Failed panels ruin your project schedule. When metal skins peel, you face huge replacement costs. The right adhesive engineering stops this and ensures your interior panels last for years.
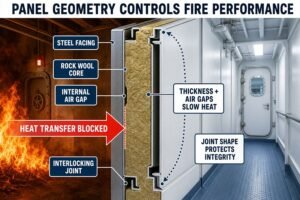
Adhesive engineering dictates marine panel lifespan by controlling three vital factors: structural bonding chemistry, curing kinetics, and environmental resistance against heat, vibration, and moisture. Polyurethane and epoxy systems bond the steel skins to the rockwool core, providing the exact flexibility and strength needed to pass SOLAS fire tests.
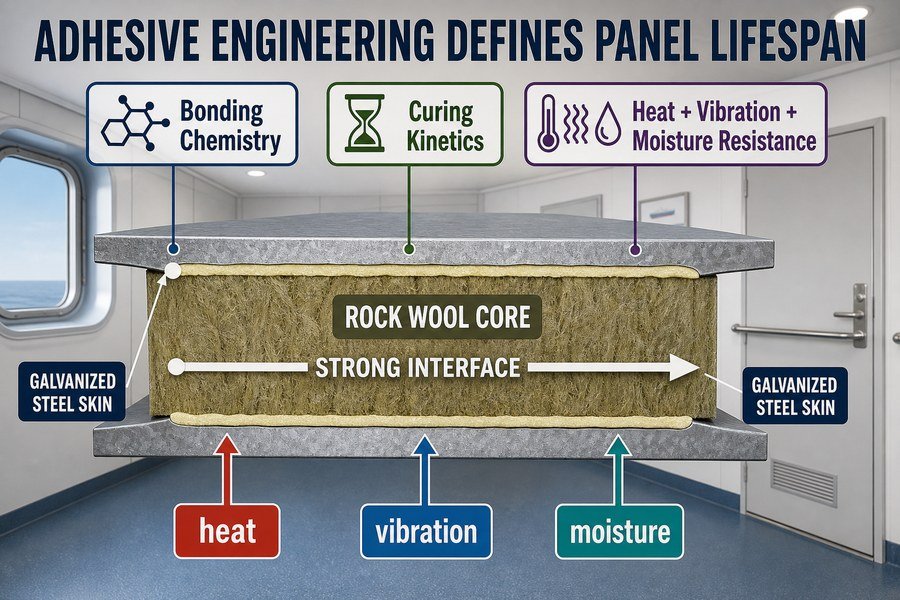
I see many buyers focus only on steel thickness or core density, but they ignore the glue. As an outfitting specialist, I know the adhesive is the real heart of the panel. Let us look at the exact details that make or break your investment in marine interior products.
How Does Adhesive Polymer Chemistry Determine Marine Sandwich Panel Interface Durability?
Cheap glue fails fast under ship vibrations. You lose money when panels delaminate. We must choose the right polymer chemistry to keep the panel interface intact and strong over time.
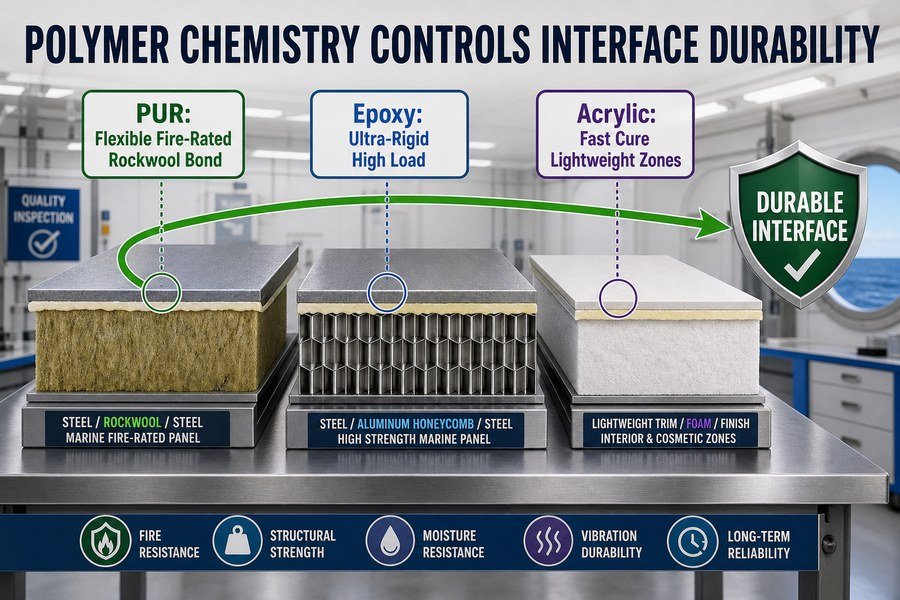
Marine sandwich panel interface durability depends on three main adhesive polymer chemistries: Polyurethane (PUR) for flexible, fire-rated rockwool bonding; Epoxy for ultra-rigid, high-load honeycomb panels; and Acrylics for fast-curing lightweight zones. PUR is the industry standard, offering a critical balance of peel strength and SOLAS-compliant low flame spread.
To fully understand panel durability, we must look at the three main polymer chemistries mentioned above. The chemical makeup of the adhesive determines how well the steel sticks to the core. In my years checking panel factories, I always ask the production manager what type of glue they use. The wrong choice leads to bad panels.
Polyurethane (PUR) Chemistry for Standard Marine Rockwool Panels
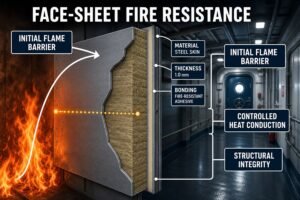
Polyurethane, or PUR, is the first and most common chemistry used for marine panels. PUR is great because it is flexible. Marine wall panels use a mineral rockwool core. Rockwool is soft, and steel is hard. The PUR adhesive acts as a flexible bridge between them. According to technical data from major marine adhesive suppliers like Henkel, a good two-component PUR adhesive provides a tensile shear strength of more than 6 MPa1. This strength is enough to hold the panel together even when the ship rocks. Also, PUR helps the panel pass the strict fire tests. The IMO FTP Code Part 5 requires low flame spread. PUR does not burn easily, making it safe for SOLAS approved panels. At a cost of around $2.50 to $3.50 per kilogram in Asian markets, PUR gives the best balance of price and quality.
Epoxy and Acrylic Resins for Specialized Marine Deck and Bulkhead Applications
The second chemistry is Epoxy. We use epoxy when we need extreme rigidity, usually for aluminum honeycomb panels or heavy floor panels. Epoxy provides huge strength, often reaching over 15 MPa in shear strength2. However, epoxy is very stiff. It will crack if the panel bends too much. Epoxy is also more expensive, often costing over $5.00 per kilogram. The third chemistry is Acrylic. Factories use acrylic adhesives for fast-curing lightweight zones, like decorative trims. Acrylics cure in just a few minutes. But, acrylics do not perform well in high heat, so they are not used for main A-Class fire bulkheads.
| Adhesive Chemistry | Main Application Area | Key Characteristic | Typical Shear Strength | Approximate Cost (USD/kg) |
|---|---|---|---|---|
| Polyurethane (PUR) | A-Class Rockwool Bulkheads | Flexible, low flame spread | 6 - 10 MPa | $2.50 - $3.50 |
| Epoxy Systems | Honeycomb Deck Panels | Ultra-rigid, high load limit | 15 - 25 MPa | $5.00 - $8.00 |
| Acrylic Adhesives | Lightweight Trims & Decor | Very fast cure time | 4 - 8 MPa | $6.00 - $9.00 |
How Does Adhesive Curing Kinetics Affect Marine Sandwich Panel Bond Strength?
Rushed production leads to weak bonds. If the factory ignores curing rules, your panels will fail at sea. Proper curing kinetics lock in the bond strength before shipping.
Adhesive curing kinetics determine panel strength through three critical phases: open time (typically 10-20 minutes for PUR), pressing time (2-4 hours under 0.5-1.0 kg/cm² pressure), and full cross-linking (24-48 hours). If factories interrupt these phases, the chemical bonds remain incomplete, dropping overall peel strength by up to 60%.
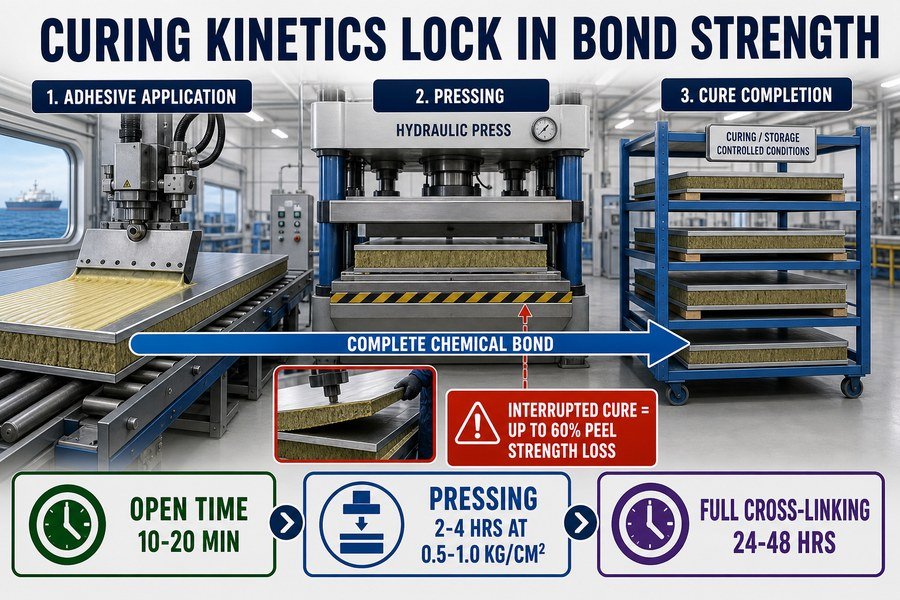
Many buyers think the glue dries the moment the panel leaves the machine. This is wrong. Curing is a chemical reaction that takes time. The speed of this reaction is called curing kinetics3. If a factory rushes the production to meet a tight deadline, the chemical process stops. This leaves the panel very weak. We must control all three phases of curing to get good products.
The Critical Role of Open Time and Pressing Pressure in Panel Manufacturing
The first phase is the open time. Open time is the window between spreading the glue and pressing the steel onto the core. For marine PUR adhesives, the open time is usually 10 to 20 minutes at normal room temperature (20°C).4 If workers wait 30 minutes, the glue starts to form a dry skin on top. When they finally press the steel, the glue cannot grab the metal. The second phase is the pressing time. The factory places the stacked panels into a large hydraulic press. The press applies a pressure of 0.5 to 1.0 kg/cm². The panels must stay in this press for 2 to 4 hours.5 If the factory pulls them out after 1 hour, the glue is still soft. The internal stress of the steel will pull the panel apart.
Full Cross-Linking Duration and Its Impact on Final Panel Delivery
The third phase is full cross-linking. Even after the panel comes out of the press, it is not ready. The polymer molecules inside the adhesive need time to fully lock together. This process takes 24 to 48 hours in a dry storage room. During this time, the panel achieves its maximum peel strength. If a factory packs and ships the panels before full cross-linking, the vibration of the delivery truck will break the fresh bonds. Industry testing from marine laboratories shows that interrupting this 48-hour window can drop the overall peel strength by up to 60%6. Always ask your supplier how long they store the panels before loading the shipping container.
| Curing Phase | Typical Duration | Required Action in Factory | Risk if Phase is Rushed or Ignored |
|---|---|---|---|
| Open Time | 10 - 20 minutes | Lay steel skin quickly | Glue dries, causes 0% adhesion |
| Pressing Time | 2 - 4 hours | Apply 0.5-1.0 kg/cm² pressure | Panel springs open, soft glue breaks |
| Cross-linking | 24 - 48 hours | Rest flat in warm storage | Truck vibrations destroy weak bonds |
How Do Thermal Expansion Mismatches Cause Marine Accommodation Panel Bowing?
Ships sail through cold waters and hot tropics. The temperature changes make panels bend. We use flexible adhesives to absorb these thermal expansion mismatches and prevent panel bowing.
Thermal expansion mismatches cause panel bowing because steel faces expand at 12 µm/m°C, while rockwool cores do not expand. This creates shear stress. Adhesives prevent bowing through two mechanisms: providing 15-30% elongation to absorb movement, and maintaining strong shear resistance to keep the steel from pulling away from the core.

A common complaint I hear from shipyards is that the wall panels look bent after installation. This bending is called bowing. It happens when one side of the panel gets hot and the other side stays cold. The materials react differently to heat.7 A good adhesive is the only way to control this physical problem.
The Physics of Thermal Expansion in Steel and Rockwool Marine Panels
The first cause of bowing is the difference in expansion rates. Steel expands when it gets warm. The standard thermal expansion coefficient for galvanized steel is about 12 µm/m°C8. This means a standard 2.5-meter tall wall panel will grow by 1.5 millimeters if the room temperature increases by 50°C (like near a sunny window or an engine room). However, the rockwool core inside the panel has an expansion rate close to zero9. The steel tries to grow, but the core tries to stay the same size. This difference is called the thermal expansion mismatch. It creates massive shear stress along the glue line. If the glue is too hard, the moving steel will force the entire panel to bend like a bow.
How High-Elongation Adhesives Prevent Visible Bowing in Ship Corridors
We fight this problem using two adhesive mechanisms. The first mechanism is high elongation. Good marine adhesives are designed to stretch. We use adhesives that offer 15% to 30% elongation before breaking. This stretch acts like a shock absorber.10 When the steel expands, the glue stretches slightly, allowing the steel to move without bending the rockwool core. The second mechanism is strong shear resistance. The glue must stretch, but it must also hold tight. If it stretches too much without resistance, the steel will slide right off the rockwool. A balanced adhesive keeps the steel attached while absorbing the 1.5-millimeter movement. This balance keeps your ship corridors looking perfectly straight and flat, meeting the strict visual standards of cruise ships and luxury vessels.
| Material Component | Thermal Expansion Rate | Reaction to 50°C Heat Increase | Impact on Panel Structure |
|---|---|---|---|
| Galvanized Steel Skin | ~12 µm/m°C | Expands significantly (up to 1.5mm) | Tries to force the panel to bend |
| Mineral Rockwool Core | ~0 µm/m°C | No measurable expansion | Resists movement, creates stress |
| PUR Adhesive Layer | N/A (Elastomer) | Stretches 15-30% (Elongation) | Absorbs stress, keeps panel flat |
How Does Adhesive Coating Weight Ensure Reliable Marine Sandwich Panel Bonding?
Too little glue causes dry spots. Too much glue increases fire risks and costs. Precise adhesive coating weight is the only way to ensure safe, reliable panel bonding.
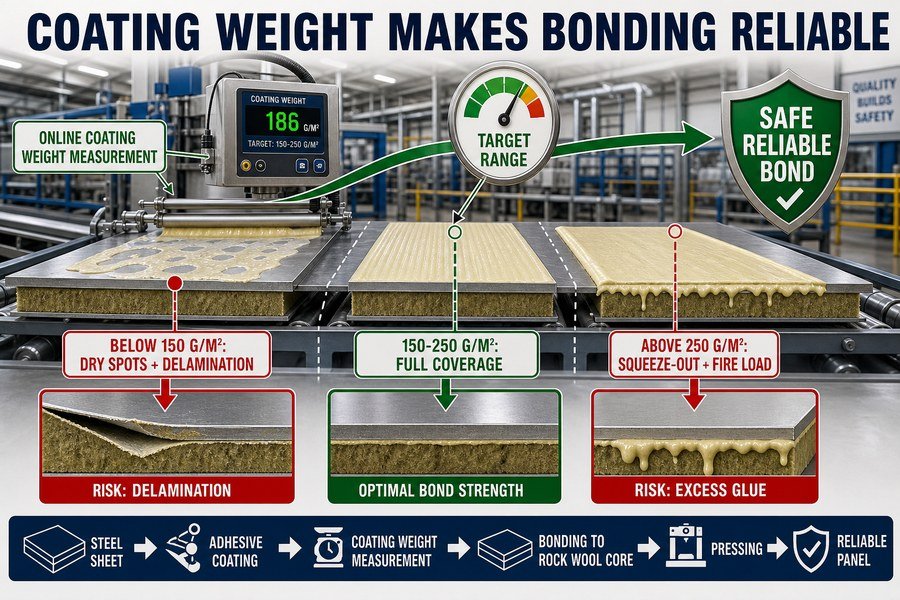
Reliable bonding requires a precise adhesive coating weight between 150g/m² and 250g/m². Weights below 150g/m² cause dry spots and delamination. Weights above 250g/m² waste money, cause edge squeeze-out, and risk failing the strict calorific value limits set by the IMO FTP Code Part 1 for combustible materials.
In a factory setting, workers use machines to spread the glue onto the steel sheets. The amount of glue they apply is called the coating weight. Getting this number right is very important for your budget and the safety of the ship. Many cheap factories do not check their glue machines, leading to huge quality issues. We must look at the exact weights.
The Dangers of Low Adhesive Coating Weight in Marine Panel Manufacturing
The first issue is using too little glue. The safe minimum weight is 150 grams per square meter (g/m²). Rockwool has a rough surface. If the factory applies less than 150g/m², the glue cannot fill the tiny holes in the rockwool. This creates dry spots.11 A dry spot is an area where the steel does not touch any glue. When the ship moves, the steel will peel away starting from these dry spots. This is called delamination. I once helped a client fix a problem where the factory only used 100g/m² to save money. Half of the panels delaminated during the sea trial, costing the shipyard thousands of dollars in replacement labor.
High Coating Weight Consequences on Cost and Marine Fire Safety Regulations
The second issue is using too much glue. Applying more than 250g/m² does not make the panel stronger.12 First, it wastes money. Glue is expensive, and adding extra weight increases the final price of your panels. Second, heavy glue causes edge squeeze-out. The excess glue leaks out of the panel edges during pressing, making the panel joints dirty and hard to install. Third, and most importantly, it creates a severe fire risk. Adhesives are combustible materials. The International Maritime Organization (IMO) FTP Code Part 1 states that the calorific value of combustible materials must be under 45 MJ/m². If the factory uses 300g/m² or more, the total fuel load increases, and the panel might fail the fire test. You must ask your suppliers to keep the weight between 150g/m² and 250g/m².
| Coating Weight | Adhesion Quality | Factory Cost Impact | IMO Fire Safety Risk |
|---|---|---|---|
| Below 150 g/m² | Poor (Dry spots, peeling) | Very Low (Factory saves money) | Low (Less fuel to burn) |
| 150 to 250 g/m² | Excellent (Full coverage) | Standard (Fair price) | Safe (Passes 45 MJ/m² limit) |
| Above 250 g/m² | Messy (Edge squeeze-out) | High (Wastes expensive glue) | High (Fails calorific value test) |
How Does Adhesive Aging Reduce Composite Action in Marine Accommodation Panels?
Old glue becomes brittle. When panels lose their stiffness, walls vibrate and crack. We must stop adhesive aging to maintain the strong composite action of the accommodation panels.
Adhesive aging reduces composite action through three primary degradation pathways: thermal fatigue from engine room heat, dynamic fatigue from constant ship hull vibrations, and chemical breakdown over time. When the adhesive turns brittle, the steel skins and rockwool core act independently, reducing the panel's overall stiffness by up to 50%.

A marine panel is strong because the steel and the rockwool work together. This teamwork is called composite action13. When the panel is new, the glue locks the steel and core tightly. If you push on the wall, it feels solid like a brick. But as the panel gets older, the adhesive breaks down. This aging ruins the composite action.
Thermal and Dynamic Fatigue Sources in Ship Engine and Accommodation Zones
The first two aging pathways are thermal fatigue and dynamic fatigue. Ships are harsh environments. Thermal fatigue happens because the ship experiences constant hot and cold cycles. Wall panels near the engine room or the kitchen face temperatures over 50°C every day14. Over years, this daily heating and cooling makes the flexible PUR adhesive turn hard and brittle. The second pathway is dynamic fatigue. A ship engine creates constant vibration. The frequency is usually between 10 Hz and 20 Hz15. This non-stop shaking pulls at the glue line millions of times a month. If the glue is cheap, it will suffer from micro-cracking. The small cracks grow until the glue completely tears apart under the vibration.
The Loss of Panel Stiffness Due to Chemical Breakdown of the Adhesive
The third aging pathway is chemical breakdown over time. Even sitting in a quiet room, polymer chains naturally degrade over 10 to 15 years. Oxygen and natural aging cause the chemicals to lose their elasticity. When thermal fatigue, dynamic fatigue, and chemical breakdown happen together, the adhesive totally fails. This destroys the composite action. Instead of one strong 50mm thick wall, you now have two thin 0.6mm steel sheets flapping loosely against a soft rockwool core. Engineering tests show that losing composite action reduces the panel's overall stiffness by up to 50%16. The wall will feel soft, and heavy items attached to the wall, like beds or desks, might pull the steel skin right off.
| Aging Pathway | Source on the Ship | Effect on the Adhesive | Result on Panel Structure |
|---|---|---|---|
| Thermal Fatigue | Engine rooms, kitchens | Glue bakes and turns brittle | Cracks under slight pressure |
| Dynamic Fatigue | Main engine vibrations | Micro-cracks form in glue line | Peeling during ship operation |
| Chemical Breakdown | Natural time (10-15 years) | Polymer chains lose elasticity | 50% loss of overall stiffness |
How Does Hydrolytic Degradation Trigger Adhesive Failure in Marine Accommodation Panels?
High humidity at sea destroys poor-quality glue. The water breaks the chemical bonds. Hydrolytic degradation is a hidden killer that triggers catastrophic adhesive failure in your marine panels.
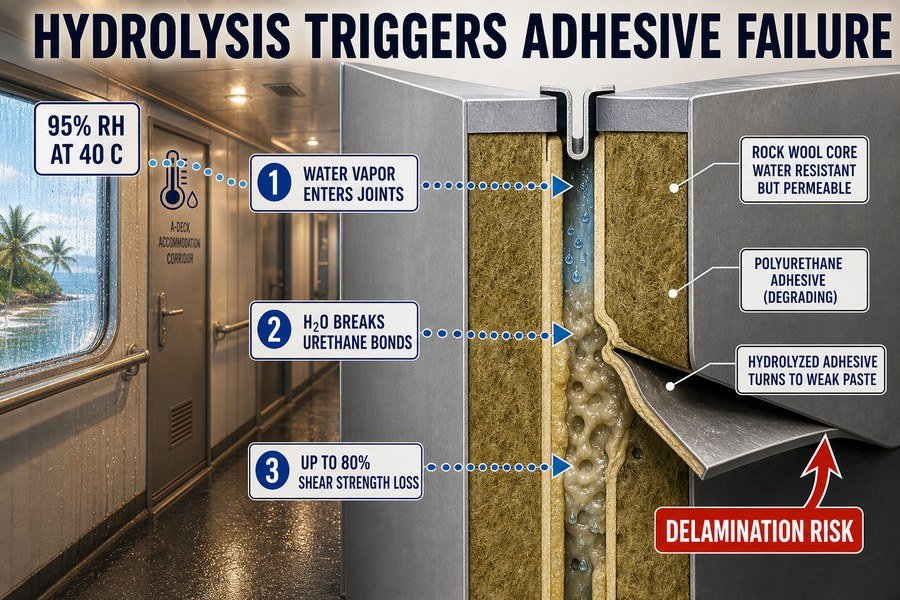
Hydrolytic degradation triggers failure through two mechanisms: water vapor penetrates the panel joints, and then the moisture chemically attacks the urethane bonds in the adhesive. This process breaks the polymer chains, turning solid glue into a weak paste and causing up to 80% loss in shear strength under tropical conditions.
When buyers source panels from Asia, they often put them on ships sailing to hot, wet places like Southeast Asia or the Caribbean. In these environments, water is the biggest enemy of the glue. The process where water destroys the glue is called hydrolytic degradation. You must check if your supplier uses hydrolysis-resistant adhesives.
How Water Vapor Penetrates Marine Bulkhead Panel Joints in Tropical Environments
The first mechanism of failure is water vapor penetration. Marine panels have joints where they connect to each other. Even with good installation, tiny gaps remain. The air at sea is full of water vapor. In tropical conditions, the relative humidity (RH) can stay above 95% at 40°C17. This hot, wet air easily penetrates the panel joints. The rockwool core acts like a sponge18, pulling the wet air deep into the center of the panel. Once the water vapor is inside, it rests directly against the adhesive layer holding the steel to the core. A standard, cheap adhesive has no defense against this constant wet environment.
The Chemical Attack of Moisture on Polyurethane Bonds and Resulting Strength Loss
The second mechanism is the chemical attack on the urethane bonds. Water (H2O) is a strong chemical. When hot water vapor touches basic polyurethane glue, it starts a reaction called hydrolysis. The water molecules cut the long polymer chains of the adhesive into small pieces. The urethane bonds break apart. When this happens, the solid, rubbery glue actually turns into a soft, sticky paste. It loses all its grip. Laboratory tests simulating tropical aging show that bad PUR adhesives can suffer up to an 80% loss in shear strength within just 30 days of high humidity exposure19. The steel skin will simply fall off under its own weight. We solve this by buying panels made with modified, moisture-resistant PUR formulations that block the water molecules.
| Hydrolysis Stage | Environmental Condition | Chemical Action | Physical Result on Panel |
|---|---|---|---|
| 1. Penetration | 95% Humidity, 40°C Air | Vapor enters panel joints | Moisture trapped against glue |
| 2. Chemical Attack | Long-term moisture contact | H2O breaks polymer chains | Solid glue turns to soft paste |
| 3. Final Failure | Normal ship operation | 80% loss in shear strength | Steel skin delaminates easily |
Conclusion
By understanding adhesive chemistry, coating weights, and curing times, you secure better quality control. Good glue stops aging and bowing, keeping your marine interior projects safe and highly profitable.
-
"Comparison of Adhesive Properties of Polyurethane ... - PMC - NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC6473932/. A technical data sheet or independent lap-shear test report for two-component polyurethane adhesives can document tensile or lap-shear strengths at or above 6 MPa under specified test conditions; this supports the numerical threshold but does not by itself prove performance in every marine sandwich-panel configuration. Evidence role: statistic; source type: paper. Supports: A good two-component PUR adhesive provides a tensile shear strength of more than 6 MPa.. Scope note: Strength values depend on substrate, surface preparation, curing conditions, and the test standard used. ↩
-
"[PDF] Influence of Surface Morphology on the Adhesive Strength ... - IDEALS", https://www.ideals.illinois.edu/items/301/bitstreams/2125/data.pdf. Published adhesive-property data for structural epoxy systems commonly report lap-shear strengths above 15 MPa on metallic substrates, supporting the stated order of magnitude; the cited value is contextual because epoxy performance varies substantially with formulation and test method. Evidence role: statistic; source type: paper. Supports: Epoxy adhesives often reach over 15 MPa in shear strength.. Scope note: The evidence may concern standard lap-shear coupons rather than aluminum honeycomb deck or bulkhead panels. ↩
-
"[PDF] The Impact of Coal on the Curing Kinetics and Structure of Phenolic ...", https://etd.ohiolink.edu/acprod/odb_etd/ws/send_file/send?accession=ohiou1691590802819147&disposition=inline. A polymer chemistry source should define curing as a time-dependent chemical process in which reactive groups form a cross-linked network, and should identify curing kinetics as the study of the rate and extent of that reaction. Evidence role: definition; source type: education. Supports: Curing is a chemical reaction that takes time, and the speed of the reaction is called curing kinetics.. ↩
-
"variation in maximum allowable - assembly time with age in the", https://www.govinfo.gov/content/pkg/GOVPUB-A13-PURL-gpo44221/pdf/GOVPUB-A13-PURL-gpo44221.pdf. A technical data source or independent materials reference should document that polyurethane adhesive open time is commonly specified at room temperature and can fall in the 10–20 minute range for particular formulations. Evidence role: general_support; source type: institution. Supports: Marine PUR adhesives commonly have an open time of 10 to 20 minutes at about 20°C.. Scope note: Open time varies substantially by adhesive formulation, humidity, substrate, and application thickness, so a source may support the range only for specified PUR systems rather than all marine PUR adhesives. ↩
-
"[PDF] Strength and Durability of One-Part Polyurethane Adhesive Bonds to ...", https://research.fs.usda.gov/download/treesearch/5964.pdf. A panel-manufacturing standard, laboratory method, or engineering reference should show that bonded sandwich panels are commonly consolidated under controlled pressure for a defined dwell time to ensure adhesive wetting and early strength development. Evidence role: mechanism; source type: paper. Supports: Panel manufacturing with PUR adhesive requires controlled pressing pressure and dwell time, with the article giving 0.5–1.0 kg/cm² and 2–4 hours as typical values.. Scope note: The exact pressure and dwell-time values are process-specific and may depend on adhesive chemistry, core material, skin thickness, and temperature; the source may support the need for controlled pressing more directly than this exact range. ↩
-
"[PDF] development of improved structural adhesives", https://ntrs.nasa.gov/api/citations/19690026856/downloads/19690026856.pdf. A controlled peel-test study or marine materials laboratory report should quantify the reduction in peel strength when polyurethane-bonded panels are handled, stressed, or tested before completing the specified curing period. Evidence role: statistic; source type: research. Supports: Interrupting the 48-hour post-press curing window can reduce overall peel strength by up to 60%.. Scope note: The percentage loss is likely dependent on adhesive formulation, cure environment, panel construction, and test method; a cited study would support the figure only for comparable conditions. ↩
-
"[PDF] thermal bowing testing of precast concrete sandwich wall", https://digitalcommons.usu.edu/cgi/viewcontent.cgi?article=4624&context=cee_facpub. Thermoelastic analyses of layered or sandwich panels show that temperature gradients and mismatched coefficients of thermal expansion can induce curvature and internal thermal stress. Evidence role: mechanism; source type: paper. Supports: Panel bowing can occur when one side is heated and the panel materials respond differently to thermal expansion.. Scope note: This support is general to layered and sandwich structures; it may not directly test the specific steel–rockwool marine panel described here. ↩
-
"[PDF] Thermal expansion of technical solids at low temperatures", https://nvlpubs.nist.gov/nistpubs/Legacy/MONO/nbsmonograph29.pdf. Reference data for steels report a linear coefficient of thermal expansion on the order of 11–13 × 10⁻⁶/K near room temperature, consistent with the value used for galvanized steel in this calculation. Evidence role: statistic; source type: government. Supports: The standard thermal expansion coefficient for galvanized steel is about 12 µm/m°C.. Scope note: Published values vary by steel grade, temperature range, and zinc coating properties, so the figure should be treated as an approximate engineering value. ↩
-
"Determination of Thermal Properties of Mineral Wool Required for ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10488771/. Technical and materials data for mineral wool describe it as dimensionally stable under elevated temperatures, supporting the claim that its thermal length change is small compared with steel. Evidence role: general_support; source type: institution. Supports: The rockwool core inside the panel has an expansion rate close to zero compared with the steel skin.. Scope note: The evidence supports low dimensional change rather than a literal zero coefficient; behavior can depend on density, binder content, fiber orientation, and test temperature. ↩
-
"[PDF] Thermal Stress in Bonded Joints", https://wp.optics.arizona.edu/optomech/wp-content/uploads/sites/53/2016/10/chen-1979.pdf. Research on adhesively bonded joints indicates that more compliant or ductile adhesive layers can reduce stress concentrations caused by differential thermal expansion by accommodating shear deformation. Evidence role: mechanism; source type: paper. Supports: High-elongation adhesive can absorb movement from thermal expansion and help prevent the panel from bending.. Scope note: This supports the mechanical principle, but it does not verify the specific adhesive formulation, elongation range, or visual flatness outcome claimed for marine corridors. ↩
-
"[PDF] Wood Adhesives: Bond Formation and Performance", https://www.fpl.fs.usda.gov/documnts/fplgtr/fplgtr282/chapter_10_fpl_gtr282.pdf. Research on adhesive bonding to porous or mineral-wool substrates should support the mechanism that insufficient adhesive spread can reduce substrate wetting, leave unbonded areas, and weaken the interface. Evidence role: mechanism; source type: research. Supports: Too little adhesive on rockwool can fail to wet the surface fully, creating dry spots.. Scope note: Such evidence would support the bonding mechanism generally, but may not directly prove the 150 g/m² cutoff for every marine panel configuration. ↩
-
"[PDF] Investigation of Thick Bondline Adhesive Joints", https://agate.niar.wichita.edu/Materials/DOT-FAA-AR-01-33.pdf. A peer-reviewed study on sandwich-panel adhesive bondlines should document that bond strength depends on achieving adequate wetting and an appropriate bondline thickness, and that excess adhesive beyond the optimum does not necessarily increase strength. Evidence role: expert_consensus; source type: paper. Supports: Excess adhesive above 250 g/m² does not necessarily improve marine panel strength.. Scope note: This supports the general engineering principle; the specific 250 g/m² upper value would still require product-specific testing or a relevant standard. ↩
-
"(PDF) Effect of Core Material Stiffness on Sandwich Panel Behavior ...", https://www.academia.edu/52279012/Effect_of_Core_Material_Stiffness_on_Sandwich_Panel_Behavior_Beyond_the_Yield_Limit. A structural engineering reference defines composite action as separate components acting together through shear transfer; this supports the use of the term for bonded steel skins and an insulating core in a sandwich panel, although it does not verify the performance of this specific marine panel design. Evidence role: definition; source type: education. Supports: The combined behavior of the steel sheets and rockwool core in a bonded marine panel is called composite action.. Scope note: Contextual support for the engineering concept, not direct testing of the article’s described panel. ↩
-
"ADS - Astrophysics Data System", https://ui.adsabs.harvard.edu/abs/2024CLS....1140006P/abstract. Marine engineering and machinery-space guidance commonly report high ambient or local temperatures in engine-room environments, sometimes approaching or exceeding 50°C; this supports the plausibility of elevated thermal exposure near machinery spaces, but not the claim that every nearby wall panel reaches this temperature daily. Evidence role: general_support; source type: institution. Supports: Wall panels near ship engine rooms or kitchens may experience temperatures over 50°C.. Scope note: Supports the environmental plausibility rather than the exact daily frequency or all panel locations. ↩
-
"[PDF] Vibration Diagnostics Methods of Marine Diesel Engines ... - NATO", https://publications.sto.nato.int/publications/STO%20Meeting%20Proceedings/STO-MP-AVT-306/MP-AVT-306-09.pdf. Studies of shipboard vibration and marine diesel machinery identify dominant vibration components linked to engine speed, firing orders, and structural resonances, with reported frequencies that can fall in the 10–20 Hz range; this supports the stated range as plausible for some vessels, though actual frequencies vary by engine type, RPM, mounting, and hull structure. Evidence role: mechanism; source type: paper. Supports: Ship engine vibration is often in the 10 Hz to 20 Hz range.. Scope note: Does not establish that 10–20 Hz is the usual range for all ship engines. ↩
-
"[PDF] Mechanical Properties Characterization of Composite Sandwich ...", https://ntrs.nasa.gov/api/citations/19880000739/downloads/19880000739.pdf. Experimental and analytical studies of sandwich panels show that debonding or loss of shear connection between face sheets and core can substantially reduce bending stiffness; this supports the mechanism of stiffness loss, although the exact 50% figure should be verified against tests matching the panel geometry, materials, and damage pattern. Evidence role: statistic; source type: paper. Supports: Loss of composite action can reduce a sandwich panel’s overall stiffness by up to 50%.. Scope note: The magnitude is likely specimen-specific and may not generalize to all steel–rockwool marine panels. ↩
-
"[PDF] The Climatology of Relative Humidity in the Atmosphere", https://www.gfdl.noaa.gov/bibliography/related_files/jpp9601.pdf. Meteorological or HVAC design data for tropical maritime climates document that very high relative humidity can coincide with high ambient temperatures, creating severe moisture loads for materials exposed at sea or in port. Evidence role: statistic; source type: government. Supports: In tropical conditions, the relative humidity can stay above 95% at 40°C.. Scope note: The source may support high humidity and high temperature as plausible tropical conditions, but may not prove continuous 95% RH at exactly 40°C for all Southeast Asian or Caribbean routes. ↩
-
"[PDF] Moisture Durability with Vapor-Permeable Insulating Sheathing", https://www1.eere.energy.gov/buildings/publications/pdfs/building_america/moisture_durability_insulating_sheathing.pdf. Material studies on mineral wool report high vapor permeability and moisture transport behavior that can allow water vapor to enter and redistribute within porous insulation layers. Evidence role: mechanism; source type: paper. Supports: The rockwool core can draw or allow wet air and moisture to penetrate deeper into the panel.. Scope note: This supports the general moisture-transport mechanism in mineral wool; actual absorption depends on density, binder, hydrophobic treatment, facing materials, and panel construction. ↩
-
"[PDF] Strength and Durability of One-Part Polyurethane Adhesive Bonds to ...", https://research.fs.usda.gov/download/treesearch/5964.pdf. Accelerated hygrothermal-aging studies of polyurethane adhesives report that prolonged exposure to high humidity and elevated temperature can substantially reduce lap-shear or shear strength. Evidence role: statistic; source type: paper. Supports: Some polyurethane adhesives can suffer very large shear-strength losses after short-term accelerated exposure to high humidity.. Scope note: The exact magnitude of an 80% loss within 30 days requires a source using comparable adhesive chemistry, substrates, temperature, humidity, and test method. ↩