Are panel defects ruining your marine interior projects? Hidden flaws cause delays, rework, and safety risks. Here is exactly how you can spot these defects early and protect your profits.
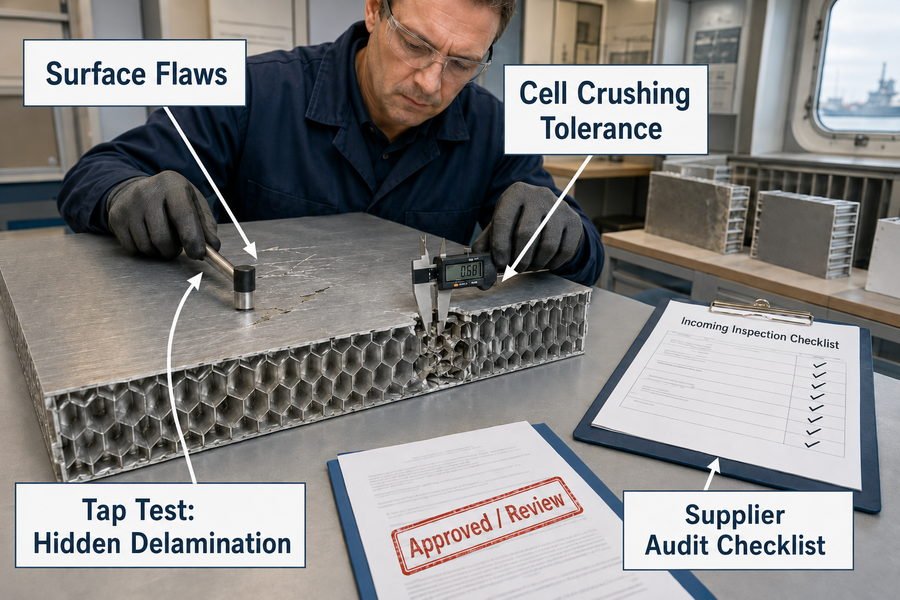
To spot defects in aluminum honeycomb marine panels, you must inspect for visual surface flaws, perform physical tap tests for hidden delamination, measure cell crushing tolerances against strict marine standards, and conduct rigorous supplier audits using comprehensive incoming inspection checklists.
Missing these flaws before installation costs time and money. Let me walk you through the exact methods I use every day to inspect these panels.
Which Visual Defects Reveal Poor Bonding in Aluminum Honeycomb Core Marine Accommodation Panels?
A smooth surface can hide weak bonds. If panels fail during use, replacing them is a nightmare. Learn the visual signs of poor bonding before you install them.
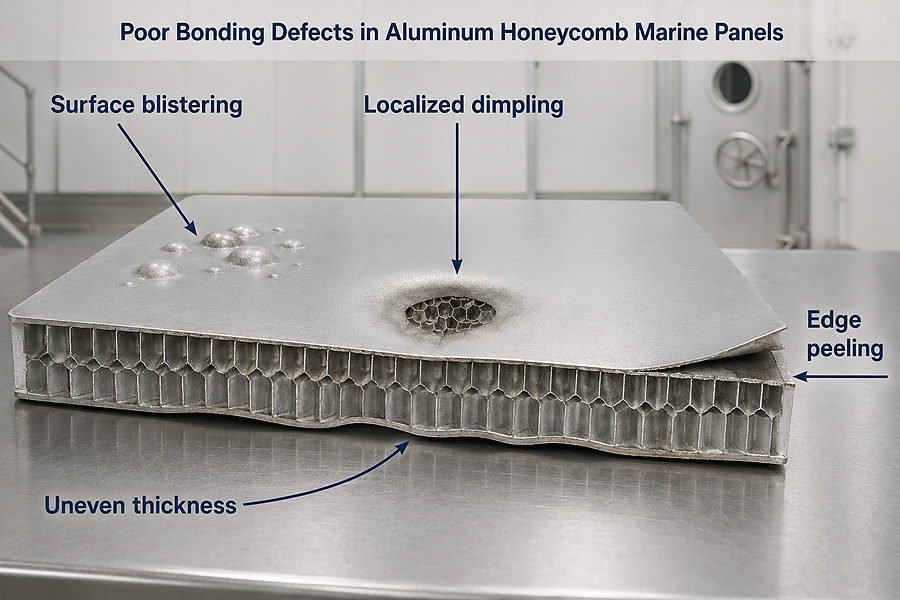
Visual defects revealing poor bonding include surface blistering from trapped gas, localized dimpling where core cells collapse, edge peeling where the adhesive fails, and uneven panel thickness. You must check for all four to ensure the panel meets IMO SOLAS structural integrity standards.
Based on my years at the factory, I can tell you that visual checks are your first line of defense. You do not need special tools to find these four major bonding problems. You just need a good eye and clear lighting. Let us look at each defect closely.
Identifying Surface Blistering and Localized Dimpling in Aluminum Honeycomb Panels
First, look for surface blistering. Blistering happens when gas gets trapped between the aluminum skin and the honeycomb core during the gluing process.1 This usually means the factory did not control the temperature well. According to standard marine quality controls, a panel surface must be completely flat. Blisters larger than 2 millimeters in diameter mean the bond has failed. You should reject these panels. Second, check for localized dimpling. We also call this "telegraphing." This defect shows up as small sunken spots on the panel surface. It happens when the internal aluminum honeycomb cells collapse under too much pressure in the factory press2. If you use a depth gauge, any dimple deeper than 0.5 millimeters is a serious defect. It means the core is broken inside and cannot support weight.
Detecting Edge Peeling and Uneven Thickness in Aluminum Honeycomb Panels
Third, you must inspect the panel for edge peeling. The edges of the panel are where bonding fails most often. This happens when the factory does not apply enough adhesive near the borders. You can test this by looking closely at the corners. The adhesive must hold tight. According to ASTM D1781 standards, the minimum peel strength should be 25 N/mm.3 If you can see a gap or pull the skin back with your fingers, the bond is poor. Finally, check for uneven panel thickness. Poor bonding often causes the panel to swell in weak spots. You should use a digital caliper to measure the thickness around the edges and in the middle. Based on ISO 2768-m manufacturing standards, the total panel thickness tolerance must be within ±0.5 millimeters. If a 50mm panel measures 51mm in one spot and 49mm in another, the internal glue line is uneven and the bond is bad.
| Visual Defect Type | Primary Cause | Maximum Acceptable Tolerance | Testing Tool Needed |
|---|---|---|---|
| Surface Blistering | Trapped gas from poor curing | 2.0 mm diameter | Visual check / Ruler |
| Localized Dimpling | Core cell collapse from high pressure | 0.5 mm depth | Depth gauge |
| Edge Peeling | Lack of adhesive at borders | Must meet >25 N/mm pull | Visual check / Pull test |
| Uneven Thickness | Swelling from uneven glue lines | ±0.5 mm of target thickness | Digital calipers |
How to Detect Delamination in Aluminum Honeycomb Core Marine Accommodation Panels Pre-Installation?
Delamination completely destroys panel strength. Finding out the panel layers are separating after installation costs thousands. Here is how to find delamination before panels reach the shipyard.
To detect delamination pre-installation, you must use manual coin tap tests for quick field checks, ultrasonic testing equipment for precise void sizing, and vacuum suction cup tests to pull the skin away from the core, exposing any weak adhesive joints.
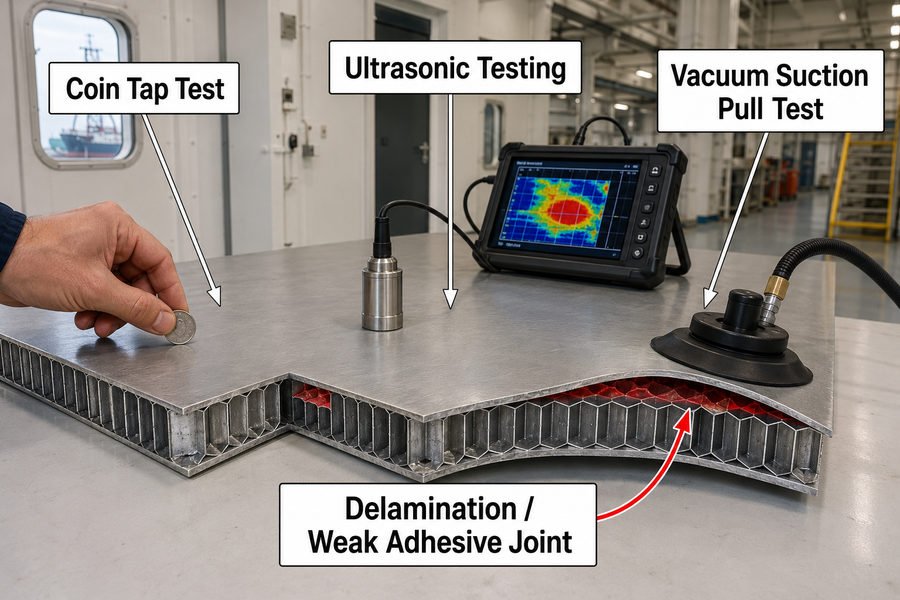
Delamination is the worst problem for marine wall panels. It means the aluminum skin is fully separating from the core4. I always tell my clients to test panels before they cut or install them. You have three reliable ways to detect this hidden danger.
Using Manual Coin Tap Tests for Quick Delamination Checks
The first method is the manual coin tap test. This is the fastest way to check panels in the warehouse. You do not need expensive tools. You take a large metal coin or a 100-gram brass tapping hammer. You gently tap the surface of the aluminum panel. When the bond is good, the tap makes a clear, sharp "ping" sound5. When there is delamination, the skin is loose. The sound changes to a dull, flat "thud." I walk along the panel and tap it every 10 centimeters. If I hear a dull sound, I mark the spot with a pen. According to general marine inspection practices based on ISO 14130, any dull void area larger than 25 millimeters across is a failure. You should send that panel back to the supplier.
Applying Ultrasonic Testing and Vacuum Suction Tests for Deep Analysis
The second method is ultrasonic testing. Sometimes you need exact numbers, not just sounds. Ultrasonic testing equipment uses high-frequency sound waves to look inside the panel. A good entry-level device costs about $2,000. You put gel on the panel and run the sensor over the metal skin. The screen shows you exactly where the glue is missing. This tool can detect tiny delamination voids as small as 2 millimeters6. It is perfect for high-risk areas like fire-rated bulkheads. The third method is the vacuum suction test. This physically tests the bond. You place a 150-millimeter industrial suction cup on the panel. You apply a negative pressure of 0.05 MPa (0.5 bar). Then, you watch the metal skin. If the skin lifts more than 1 millimeter under this vacuum pressure, the adhesive bond is dead.7 The panel has failed the test.
| Delamination Test Method | Main Benefit | Detection Limit / Standard | Equipment Cost Range |
|---|---|---|---|
| Manual Coin Tap Test | Very fast field check | Voids > 25mm diameter | Under $10 |
| Ultrasonic Testing | Exact size and depth data | Voids > 2mm diameter | $2,000 - $5,000 |
| Vacuum Suction Test | Physical strength test | Max 1mm lift at 0.5 bar | $50 - $150 |
Which Tap Test Methods Find Voids in Aluminum Honeycomb Core Marine Accommodation Panels?
Hidden voids ruin fire resistance and structural stability. Guessing if a panel is solid is dangerous. You need exact tap test methods to find every hidden void.
The tap test methods to find voids include the manual coin tap method using a metallic tool, the automated digital tap hammer method for recorded force data, and the rolling tap wheel method for scanning large panel areas quickly. All three methods listen for frequency drops indicating internal voids.
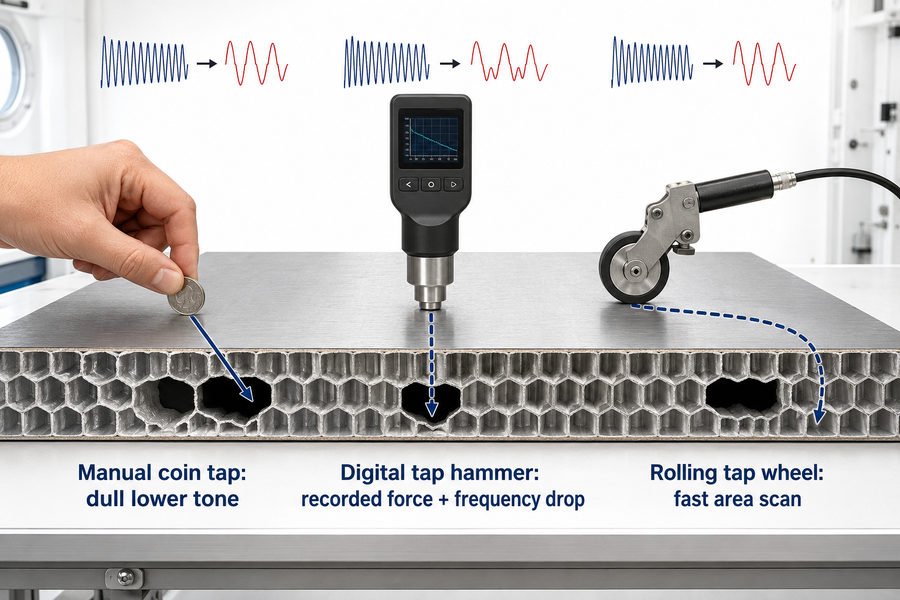
Many buyers know about tap testing, but they do not know how to do it right. You have three main methods to tap test a marine panel. Each method works differently, but they all depend on one simple rule: a void changes the sound frequency of the panel8. Here is how I use each method.
Executing the Manual Coin Tap and Automated Digital Tap Methods
The first method is the manual coin tap method. You take a metallic tool, usually a coin or a specific 200-gram steel rod. You lightly bounce the tool off the aluminum skin. You must listen closely. A good, solid panel produces a sound frequency around 500 Hz9. When you hit a void, there is nothing behind the skin to absorb the impact. The sound frequency drops suddenly to below 200 Hz. It sounds dead. The second method is the automated digital tap hammer. Human ears can make mistakes, but digital tools do not. This tool looks like a small hammer with a wire attached to a screen. When you tap the panel, the hammer measures the contact time10. On a good bond, the hammer bounces off quickly, usually in 1.5 milliseconds. Over a void, the skin flexes. The hammer stays in contact longer, usually over 3.0 milliseconds. This data is based on standard Boeing tap test guidelines. The screen lights up red when it finds a void. This gives you proof to show your supplier.
Utilizing the Rolling Tap Wheel Method for Large Panel Scans
The third method is the rolling tap wheel method. Marine panels are large, often 1200mm by 2400mm. Tapping a whole batch by hand takes hours. For large jobs, I use a rolling tap wheel. This tool looks like a small paint roller, but it has wooden or metal wheels with multiple loose tappers inside. You roll it across the panel surface. As it rolls, it taps the panel dozens of times per second. It creates a constant humming noise. If it rolls over a void, the hum changes to a loud rattle. This method is incredibly fast. You can scan one square meter in less than 2 minutes. It easily detects larger voids that are 50mm by 50mm or bigger11.
| Tap Test Method | Data Output | Contact Time / Frequency Indicator | Best Used For |
|---|---|---|---|
| Manual Coin Tap | Human hearing | Drops from 500 Hz to <200 Hz | Quick warehouse checks |
| Automated Digital Hammer | Digital screen data | Good = 1.5 ms / Void = >3.0 ms | Precise lab or claim reports |
| Rolling Tap Wheel | Continuous sound change | Rattle sound over voids | Fast scanning of large batches |
What Cell Crushing Tolerance Is Acceptable in Aluminum Honeycomb Core Marine Accommodation Panels?
Crushed honeycomb cells make panels weak and useless. Buying panels with damaged cores wastes your budget. You must know the exact cell crushing tolerances to reject bad products.
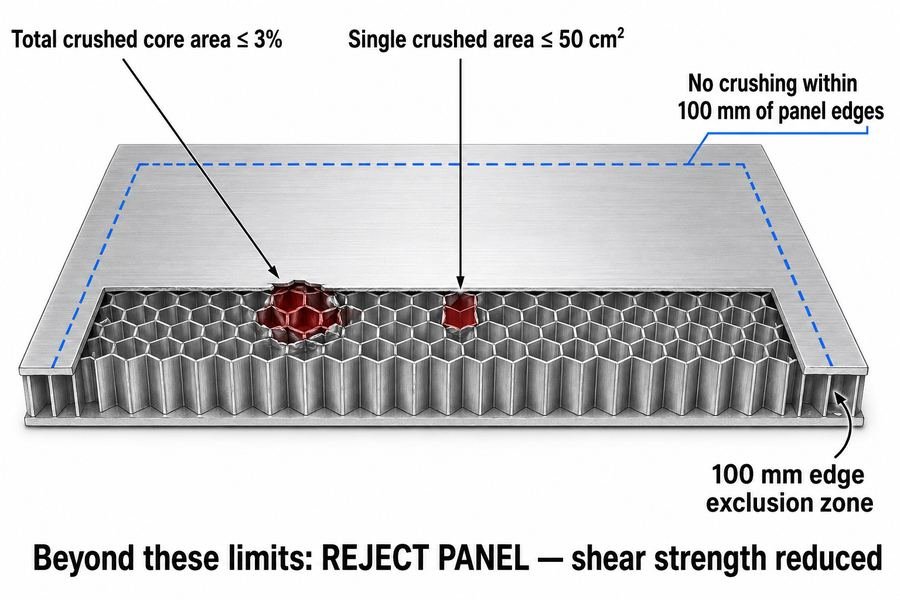
Acceptable cell crushing tolerances allow for a maximum of 3% total core area damage, no single crushed area exceeding 50 square centimeters, and no crushing within 100 millimeters of panel edges. Anything beyond these three limits severely reduces panel shear strength and requires immediate rejection.
Aluminum honeycomb cores are light but very strong. But if the thin aluminum walls inside the core get crushed, the panel loses all its strength. Sometimes factories handle the raw honeycomb badly before they glue the panels. You have to know exactly how much damage is acceptable. Here are the three strict rules I follow.
Evaluating Maximum Total Area Damage and Single Crushed Area Limits
The first rule is about total area damage. The standard allowance is a maximum of 3% total core area damage per panel12. This rule comes from the MIL-C-7438 standard for aluminum honeycomb cores. Let us do the math. A standard marine panel is 1200mm by 2400mm. That gives a total area of 2.88 square meters. So, 3% of that is 0.0864 square meters. If you add up all the small crushed spots inside the panel and they equal more than 0.0864 square meters, you must reject the panel. The second rule is about single crushed areas. Even if the total damage is low, a large single hole is dangerous. No single crushed area can exceed 50 square centimeters13. That is about the size of a 7cm by 7cm square. If a crush zone is bigger than this, the local compressive strength of the panel drops below the required 1.5 MPa14. If someone leans on that spot, the wall will bend.
Inspecting Edge Crush Tolerances in Marine Accommodation Panels
The third rule is about the edges. There is absolutely no crushing allowed within 100 millimeters of any panel edge. This is the most critical rule. Why? Because the outer 100 millimeters is the fastening zone. This is where you insert the joining profiles, screws, and brackets to build the ship cabin. If the honeycomb cells are crushed in this zone, there is nothing for the hardware to grip. The pull-out strength drops massively. A healthy panel edge has a pull-out strength of around 1500 Newtons. A crushed edge will fail at under 300 Newtons.15 The wall could literally fall down during a rough sea voyage. Always inspect the edges closely before accepting delivery.
| Crushing Tolerance Limit | Maximum Allowed Measurement | Structural Impact if Exceeded |
|---|---|---|
| Total Core Area Damage | 3% of total panel area | Overall loss of panel stiffness |
| Single Crushed Area Size | 50 square centimeters | Localized surface bending |
| Distance from Edges | 0% damage within 100 mm | Total failure of profile joints |
How to Audit an Aluminum Honeycomb Core Marine Accommodation Panel Supplier?
Bad suppliers cause endless delays and quality issues. Trusting a factory blindly will ruin your reputation. You must audit them deeply to ensure they can deliver consistent quality.
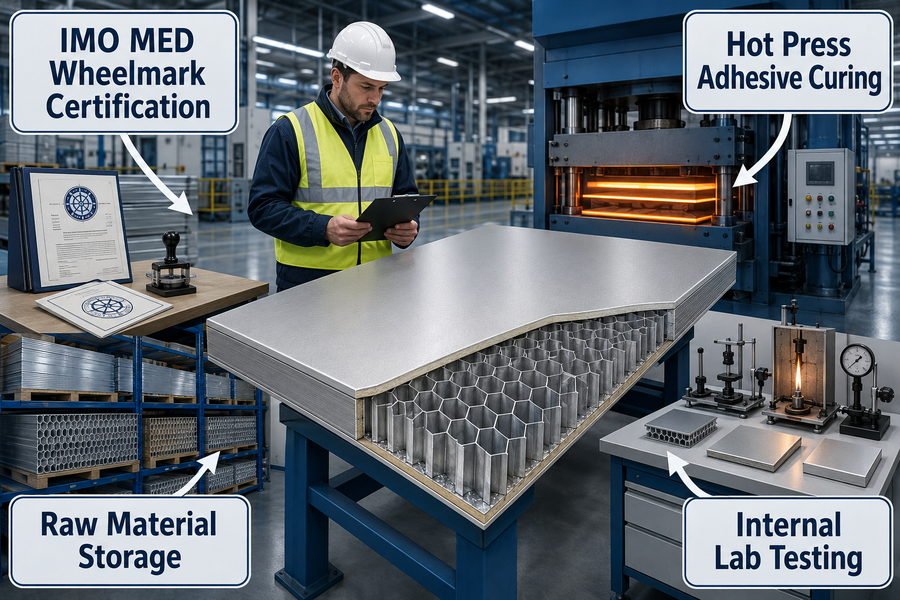
To audit an aluminum honeycomb panel supplier, you must verify their IMO MED (Wheelmark) certifications, assess their raw material storage conditions, evaluate their hot press adhesive curing processes, and review their internal lab testing capabilities. Covering these four areas guarantees you partner with a capable and legal manufacturer.
Finding a cheap supplier in Asia is easy. Finding a good one is hard. I have visited dozens of factories over the years. Many of them look great in photos, but their products fail. You need a strict audit process. When I audit a factory, I always check four specific areas.
Verifying IMO MED Certifications and Raw Material Storage
First, you must verify their IMO MED certifications16. MED stands for Marine Equipment Directive. You will often see this as the "Wheelmark" logo. For marine accommodation panels, they must hold valid A-60 or B-15 fire rating certificates17. Do not just look at a copy on their wall. You must check the date. The certificates must be valid within the last 5 years. If the certificate is old or fake, your project will not pass shipyard inspection. Second, you must assess their raw material storage. Good panels start with good materials. I always walk into their warehouse. The bare aluminum foil, usually 3003 or 5052 grade alloy, must be kept in a dry room. The humidity must be below 60% to stop the metal from oxidizing.18 Also, look at the glue. Marine-grade polyurethane or epoxy adhesives must be stored below 25°C. If the warehouse is hot, the glue goes bad before they even use it.
Evaluating Hot Press Curing Processes and Internal Lab Testing
Third, evaluate their hot press adhesive curing processes. This is where the magic happens. A good factory controls time, temperature, and pressure perfectly. I check their machine settings. Based on standard epoxy data sheets, the hot press should run between 130°C and 150°C19. The panels need to stay in the press for 20 to 30 minutes. The pressure gauge should read between 2.0 and 3.0 kgf/cm². If they try to speed this up to save money, your panels will delaminate later. Fourth, review their internal lab testing capabilities. A real factory tests its own products daily. Ask to see their lab. They must have a universal testing machine to check the panel peel strength. Remember, it needs to be over 25 N/mm. They should also have a small-scale fire testing furnace to check non-combustibility. If they do not have a lab, they do not care about quality.
| Supplier Audit Area | Key Checkpoint | Minimum Acceptable Standard |
|---|---|---|
| IMO MED Certification | Validity of fire certificates | Must be A-60/B-15, issued within 5 years |
| Raw Material Storage | Humidity and temperature control | Foil < 60% humidity, Glue < 25°C |
| Hot Press Curing | Machine settings | 130°C-150°C, 2.0-3.0 kgf/cm² pressure |
| Internal Lab Testing | Test equipment on site | Must have universal peel testing machine |
What Incoming Inspection Checklist Fits Aluminum Honeycomb Core Marine Accommodation Panels?
Unchecked deliveries lead to bad panels being installed. Finding mistakes later means tearing down bulkheads. You need a strict checklist to inspect every batch of panels when they arrive.
A complete incoming inspection checklist fits visual surface checks for flatness, dimensional measurements of length and thickness, physical tap testing for bond strength, and documentation review for fire test reports. Using this 4-part checklist stops defective marine panels from ever entering your shipyard warehouse.

When the shipping container arrives, the job is not done. You cannot just sign the paper and put the panels in stock. You need to catch defects right there at the warehouse door. Over the years, I developed a simple but powerful four-part checklist. I train all warehouse workers to use it. Here is what you need to check.
Executing Visual Surface Checks and Dimensional Measurements on Arrival
The first step is visual surface checks. Take five panels out of every pallet. Lay them flat on the ground. Look across the surface against the light. You are checking for flatness. Use a long metal straightedge. The maximum allowed bow is 2 millimeters per linear meter. If the panel curves more than that, it will not fit into the wall tracks. The second step is dimensional measurements. Factory cutting machines make mistakes. You must use digital calipers and a measuring tape. Check the thickness first. According to ISO 2768-m standards, the thickness must be within ±0.5 millimeters. So, a 25mm panel must be between 24.5mm and 25.5mm. Next, measure the length and width. The standard tolerance is ±1.0 millimeters. If the panels are cut too small, you will have big gaps in your ship cabins.
Conducting Physical Tap Testing and Documentation Review
The third step is physical tap testing. I mentioned this earlier, but it is vital for incoming goods. You do not need to test the whole panel. I teach my team to tap five random spots per square meter using the manual coin tap method20. Tap near the corners, the center, and the edges. Listen for the sharp "ping." If you hear a dull "thud" more than twice on one panel, quarantine the whole batch. The fourth step is documentation review. Do not skip the paperwork. Look at the labels on the panel pallets. The batch numbers must perfectly match the Mill Test Certificates (MTC) provided by the supplier. They must also match the IMO fire test reports21. If the numbers do not match, you cannot prove the panels are safe. Shipyard inspectors will reject them immediately.
| Inspection Step | Action Required | Rejection Criteria | Tool Used |
|---|---|---|---|
| Visual Surface Checks | Check flatness | Bow > 2mm per meter | Straightedge / Visual |
| Dimensional Measurements | Measure thickness, length, width | Thickness > ±0.5mm deviation | Digital Calipers / Tape |
| Physical Tap Testing | Tap 5 spots per sq. meter | Dull sounds / Voids > 25mm | Brass tap hammer |
| Documentation Review | Match batch numbers | MTC and Fire Reports do not match | Paperwork comparison |
Conclusion
Spotting defects in aluminum honeycomb panels saves time and protects your profits. Use these exact inspection methods and checklists to ensure you only install the highest quality marine outfitting materials.
-
"[PDF] DAMAGE AND DAMAGE TOLERANCE OF HIGH TEMPERATURE ...", https://ecommons.cornell.edu/server/api/core/bitstreams/127088cd-2086-462a-8f73-acad127f7a32/content. Technical literature on adhesive bonding and sandwich panels describes voids, trapped volatiles, and curing-related gas formation as causes of blisters or disbonds between skins and cores. Evidence role: mechanism; source type: paper. Supports: Blistering happens when gas gets trapped between the aluminum skin and the honeycomb core during the gluing process.. Scope note: Such sources may support the general failure mechanism but may not prove that every observed blister in aluminum honeycomb panels is caused by trapped gas during gluing. ↩
-
"[PDF] Mechanical response of metallic honeycomb sandwich panel ...", https://groups.seas.harvard.edu/hutchinson/papers/metallichoneycombs.pdf. Research on honeycomb sandwich structures identifies core crushing or cell-wall buckling as a failure mode caused by excessive compressive loading, providing a mechanical basis for pressure-related dimpling or telegraphing. Evidence role: mechanism; source type: paper. Supports: Localized dimpling happens when internal aluminum honeycomb cells collapse under too much pressure in the factory press.. Scope note: The evidence would support the mechanism of honeycomb core collapse under compression, but the visual term “telegraphing” and its factory-specific causes may require a manufacturing standard or process manual for direct confirmation. ↩
-
"What Are Aluminum Honeycomb Panels?", https://magellanmarinetech.com/what-are-aluminum-honeycomb-panels/. ASTM D1781 is a standard climbing-drum peel test used to measure peel resistance of adhesive bonds in sandwich constructions; it establishes a test method rather than a universal minimum acceptance value. Evidence role: definition; source type: institution. Supports: ASTM D1781 is relevant to peel-strength testing of bonded sandwich panels, and the article asserts a 25 N/mm minimum peel-strength criterion.. Scope note: The cited standard can substantiate the relevance of ASTM D1781 for peel testing, but a 25 N/mm acceptance threshold would need a separate project specification, product standard, or qualification document. ↩
-
"Delamination - Wikipedia", https://en.wikipedia.org/wiki/Delamination. A technical definition of delamination in laminated or sandwich materials describes it as separation between bonded layers, which contextualizes skin-to-core separation in aluminum composite panels. Evidence role: definition; source type: encyclopedia. Supports: Delamination means the aluminum skin is separating from the core.. Scope note: The definition is general to laminated/composite structures and does not by itself establish severity or inspection criteria for marine wall panels. ↩
-
"[PDF] AC 43-214A - Repairs and Alterations to Composite and Bonded ...", https://www.faa.gov/documentLibrary/media/Advisory_Circular/AC_43-214A.pdf. Composite inspection guidance describes tap testing as an acoustic method in which well-bonded areas tend to produce a sharper response while disbonds or delaminations produce a duller sound. Evidence role: mechanism; source type: government. Supports: A manual coin or hammer tap can help detect delamination because bonded and unbonded areas produce different sounds.. Scope note: Tap-test interpretation is qualitative and operator-dependent; the source supports the acoustic principle, not a universal pass/fail rule for all marine panels. ↩
-
"High Precision Detection Method for Delamination Defects in ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC7503374/. Studies of ultrasonic inspection of composite or sandwich structures report that high-frequency ultrasonic methods can identify small delaminations or disbonds, with detectable size depending on frequency, coupling, material thickness, and scanning method. Evidence role: general_support; source type: paper. Supports: Ultrasonic testing can detect very small delamination voids in bonded panel structures.. Scope note: A source may support ultrasonic delamination detection generally, but the exact 2 mm threshold requires a study or equipment specification matching the panel material and inspection setup. ↩
-
"Nondestructive Inspection and Quantification of Select Interface ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11173902/. Technical literature on vacuum or pull-off inspection of bonded sandwich panels explains that applied suction can reveal weak face-sheet bonds through local lifting or deformation under negative pressure. Evidence role: mechanism; source type: institution. Supports: A vacuum suction test can indicate adhesive bond failure when the panel skin lifts under applied negative pressure.. Scope note: The cited literature may support the physical principle of suction-based disbond detection; the specific 1 mm lift criterion at 0.05 MPa should be supported by a relevant standard, test procedure, or manufacturer-independent validation. ↩
-
"[PDF] lization of Composite Laminate Reference spections", https://digital.library.unt.edu/ark:/67531/metadc888702/m2/1/high_res_d/918390.pdf. A technical source on tap testing should document that voids, disbonds, or delaminations alter the local stiffness and damping of a panel, producing a different acoustic response during impact testing; this supports the physical mechanism but not any specific pass/fail threshold for this article’s panel type. Evidence role: mechanism; source type: paper. Supports: Voids change the acoustic response or sound frequency of a panel during tap testing.. Scope note: Contextual support only unless the source tests the same marine aluminum panel construction. ↩
-
"Music Tuned to 440 Hz Versus 432 Hz and the Health Effects", https://pubmed.ncbi.nlm.nih.gov/31031095/. An experimental tap-testing study should provide measured frequency ranges for intact bonded panels and damaged or voided regions; it can support the use of acoustic frequency as an indicator, although the exact 500 Hz value may be specific to the tested material, geometry, and tap tool. Evidence role: statistic; source type: paper. Supports: A solid panel can produce a characteristic higher-frequency response during manual tap testing.. Scope note: Frequency thresholds are material- and geometry-dependent and may not generalize to all marine panels. ↩
-
"Nondestructive testing - Wikipedia", https://en.wikipedia.org/wiki/Nondestructive_testing. A source on instrumented tap testing should explain that digital tap hammers infer defects by measuring impact parameters such as contact duration or force-time response; this supports the measurement principle but not the specific device behavior described in the article. Evidence role: mechanism; source type: research. Supports: Automated digital tap hammers use contact time or impact-response measurements to detect voids or disbonds.. Scope note: Does not by itself verify the stated millisecond thresholds or screen color indication. ↩
-
"Nondestructive Inspection and Quantification of Select Interface ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11173902/. A validation study or inspection standard for rolling tap or tap-wheel methods should report detectable flaw sizes under defined panel and inspection conditions; such a source would support the claimed detection capability only for comparable materials, defect depths, and operator procedures. Evidence role: statistic; source type: paper. Supports: Rolling tap wheel inspection can detect voids of approximately 50 mm by 50 mm or larger.. Scope note: Detectable flaw size depends on panel construction, skin thickness, core material, access, and inspector training. ↩
-
"[PDF] HexWeb™ Honeycomb Attributes and Properties", https://ptacts.uspto.gov/ptacts/public-informations/petitions/1532285/download-documents?artifactId=qBhD2Q8_InLw7mCKS0T3DNrU_HnGMOWM6GdbnBGAbNdLYyFgd_8TR40. A military or government specification for aluminum honeycomb core should be cited to substantiate whether a 3% aggregate damaged-area allowance is an accepted inspection or procurement criterion for the core material. Evidence role: case_reference; source type: government. Supports: The standard allowance is a maximum of 3% total core area damage per panel.. Scope note: Such a specification may govern raw core procurement rather than finished marine accommodation panel acceptance, so it may provide contextual rather than directly application-specific support. ↩
-
"On Impact Damage and Repair of Composite Honeycomb Sandwich ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10707668/. A standards document or technical repair/inspection manual should be cited to show that a 50 cm² maximum individual crushed-area limit is used as an acceptance threshold for aluminum honeycomb core damage. Evidence role: case_reference; source type: government. Supports: No single crushed area can exceed 50 square centimeters.. Scope note: If the source concerns aerospace or general sandwich construction rather than marine accommodation panels, it supports the inspection logic only by analogy. ↩
-
"Numerical Studies on Failure Mechanisms of All-Composite ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9571739/. A mechanical testing study or product-independent standard should be cited to support the relationship between localized core crushing and reduced compressive strength, including any stated 1.5 MPa requirement. Evidence role: mechanism; source type: paper. Supports: If a single crushed zone exceeds the stated size, the local compressive strength of the panel drops below the required 1.5 MPa.. Scope note: Published tests may report compression strength for specific core density, alloy, cell size, facing material, and test method, so the 1.5 MPa value may not generalize to all marine panels. ↩
-
"[PDF] Failure Prediction of Honeycomb Panel Joints using Finite Element ...", https://vtechworks.lib.vt.edu/bitstream/handle/10919/77029/Lyford_AL_T_2017.pdf. A pull-out test report or peer-reviewed study on fasteners or inserts in honeycomb sandwich panels should be cited to support the magnitude of the pull-out strength reduction associated with crushed core at panel edges. Evidence role: statistic; source type: paper. Supports: Healthy honeycomb panel edges can have pull-out strength around 1500 N, while crushed edges may fail below 300 N.. Scope note: Pull-out strength is highly dependent on fastener type, insert geometry, adhesive, skin thickness, core density, and test configuration; comparable values would support the claim only for similar assemblies. ↩
-
"Directive 96/98/EC - Wikipedia", https://en.wikipedia.org/wiki/Directive_96/98/EC. An official European Commission or maritime-administration source can substantiate that marine equipment placed on EU-flagged ships is subject to the Marine Equipment Directive and is identified through the Wheelmark conformity mark. Evidence role: definition; source type: government. Supports: Factories supplying marine accommodation panels should provide verifiable IMO MED certifications, commonly associated with the Wheelmark.. Scope note: This supports the regulatory framework and marking system, but specific applicability still depends on vessel flag, equipment category, and installation context. ↩
-
"[PDF] RESOLUTION MSC.307(88) (adopted on 3 December 2010 ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.307(88).pdf. IMO or classification-society documentation on fire divisions can support that A-class and B-class divisions, including A-60 and B-15, are recognized fire-resistance ratings used in ship construction and accommodation areas. Evidence role: definition; source type: institution. Supports: Marine accommodation panels may need valid A-60 or B-15 fire-rating certification depending on the shipboard application.. Scope note: Such sources establish the meaning and use of A-60/B-15 ratings; they may not prove that every marine accommodation panel in every project must carry exactly these ratings. ↩
-
"[PDF] Corrosion of Aluminum Alloys in Simulated Dry Storage ... - OSTI", https://www.osti.gov/servlets/purl/211640. Materials-corrosion literature can support that aluminum corrosion and surface degradation are influenced by moisture, relative humidity, and condensation during storage. Evidence role: mechanism; source type: paper. Supports: Low-humidity storage reduces the risk of oxidation or corrosion of aluminum foil used in panel production.. Scope note: A neutral corrosion source may support the humidity mechanism but may not establish 60% relative humidity as a universal threshold for 3003 or 5052 aluminum foil storage. ↩
-
"Impact of Curing Time and Temperature on Bond Performance of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12030511/. Peer-reviewed studies or technical handbooks on thermoset adhesive curing can support that epoxy-bonded sandwich or composite panels require controlled heat, pressure, and dwell time to achieve bond strength and reduce delamination risk. Evidence role: mechanism; source type: paper. Supports: Hot-press temperature, pressure, and curing time are critical process controls for adhesive-bonded panels, and inadequate curing can increase delamination risk.. Scope note: The cited source may support the importance of controlled curing and typical temperature ranges, but exact settings vary with adhesive formulation, substrate, and panel design. ↩
-
"[PDF] NI\5/\ - NASA Technical Reports Server", https://ntrs.nasa.gov/api/citations/19790009081/downloads/19790009081.pdf. Nondestructive testing literature describes coin- or hammer-tap testing as an acoustic method for detecting delamination, disbonding, or voids in composite and sandwich structures by changes in sound response. Evidence role: mechanism; source type: research. Supports: Manual coin tap testing can help identify voids or delamination in panels through changes from a sharp sound to a dull response.. Scope note: Tap testing is generally a screening method and does not quantify defect size or depth as reliably as instrumented ultrasonic or other nondestructive evaluation methods. ↩
-
"What Is the IMO FTP Code for Marine Interior Materials?", https://magellanmarinetech.com/what-imo-ftp-code-for-marine-interior-materials/. The IMO Fire Test Procedures Code sets internationally used test procedures for materials and components used on ships, giving regulatory context for requiring fire-test documentation for marine interior panels. Evidence role: historical_context; source type: institution. Supports: Incoming ship-cabin panels may need matching IMO fire-test documentation to demonstrate compliance with marine fire-safety requirements.. Scope note: The IMO FTP Code supports the need for compliant fire-test evidence, but actual acceptance or rejection depends on the vessel type, flag administration, classification society, and project specification. ↩