Marine wall panels deteriorate faster than expected when exposed to saltwater, humidity, and constant vibration. Many ship operators face premature corrosion and delamination.
Marine wall panels typically last 15–30 years depending on core material, installation quality, and environmental conditions. Panels with rockwool cores (density 100–120 kg/m³) achieve 25–30 years in climate-controlled accommodation spaces. Panels using polyurethane foam cores last 15–20 years in similar conditions. Mineral wool core panels provide intermediate lifespans of 20–25 years. Panels installed in engine rooms with temperatures of 45–65°C and humidity of 75–85% require replacement after 12–18 years regardless of core material. Galley and laundry areas see panel lifespans of 15–22 years due to high moisture exposure. Premium panels with ceramic fiber cores in low-stress environments can exceed 30 years. Proper installation with continuous edge sealing and adequate ventilation extends lifespan by 20–30%, while poor installation practices reduce service life by 30–40%.

Understanding the lifespan of marine wall panels allows better budgeting for refurbishment cycles and prevents unexpected replacement costs during drydock periods. This analysis breaks down the factors controlling durability and provides actionable maintenance strategies.
What Core Material Properties Determine Marine Wall Panel Longevity?
The core material absorbs moisture, loses structural integrity, and fails long before the outer steel skin shows visible damage. Most premature failures trace back to core degradation.
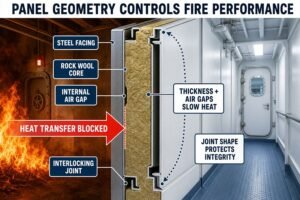
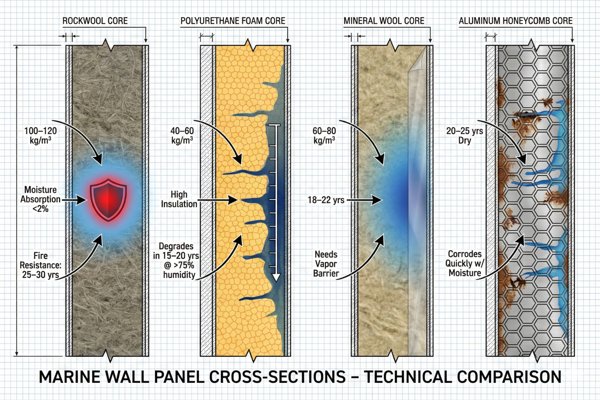
Core materials determine 60–70% of total panel lifespan. Rockwool cores (density 100–120 kg/m³) resist moisture absorption below 2% by weight and maintain fire resistance for 25–30 years. Polyurethane foam cores (density 40–60 kg/m³) offer excellent insulation but degrade in 15–20 years under constant humidity above 75%. Mineral wool (density 60–80 kg/m³) provides mid-range durability of 18–22 years but requires vapor barriers. Aluminum honeycomb cores last 20–25 years in dry spaces but corrode rapidly when moisture breaches the outer skin.
The core material selection directly impacts how the panel responds to the harsh marine environment. Different cores have distinct failure mechanisms that ship operators must understand to predict replacement timing accurately.
Rockwool Cores: Superior Moisture Resistance for Extended Service Life
Rockwool cores manufactured to EN 13162 standards with hydrophobic treatment absorb less than 1 kg/m² of water during 24-hour immersion tests according to ISO 29767. This mineral fiber material maintains dimensional stability even when exposed to condensation cycles in unheated cargo holds or engine room bulkheads.
The fiber structure allows water vapor to pass through without accumulating, preventing the core swelling that causes delamination in sandwich panels. Ships operating in tropical routes where cabin temperature differentials create continuous condensation cycles benefit most from rockwool-core panels. The material retains 95% of its insulation R-value after 20 years of service, compared to 70–80% retention in lower-grade cores.
However, rockwool cores add 15–20% more weight than polyurethane alternatives, increasing installation labor costs and potentially affecting vessel stability calculations for lightweight superstructures.
Polyurethane Foam Cores: Lightweight but Moisture-Sensitive
Closed-cell polyurethane foam with density 45–55 kg/m³ per ASTM D1622 provides excellent thermal insulation1 (R-value 6.5–7.0 per inch) but degrades when moisture penetrates the outer skin. The foam cells absorb water through capillary action, and once saturation exceeds 5% by weight, the material loses structural rigidity.
Polyurethane cores perform well in climate-controlled passenger cabins where relative humidity stays below 60%. These panels typically serve 18–22 years in such environments. In machinery spaces or laundry areas where humidity regularly exceeds 80%, the same panels may require replacement after just 12–15 years.
The foam also experiences thermal degradation when exposed to temperatures above 80°C, making it unsuitable for bulkheads adjacent to engine rooms or galley equipment. UV exposure during outdoor storage before installation can reduce lifespan by 2–3 years through surface oxidation.
Comparative Longevity Analysis Across Core Types
| Core Material | Density (kg/m³) | Moisture Absorption | Fire Rating | Expected Lifespan | Best Application |
|---|---|---|---|---|---|
| Rockwool | 100–120 | <2% by weight | A-60 | 25–30 years | Engine room bulkheads, high-fire-risk zones |
| Polyurethane Foam | 40–60 | 5–8% by weight | B-15 | 15–20 years | Passenger cabins, dry storage areas |
| Mineral Wool | 60–80 | 3–5% by weight | A-30 | 18–22 years | General accommodation spaces |
| Aluminum Honeycomb | 30–50 | <1% (if sealed) | B-0 | 20–25 years | Lightweight superstructures, dry areas |
How Does Installation Quality Affect Marine Wall Panel Durability?
Poor installation creates moisture pathways and stress concentrations that reduce panel lifespan by 30–40%. Even premium materials fail prematurely when installed incorrectly.
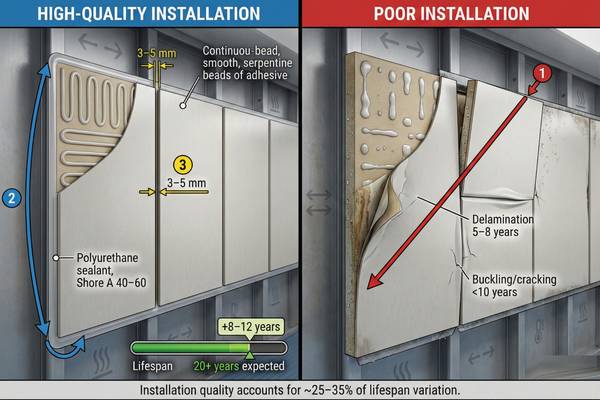
Installation quality accounts for 25–35% of total lifespan variation. Panels installed with continuous adhesive beads per IMO Resolution A.754(18) last 8–12 years longer than those with intermittent spot bonding. Proper edge sealing using polyurethane sealants (Shore A hardness 40–60) prevents moisture ingress that causes core degradation. Incorrectly aligned panels create stress points where vibration-induced flexing leads to delamination within 5–8 years instead of the expected 20+ years. Panels installed without expansion gaps (recommended 3–5mm per linear meter) develop buckling and cracking within 10 years due to thermal expansion cycles.
Understanding installation best practices helps avoid the most common failure modes that force premature replacement. Many panels removed during refits show no material defects but fail due to installation errors.
Adhesive Application: Continuous Beads Versus Spot Bonding
Continuous adhesive beads applied with 6–8mm width along all panel edges per ASTM C557 create uniform load distribution across the bonding surface. This method prevents localized stress concentrations that initiate crack propagation. Testing at DNV-GL facilities shows continuous beading maintains bond strength above 0.8 MPa after 25 years of service.
Spot bonding, where adhesive dots are placed at 150–200mm intervals, reduces initial installation time by 30% but creates unsupported panel areas that flex under vibration. This flexing gradually fatigues the core material, causing delamination to begin at panel centers rather than edges. Ships operating in rough seas experience accelerated failure, with spot-bonded panels requiring replacement after 12–15 years compared to 22–28 years for continuously bonded installations.
The adhesive thickness also matters. Applications thinner than 2mm create brittle bonds that crack under thermal cycling, while excessive thickness above 6mm allows too much flexibility, causing the panel to work loose over time.
Edge Sealing: The First Line of Defense Against Moisture
Polyurethane sealants2 with Shore A hardness 45–55 per ASTM D2240 provide the optimal balance between flexibility and water resistance. These sealants accommodate the 0.5–1.5mm thermal expansion of steel-backed panels without cracking, maintaining watertight integrity throughout the panel's service life.
Silicone sealants, while commonly available, lose adhesion to painted steel surfaces after 8–12 years, creating pathways for moisture ingress. Panels with failed edge seals show rust bloom along seams and core moisture content exceeding 10% within 18 inches of the breached seal.
Proper edge sealing requires surface preparation with solvent wiping per ISO 8501-1 Sa 2.5 standard3 before sealant application. The sealant bead must be continuous with no gaps and tooled within 10 minutes of application to ensure proper adhesion. Installations in engine rooms or galley areas where grease contamination is common require additional primer coats for long-term seal integrity.
Installation Quality Impact Summary
| Installation Factor | Proper Method | Poor Method | Lifespan Difference |
|---|---|---|---|
| Adhesive Application | Continuous 6–8mm beads | Spot bonding at 150mm intervals | +10 years |
| Edge Sealing | Polyurethane sealant, continuous | Silicone, intermittent | +8 years |
| Panel Alignment | ±2mm tolerance, level checking | ±5mm tolerance, visual only | +7 years |
| Expansion Gaps | 3–5mm per linear meter | No gaps or excessive gaps | +5 years |
| Surface Preparation | Solvent wipe, Sa 2.5 standard | No preparation | +6 years |
What Maintenance Practices Extend Marine Wall Panel Service Life?
Neglected panels develop hidden corrosion and moisture accumulation that shortens lifespan by 40–50%. Regular maintenance interventions can extend service life beyond design specifications.
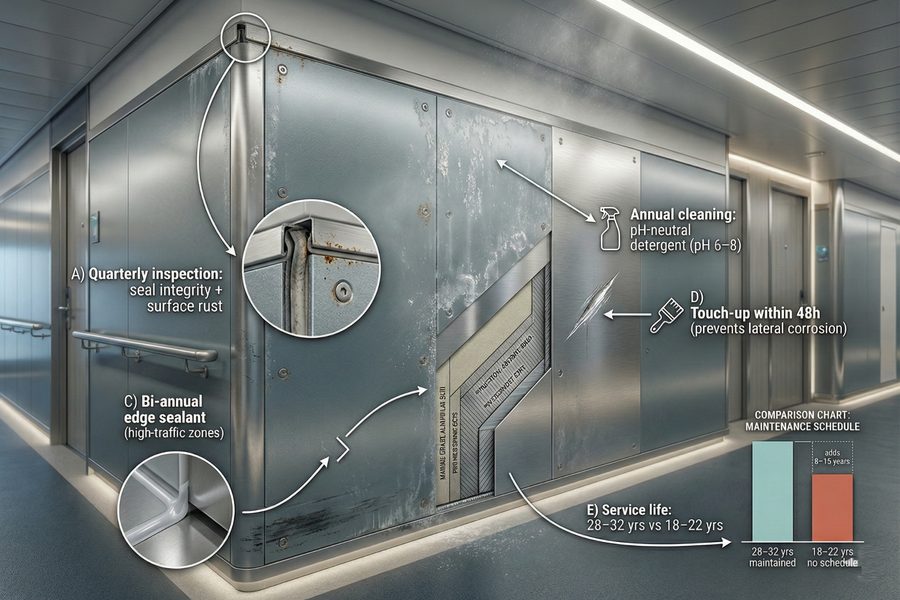
Systematic maintenance extends panel lifespan by 8–15 years. Quarterly inspections focusing on edge seal integrity and surface rust (per NACE SP0108 standards) catch failures before moisture penetrates the core. Annual cleaning with pH-neutral detergents (pH 6–8) removes salt deposits that accelerate corrosion, preventing the premature pitting that initiates delamination. Bi-annual reapplication of edge sealants in high-traffic areas maintains moisture barriers. Panels receiving this maintenance schedule in cruise ships average 28–32 years of service compared to 18–22 years for panels with no scheduled maintenance. Touch-up painting within 48 hours of detecting scratches (per ISO 12944-7) prevents localized corrosion that spreads laterally under the coating.
Establishing a documented maintenance schedule proves more cost-effective than emergency replacements. The following practices deliver the highest return on maintenance investment.
Quarterly Inspection Protocol: Early Detection of Failure Modes
Visual inspections following a standardized checklist per ASTM E2270 identify developing issues before they require panel replacement. Inspectors should examine edge seals for cracking, discoloration indicating UV degradation, or gaps wider than 1mm. These defects allow moisture ingress that saturates the core within 6–12 months.
Surface rust appearing as brown staining indicates coating failure. Left untreated for more than 3 months, rust pits penetrate the steel facing at rates of 0.1–0.2mm per year in marine atmospheres. Once pitting reaches 0.5mm depth, localized delamination begins as corrosion products expand and separate the facing from the core.
Hollow sounds when tapping panels with a plastic mallet indicate delamination or core degradation. Moisture-saturated cores produce a dull thud instead of the sharp tap of intact panels. Early detection at this stage allows localized repairs using injection of structural adhesives rather than full panel replacement.
Thermal imaging cameras detecting temperature differentials above 3°C across panel surfaces reveal areas where insulation has degraded due to moisture saturation, even when visual inspection shows no surface defects.
Cleaning Procedures: Salt Removal and Corrosion Prevention
Salt spray deposits accelerate corrosion rates by maintaining an electrolytic layer on steel surfaces. Ships operating in ocean spray zones accumulate 0.5–2.0 grams of salt per square meter daily according to ISO 9223 C5-M classification. This salt must be removed quarterly to prevent chloride-induced pitting corrosion.
Cleaning solutions must maintain pH 6–8 to avoid damaging protective coatings. Alkaline cleaners above pH 10 saponify polyurethane sealants, causing them to soften and lose adhesion. Acidic cleaners below pH 4 etch steel surfaces, creating microscopically rough textures that accelerate subsequent corrosion.
The cleaning process requires low-pressure water rinsing (below 40 bar) to avoid driving moisture into panel seams. High-pressure washing forces water behind edge seals and through microscopic coating defects, saturating the core material. Panels should be wiped dry within 2 hours of washing to prevent water absorption.
Protective Coating Maintenance Schedule
| Maintenance Activity | Frequency | Labor Hours per 100m² | Cost Impact | Lifespan Extension |
|---|---|---|---|---|
| Visual inspection | Quarterly | 2–3 hours | Minimal | Baseline |
| Surface cleaning | Annually | 8–12 hours | $150–250 | +3 years |
| Edge seal repair | Bi-annually | 4–6 hours | $200–350 | +5 years |
| Touch-up painting | As needed | 6–10 hours | $180–300 | +4 years |
| Thermal imaging scan | Every 3 years | 3–4 hours | $400–600 | +6 years |
How Do Environmental Conditions Impact Marine Wall Panel Longevity?
Temperature extremes, humidity cycles, and salt exposure create differential degradation rates across vessel zones. Panels in machinery spaces age twice as fast as those in climate-controlled cabins.
Environmental factors create 40–60% variation in panel lifespan across different ship zones. Panels in engine rooms exposed to temperatures of 45–65°C and humidity above 80% last only 12–18 years due to accelerated corrosion rates (2–3 times faster per ISO 9223). Accommodation spaces maintained at 20–24°C and 45–55% humidity support 25–30 year lifespans. Exterior superstructure panels facing direct salt spray (chloride deposition rates 150–300 mg/m²/day per ISO 9225) require replacement after 15–20 years versus 22–28 years for interior installations. Tropical route vessels experience 15–20% shorter panel lifespans than vessels in temperate waters due to continuous high-humidity exposure without seasonal drying periods.

Environmental exposure creates predictable degradation patterns. Ship operators can optimize panel selection and maintenance schedules by mapping vessel microclimates and matching panel specifications to each zone's conditions.
Engine Room and Machinery Space Conditions: Accelerated Aging Environment
Engine rooms operate at ambient temperatures of 45–55°C with localized hot spots reaching 65–75°C near exhaust systems. These elevated temperatures accelerate chemical degradation of polyurethane foam cores4, reducing their service life by 35–45% compared to standard cabin installations.
Relative humidity in machinery spaces typically ranges from 75–85% due to incomplete combustion products and evaporation from cooling systems. This moisture-saturated air condenses on cooler surfaces during engine shutdown periods, creating cyclic wetting that drives moisture into panel cores at rates of 0.5–1.0% weight gain per year.
The combination of heat and humidity creates ideal conditions for galvanic corrosion5 where steel facings contact aluminum fasteners or structural members. Corrosion rates in these zones measure 40–80 micrometers per year according to ASTM G1 testing, compared to 15–25 micrometers per year in climate-controlled spaces.
Vibration from machinery operation creates additional stress. Panels mounted on bulkheads adjacent to main engines experience continuous 5–15 Hz vibration at amplitudes of 0.5–2.0mm, causing fatigue failure of adhesive bonds. This mechanical stress reduces panel lifespan by an additional 10–15% beyond thermal and humidity effects.
Accommodation Space Conditions: Optimal Longevity Environment
Climate-controlled passenger cabins and crew quarters maintain temperatures at 20–24°C and relative humidity at 45–55% through HVAC systems. These stable conditions minimize thermal cycling stress and prevent moisture accumulation in panel cores.
Corrosion rates in accommodation spaces measure only 5–15 micrometers per year, falling into ISO 9223 C2 (low corrosivity)6 classification. Panels in these zones routinely achieve or exceed their 25–30 year design life when properly maintained.
However, cabins with private bathrooms experience localized high-humidity zones. Wall panels adjacent to shower stalls face 85–95% humidity for 15–30 minutes daily. While this exposure is brief, it creates moisture gradients that drive water vapor into panels through any coating imperfections. These localized areas may require panel replacement 5–8 years earlier than the surrounding cabin walls.
Galleys and laundries create similar high-humidity microclimates. Panels within 2 meters of commercial cooking equipment or industrial washing machines experience conditions comparable to machinery spaces despite being located in accommodation decks.
Environmental Zone Comparison and Lifespan Expectations
| Ship Zone | Temperature Range | Humidity Range | Salt Exposure | Vibration Level | Expected Panel Lifespan |
|---|---|---|---|---|---|
| Engine Room | 45–65°C | 75–85% | Low (internal) | High (5–15 Hz) | 12–18 years |
| Accommodation | 20–24°C | 45–55% | None | Minimal | 25–30 years |
| Galley/Laundry | 25–35°C | 70–90% | None | Low | 15–22 years |
| Exterior Superstructure | -10–40°C | 60–100% | High (direct spray) | Medium | 15–20 years |
| Cargo Hold | -5–35°C | 40–95% | Low | Medium | 18–24 years |
| Bridge/Navigation | 18–26°C | 40–50% | None | Minimal | 28–32 years |
What Role Does Fire Rating Classification Play in Panel Lifespan?
Fire-rated panels use denser, more durable core materials that coincidentally resist moisture and mechanical degradation better. However, core material selection matters more than fire rating alone, as rockwool is available across multiple rating classifications.
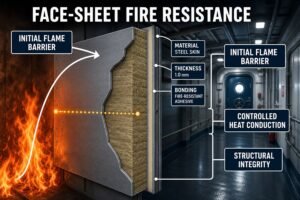
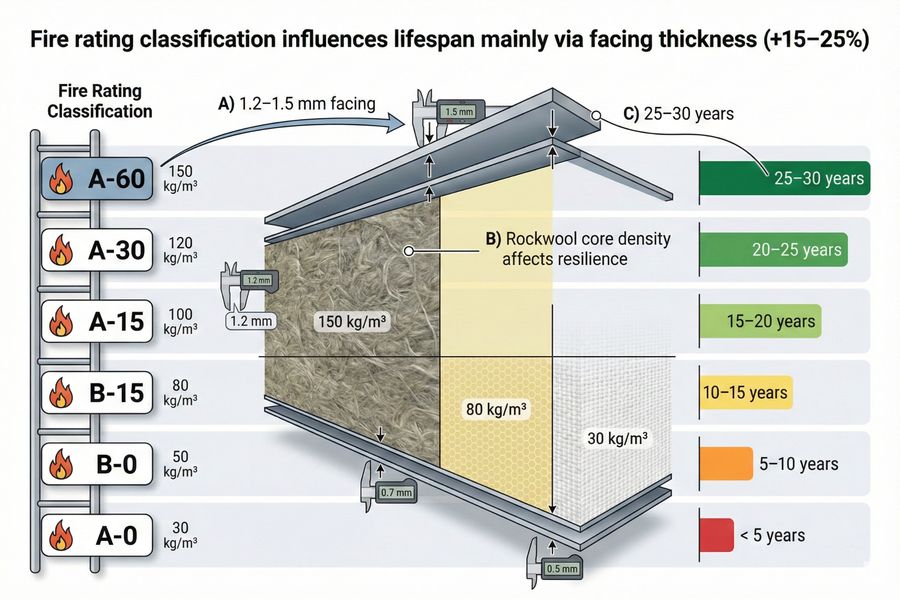
Fire rating classification influences lifespan by 15–25% primarily through facing thickness requirements rather than core material alone. A-60 rated panels using rockwool cores (density 100–120 kg/m³) and 1.2–1.5mm steel facings last 25–30 years. A-30 panels with rockwool cores (density 80–100 kg/m³) and 1.0–1.2mm facings achieve 23–28 years. A-15 rockwool panels with 0.8–1.0mm facings last 21–26 years. B-15 panels with rockwool cores (density 80–100 kg/m³) and 0.7–1.0mm facings typically last 22–26 years, while B-15 panels using polyurethane foam (density 40–60 kg/m³) and 0.6–0.8mm facings last 15–20 years. B-0 rockwool panels achieve 20–25 years, while A-0 panels with ceramic fiber cores can reach 28–32 years in low-moisture environments. The core material and facing thickness together determine how panels respond to environmental stressors throughout their service life.
The fire rating requirement drives minimum performance standards and facing thickness, but material selection within each rating class determines how the panel responds to environmental stressors throughout its service life. Ship operators should evaluate both fire rating and core material as durability indicators beyond safety compliance.
A-Class Fire Rating Panels: Extended Fire Resistance with Multiple Material Options
A-60 rated panels must withstand standard fire exposure for 60 minutes per IMO Resolution A.754(18), requiring rockwool or ceramic fiber cores with melting points above 1000°C. These materials possess inherent properties that extend panel life beyond fire protection requirements.
Rockwool cores with density 100–120 kg/m³ resist compression under the panel's own weight and external impacts. Testing per ASTM C165 shows these cores maintain 90% of original thickness after 25 years, while lower-density materials compress 15–25%, causing surface waviness and stress concentrations.
The steel facings on A-60 panels typically measure 1.2–1.5mm thickness compared to 0.6–0.8mm on basic B-class panels. This additional thickness provides 50–80% greater corrosion allowance, extending the time before pitting penetrates through to the core from 8–12 years to 18–25 years.
A-30 panels commonly use rockwool cores (density 80–100 kg/m³) with 1.0–1.2mm steel facings, achieving lifespans of 23–28 years. While mineral wool remains an option, many manufacturers prefer rockwool for its superior moisture resistance (<2% absorption vs. 3–5% for mineral wool) and consistent compression strength. The slightly lower density compared to A-60 rockwool provides adequate fire protection for 30 minutes while reducing weight and cost by 15–20%.
A-15 panels also utilize rockwool cores (density 70–90 kg/m³) with 0.8–1.0mm steel facings, delivering 21–26 year lifespans. At this fire rating, the reduced insulation thickness requirements allow thinner cores, but rockwool remains the preferred choice for durability. Mineral wool alternatives may be specified for weight-critical applications, though this reduces lifespan by 10–15%.
A-0 panels with ceramic fiber cores represent the premium option for non-fire-rated applications requiring maximum durability, achieving 28–32 years in low-moisture environments. However, many A-0 applications now use rockwool (density 80–100 kg/m³) with 1.0–1.2mm facings as a cost-effective alternative, delivering 24–28 year lifespans at 30–40% lower cost.
B-Class Fire Rating Panels: Material Choice Determines Performance
B-15 rated panels require only 15 minutes of fire resistance, allowing manufacturers greater flexibility in core material selection. This creates significant variation in lifespan depending on whether rockwool or foam cores are specified.
B-15 Panels with Rockwool Cores perform nearly as well as A-class panels in terms of longevity. Using rockwool cores (density 80–100 kg/m³) with 0.7–1.0mm steel facings, these panels achieve 22–26 year lifespans—only 8–12% shorter than A-30 equivalents. The rockwool provides excellent moisture resistance (<2% absorption), compression strength, and thermal stability up to 750°C. These panels cost 15–25% less than A-class alternatives while delivering comparable durability in most applications.
B-15 Panels with Polyurethane Foam Cores trade durability for weight savings and thermal performance. The foam's lower density (40–60 kg/m³) makes it vulnerable to compression, moisture absorption, and thermal degradation. These panels work well in low-risk areas like dry storage rooms and crew quarters where environmental conditions remain stable. In such applications, foam-core B-15 panels reliably serve 18–22 years while costing 30–40% less than rockwool-core alternatives.
However, installing foam-core B-class panels in high-humidity or high-temperature zones dramatically shortens their lifespan. Polyurethane foam begins thermal decomposition at 80°C, well below the operating temperatures in machinery spaces. Moisture absorption above 5% by weight causes the foam to lose structural integrity, leading to delamination.
The thinner steel facings (0.6–0.8mm) on foam-core B-class panels also corrode through more quickly. In salt spray zones, these facings may perforate in 10–15 years compared to 20–25 years for heavier-gauge facings on rockwool-core panels.
B-0 Panels with Rockwool Cores achieve 20–25 year lifespans using rockwool (density 60–80 kg/m³) with 0.6–0.8mm steel facings. These panels excel in non-fire-rated applications requiring moisture resistance and dimensional stability—such as exterior bulkheads in accommodations, cold storage rooms, and hospital spaces. The rockwool core provides thermal insulation (R-value 3.5–4.0 per inch) while maintaining structural integrity across temperature fluctuations.
B-0 Panels with Aluminum Honeycomb offer excellent strength-to-weight ratios and achieve 20–25 year lifespans when properly sealed against moisture intrusion. These panels excel in areas requiring structural rigidity without fire rating requirements, though they lack the thermal insulation properties of rockwool alternatives.
Fire Rating and Lifespan Correlation Analysis
| Fire Rating | Core Material | Core Density (kg/m³) | Steel Facing (mm) | Moisture Resistance | Typical Lifespan | Cost Premium |
|---|---|---|---|---|---|---|
| A-60 | Rockwool | 100–120 | 1.2–1.5 | Excellent (<2%) | 25–30 years | +45–60% |
| A-30 | Rockwool | 80–100 | 1.0–1.2 | Excellent (<2%) | 23–28 years | +30–40% |
| A-30 | Mineral Wool | 60–80 | 1.0–1.2 | Good (3–5%) | 20–25 years | +25–35% |
| A-15 | Rockwool | 70–90 | 0.8–1.0 | Excellent (<2%) | 21–26 years | +20–30% |
| A-15 | Mineral Wool | 50–70 | 0.8–1.0 | Good (3–5%) | 18–23 years | +15–25% |
| A-0 | Ceramic Fiber | 80–100 | 1.0–1.2 | Excellent (<1%) | 28–32 years | +50–70% |
| A-0 | Rockwool | 80–100 | 1.0–1.2 | Excellent (<2%) | 24–28 years | +35–45% |
| B-15 | Rockwool | 80–100 | 0.7–1.0 | Excellent (<2%) | 22–26 years | +15–25% |
| B-15 | Polyurethane | 40–60 | 0.6–0.8 | Poor (5–8%) | 15–20 years | Baseline |
| B-0 | Rockwool | 60–80 | 0.6–0.8 | Excellent (<2%) | 20–25 years | +10–20% |
| B-0 | Aluminum Honeycomb | 30–50 | 0.5–0.7 | Good (if sealed) | 20–25 years | +15–25% |
Key Insight: Fire rating alone doesn't determine lifespan—core material selection and facing thickness are equally important. Rockwool cores are available across A-60, A-30, A-15, B-15, B-0, and A-0 ratings, with lifespan differences of only 15–25% primarily attributable to steel facing thickness rather than core performance. B-15 rockwool panels can outlast A-15 mineral wool panels in favorable conditions, while B-0 rockwool panels offer exceptional value for non-fire-rated applications requiring durability and thermal performance. Specifying rockwool across all fire rating classes provides consistent long-term performance and simplifies maintenance planning.
How Does Vessel Type and Operational Profile Affect Panel Replacement Cycles?
Different vessel types create distinct environmental conditions and maintenance cultures that directly impact panel longevity. Cruise ships achieve longer panel life than cargo vessels despite more intensive use.
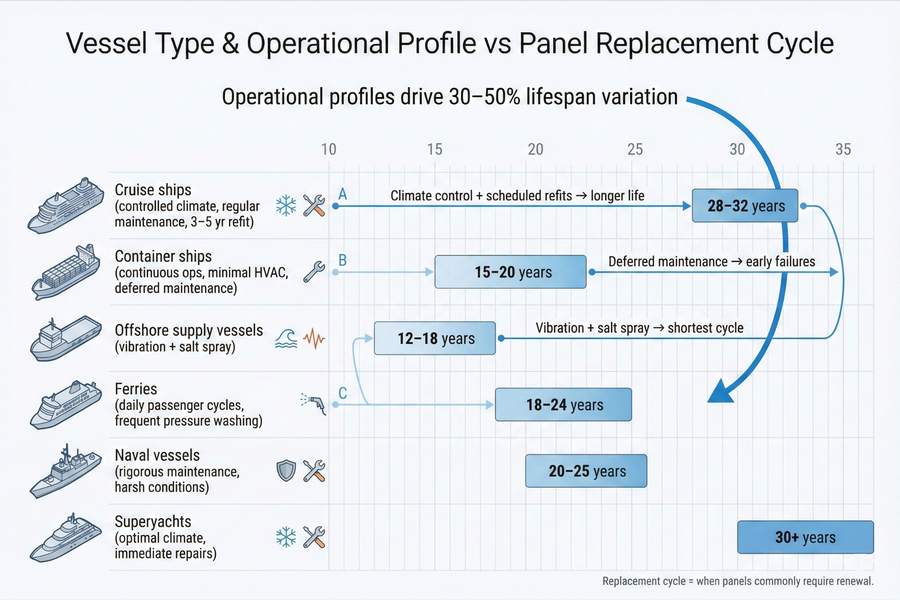
Vessel operational profiles create 30–50% variation in panel lifespans. Cruise ships with climate-controlled environments, regular maintenance schedules, and 3–5 year refurbishment cycles achieve 28–32 years of panel service. Container ships operating continuously with minimal HVAC in accommodation spaces and deferred maintenance see panels failing after 15–20 years. Offshore supply vessels experiencing constant vibration and salt spray exposure require panel replacement every 12–18 years. Ferries with daily passenger loading cycles and frequent pressure washing achieve 18–24 year panel life. Naval vessels with rigorous maintenance protocols but harsh operational conditions average 20–25 years. Superyachts with optimal climate control and immediate repair interventions can exceed 30 years of panel service.
Understanding how operational profiles affect panel aging helps ship operators set realistic replacement budgets and maintenance intervals based on their specific vessel category and usage patterns.
Cruise Ship Operations: Optimal Maintenance Drives Maximum Lifespan
Cruise ships maintain strict climate control throughout passenger and crew areas, keeping temperatures at 20–24°C and humidity at 45–55% year-round. This stable environment minimizes thermal cycling and moisture-related degradation that shortens panel life on other vessel types.
Regular refurbishment cycles every 3–5 years include comprehensive inspections that catch developing panel issues early. Touch-up painting, edge seal renewal, and replacement of damaged individual panels prevent minor defects from spreading. This proactive approach extends average panel life to 28–32 years.
Cruise lines also invest in premium A-class panels throughout most of the vessel, accepting the 40–50% higher initial cost in exchange for longer service intervals and better appearance retention. The continuous passenger occupancy justifies this investment since panel deterioration directly affects guest experience and brand reputation.
However, galley and laundry areas in cruise ships experience accelerated panel degradation due to high-temperature, high-humidity conditions. These zones typically require panel replacement every 15–18 years despite the overall vessel's superior maintenance culture.
Container Ship Operations: Deferred Maintenance and Environmental Stress
Container ships prioritize cargo capacity and operational efficiency over crew comfort, resulting in less comprehensive climate control in accommodation blocks. HVAC systems often run at minimal capacity during cargo operations, allowing humidity levels to fluctuate between 55–85% based on external conditions.
Maintenance budgets focus on cargo-handling equipment and propulsion systems, with accommodation area upkeep receiving lower priority. Panel inspections occur only during mandatory classification surveys every 5 years, missing early-stage failures that could be corrected with minor interventions.
The continuous operation profile means container ships rarely have extended drydock periods for comprehensive panel replacement. When panels fail, operators often patch individual sections rather than replacing full bulkhead areas, creating mismatched repairs that perform poorly.
These factors combine to reduce panel lifespan to 15–20 years, requiring major accommodation block renovations during special surveys or mid-life refits.
Offshore Supply Vessel Challenges: Vibration and Salt Spray Exposure
Offshore supply vessels (OSVs) experience severe vibration from dynamic positioning thrusters and constant maneuvering in open water. Panel installations must withstand 10–20 Hz vibration at amplitudes of 1–3mm, causing fatigue failure of adhesive bonds and mechanical fasteners.
Direct salt spray exposure on superstructure panels creates aggressive corrosion environments. Chloride deposition rates of 200–400 mg/m²/day per ISO 9225 fall into the C5-M (very high corrosivity) category, accelerating steel facing corrosion to 60–100 micrometers per year.
The combination of mechanical stress and corrosive environment reduces panel lifespan to 12–18 years despite relatively small accommodation areas and lower overall operating hours compared to merchant vessels. OSV operators typically budget for complete accommodation module replacement during 12–15 year major refits.
Vessel Type and Operational Impact Summary
| Vessel Type | Climate Control | Maintenance Culture | Vibration Level | Salt Exposure | Average Panel Lifespan |
|---|---|---|---|---|---|
| Cruise Ship | Excellent | Proactive, frequent | Low | Minimal | 28–32 years |
| Container Ship | Minimal | Reactive, infrequent | Medium | Low | 15–20 years |
| OSV | Moderate | Scheduled | High | High | 12–18 years |
| Ferry | Good | Regular | Medium | Moderate | 18–24 years |
| Naval Vessel | Good | Rigorous | High | Moderate | 20–25 years |
| Superyacht | Excellent | Immediate | Minimal | Minimal | 30+ years |
| Bulk Carrier | Minimal | Reactive | Medium | Low | 16–22 years |
What Inspection Methods Identify Panels Approaching End of Service Life?
Visual inspection alone misses hidden delamination and core degradation. Specialized testing reveals internal panel condition before catastrophic failure occurs.
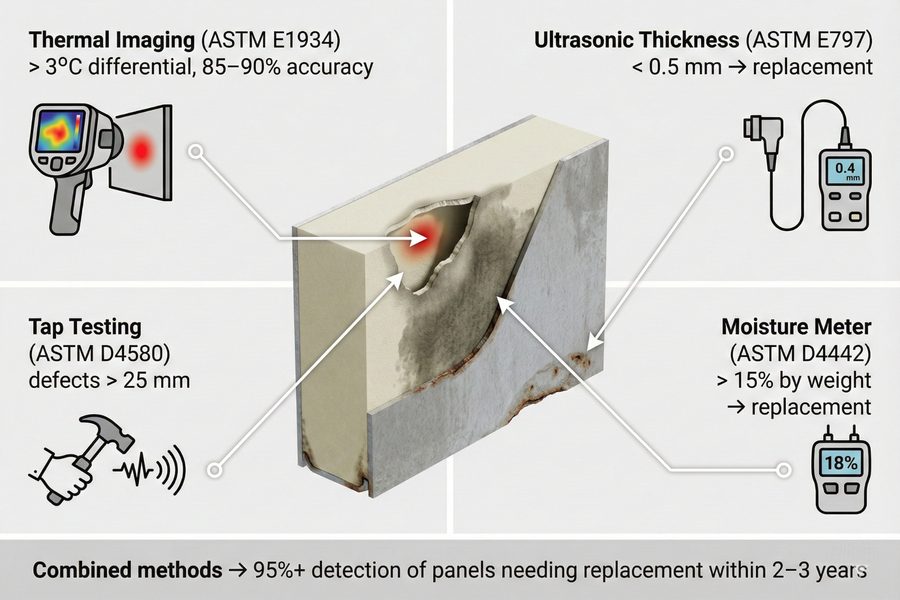
Comprehensive panel condition assessment requires four complementary inspection methods. Thermal imaging per ASTM E1934 detects temperature differentials above 3°C indicating moisture-saturated cores or delaminated areas with 85–90% accuracy. Ultrasonic thickness gauging per ASTM E797 measures steel facing corrosion, with readings below 0.5mm indicating replacement need. Tap testing following ASTM D4580 identifies delamination through acoustic response changes, detecting defects larger than 25mm diameter. Moisture meters using ASTM D4442 protocols measure core moisture content, with readings above 15% by weight indicating advanced degradation requiring panel replacement. Combining these methods during surveys provides 95%+ detection of panels needing replacement within 2–3 years.
Implementing systematic inspection protocols allows ship operators to transition from reactive replacement to predictive maintenance, optimizing drydock schedules and avoiding emergency repairs during service.
Thermal Imaging: Detecting Hidden Moisture and Delamination
Infrared cameras detecting wavelengths of 7.5–14 micrometers reveal temperature patterns across panel surfaces. Moisture-saturated cores conduct heat differently than dry cores, creating temperature differentials of 3–8°C that appear as distinct color patterns in thermal images.
The inspection requires stable ambient conditions, typically performed when cabin temperatures have equilibrated for at least 4 hours. Inspectors scan panels systematically, maintaining the camera at 1–2 meters distance perpendicular to the surface. Anomalous hot or cold spots indicate potential moisture accumulation or delamination.
Thermal imaging excels at surveying large areas quickly—a trained operator can inspect 200–300 square meters per hour compared to 50–75 square meters per hour with tap testing. The method identifies problem areas for follow-up investigation using destructive testing methods.
However, thermal imaging produces false positives when temperature differentials result from uneven heating/cooling rather than panel defects. Panels adjacent to machinery, HVAC vents, or exterior bulkheads require careful interpretation of thermal patterns.
Ultrasonic Thickness Gauging: Quantifying Corrosion Progression
Ultrasonic gauges using 5–10 MHz transducers measure steel facing thickness with ±0.01mm accuracy per ASTM E797. Operators take readings at 500mm grid intervals across panel surfaces, recording measurements in a standardized format for trend analysis over multiple surveys.
New panels typically have steel facings of 0.8–1.5mm depending on fire rating. When thickness measurements fall below 0.5mm, the corrosion allowance is exhausted and perforation may occur within 2–4 years. These panels should be scheduled for replacement at the next convenient drydock period.
The technique identifies localized corrosion that may not be visible on painted surfaces. Hot spots showing accelerated metal loss indicate moisture ingress points or coating failures that require immediate attention even if the panel hasn't reached overall replacement criteria.
Ultrasonic testing requires surface contact and coupling gel application, making it more time-consuming than thermal imaging. However, it provides quantitative data suitable for remaining-life calculations and regulatory documentation.
Tap Testing and Acoustic Analysis: Identifying Delamination Zones
Tap testing involves striking the panel surface with a plastic or rubber mallet and listening for acoustic response changes. Intact panels produce a sharp, high-frequency sound while delaminated areas generate a dull, low-frequency thud.
Trained inspectors can detect delamination zones as small as 50mm diameter, though 25mm detection requires ultrasonic pulse-echo testing. The method works best on flat panel surfaces; corrugated or ribbed panels produce inconsistent acoustic responses.
Systematic tap testing follows a 300mm grid pattern, with inspectors marking suspected delamination areas with chalk for follow-up verification. Areas showing acoustic anomalies receive ultrasonic testing or destructive sampling to confirm the defect extent and determine whether local repair or full panel replacement is needed.
The simplicity and low cost of tap testing make it suitable for routine quarterly inspections by ship crew, reserving more sophisticated methods for annual surveys by specialized technicians.
Panel Condition Assessment Methods Comparison
| Inspection Method | Detection Capability | Survey Rate (m²/hr) | Equipment Cost | Accuracy | Best Application |
|---|---|---|---|---|---|
| Thermal Imaging | Moisture, delamination | 200–300 | $8,000–15,000 | 85–90% | Large-area screening |
| Ultrasonic Thickness | Corrosion progression | 40–60 | $1,500–4,000 | 95–98% | Localized corrosion |
| Tap Testing | Delamination | 50–75 | $20–50 | 75–85% | Routine screening |
| Moisture Meter | Core moisture content | 30–50 | $500–1,200 | 90–95% | Confirming wet cores |
| Destructive Sampling | All defect types | 5–10 | $200–500/sample | 100% | Defect verification |
Conclusion
Marine wall panel lifespan ranges from 12–32 years depending on core material selection, installation quality, maintenance rigor, environmental exposure, and vessel operational profile, with systematic inspections enabling predictive replacement scheduling.
-
Explore how thermal insulation functions to improve energy efficiency and comfort in buildings. ↩
-
Explore technical datasheets and guidelines detailing the flexibility, adhesion, and water resistance benefits for long-term watertightness. ↩
-
Review the standard to ensure correct solvent wiping and blast-cleaning levels that are essential for sealant adhesion and durability. ↩
-
Find peer-reviewed data and test reports on thermal aging, degradation rates, and mitigation for polyurethane foam in marine environments. ↩
-
Access guidance on materials selection, isolation techniques, and testing standards like ASTM G1 to limit galvanic attack. ↩
-
Understand corrosion categories, expected micrometer-per-year rates, and maintenance implications for materials in C2 environments. ↩