩
-
"International Association of Classification Societies - Wikipedia", https://en.wikipedia.org/wiki/International_Association_of_Classification_Societies. Classification-society type approval procedures describe a Type Approval Certificate as evidence that a product type has been reviewed and tested against applicable marine classification requirements, supporting its role as design-level approval for shipboard use. Evidence role: definition; source type: institution. Supports: Class societies such as DNV, ABS, or Lloyd's Register issue Type Approval Certificates to show that a marine product design meets applicable safety or classification requirements.. Scope note: Type approval supports the general product type and does not by itself prove acceptance of a specific delivered batch or installation. ↩
-
"X-Ray Fluorescence (XRF) - SERC (Carleton)", https://serc.carleton.edu/research_education/geochemsheets/techniques/XRF.html. An educational or research source on X-ray fluorescence explains that incident X-rays excite atoms in a sample and that emitted characteristic fluorescent X-rays are measured by energy to identify elements; this supports the mechanism in general terms. Evidence role: mechanism; source type: education. Supports: A handheld XRF analyzer identifies alloy elements by exciting the metal with X-rays and measuring element-specific X-ray energies.. Scope note: The wording “bounces back” is informal; XRF detects emitted fluorescence rather than simple reflected X-rays. ↩
-
"XRF Technical Overview - Archaeometry Laboratory", https://archaeometry.missouri.edu/xrf_technical.html. Technical references on portable XRF note that detection and quantification are more difficult for low-atomic-number elements because their characteristic X-rays have low energy and are readily absorbed; this supports the stated limitation of handheld XRF analysis. Evidence role: mechanism; source type: research. Supports: Handheld XRF analyzers can have difficulty accurately measuring very light elements.. Scope note: The degree of difficulty varies by instrument design, sample preparation, calibration, and the specific light element being measured. ↩
-
"5052 aluminium alloy - Wikipedia", https://en.wikipedia.org/wiki/5052_aluminium_alloy. The ASTM B209 chemical composition table for aluminum alloy 5052 lists magnesium at 2.2–2.8% by mass, supporting the stated acceptance range for that alloy designation. Evidence role: general_support; source type: institution. Supports: ASTM B209 specifies that 5052 aluminum sheet has a magnesium content of 2.2% to 2.8%.. Scope note: ASTM standards may be paywalled, and the cited range verifies alloy composition only; it does not by itself establish rejection procedures for a finished order. ↩
-
"Rene' 41 Honeycomb Sandwich", https://ntrs.nasa.gov/api/citations/19810008960/downloads/19810008960.pdf. A public material specification or engineering handbook listing climbing-drum peel acceptance values for aluminum honeycomb sandwich panels would support the 25 in-lb/in benchmark as a specification-based criterion; its applicability would be limited to the materials, adhesive system, and service class covered by that source. Evidence role: statistic; source type: government. Supports: A standard aluminum honeycomb panel should meet a minimum peeling torque of 25 in-lb/in width.. Scope note: A single specification may not justify this number as a universal minimum for all standard aluminum honeycomb or marine panels. ↩
-
"Study on the interface and failure characteristics of joints between ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12152398/. Adhesion-science references define adhesive failure as interfacial separation and cohesive failure as fracture within the adhesive or substrate, supporting the view that cohesive or substrate failure can indicate the interface was not the weakest path in that test; this observation does not by itself prove overall marine safety or universal bond adequacy. Evidence role: definition; source type: education. Supports: Cohesive failure is generally preferred over adhesive failure because it indicates that the bond interface did not fail first.. Scope note: Cohesive failure is generally favorable for interpreting the tested joint, but design requirements and failure location still matter. ↩