Struggling with delayed projects because your panel edges crack during forming? Bad face sheet formability kills production speed. Let us look at how picking the right aluminum saves your marine outfitting project.
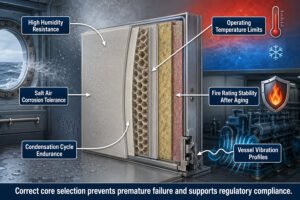
Face sheet formability controls the entire marine aluminum honeycomb panel production by deciding bending limits, crack resistance, spring-back control, and surface finish integrity. Choosing the right alloy and temper prevents costly material waste, ensures precise edge roll-forming, and meets strict shipyard quality standards for marine interior bulkheads and ceilings.
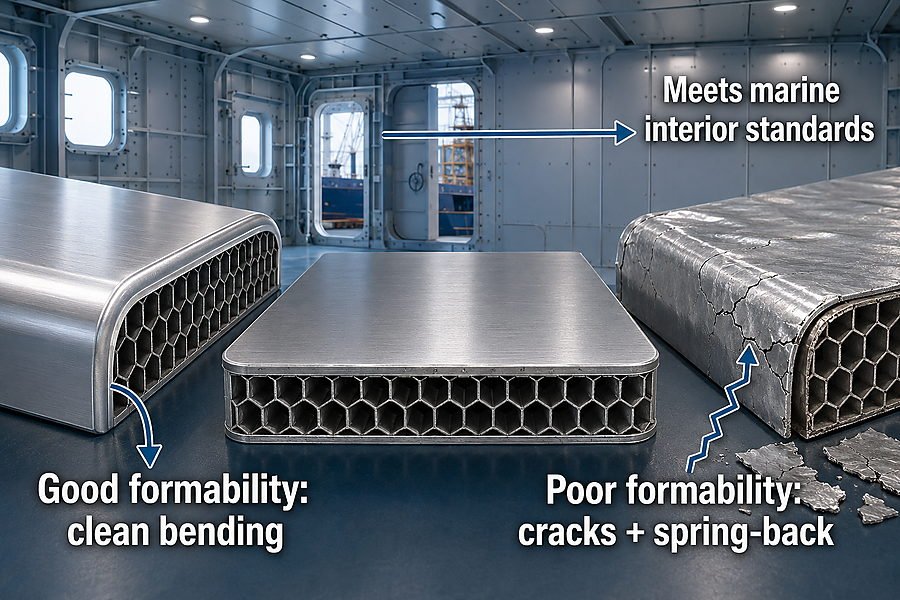
When you buy panels for high-end European shipyard projects, you need edges that fit perfectly. A bad face sheet will ruin the whole panel during the bending process. Let me show you how face sheet formability impacts every step of panel making.
Which Aluminum Alloys Suit Face Sheet Edge Roll-Forming On Marine Aluminum Honeycomb Panels?
Buying the wrong alloy means edge rolling will fail. This wastes your time and money. We need alloys that bend easily but stay strong for marine walls.
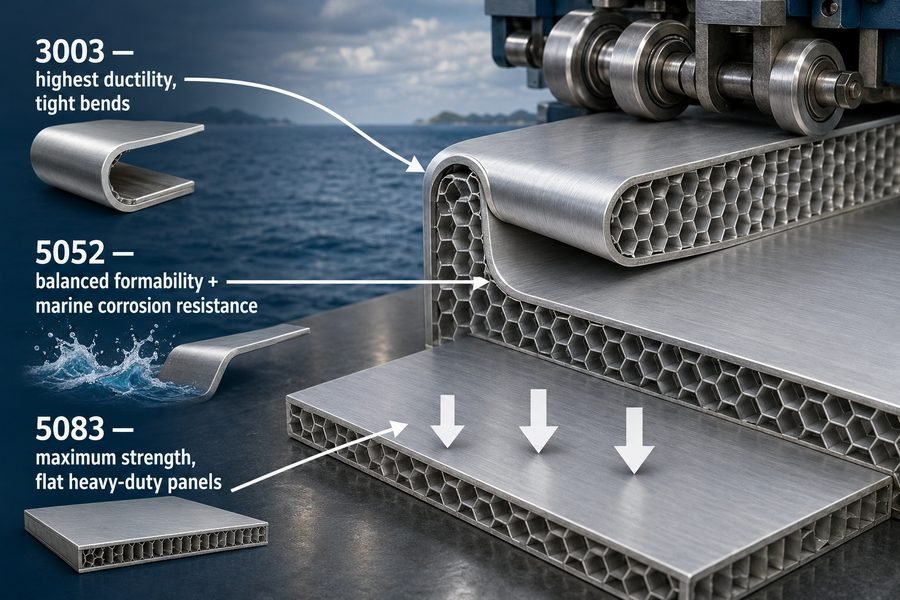
The three best aluminum alloys for face sheet edge roll-forming on marine aluminum honeycomb panels are 3003, 5052, and 5083. Alloy 3003 offers the highest ductility for tight bends, 5052 balances good formability with marine corrosion resistance, and 5083 provides maximum structural strength for flat, heavy-duty applications.
When I worked on the factory floor, I saw many ruined panels. The face sheet is the skin of the marine aluminum honeycomb panel. If you pick the wrong skin, it will not bend. We must choose the right alloy. According to the Aluminum Association (AA) standards, different alloys have different properties. I will explain the three best choices for your marine interior decoration projects.
Alloy 3003 for Maximum Edge Roll-Forming Ductility
First, we have alloy 3003. This is a very common material. It has excellent ductility. Ductility means it stretches easily without breaking. If you need tight, complex edge roll-forming, 3003 is your best choice. It bends smoothly around the honeycomb core. Based on Aluminum Association data, the yield strength of 3003-H14 is around 145 MPa1. This makes it soft enough for machines, but strong enough for normal cabin use. However, its marine corrosion resistance is lower than the 5000 series2.
Alloy 5052 for Balanced Formability and Marine Corrosion Resistance
Second, we use alloy 5052. This is the industry standard for marine outfitting. It has magnesium in it. Magnesium gives it high marine-grade corrosion resistance. It also has good formability. It is harder than 3003. The yield strength of 5052-H32 is about 193 MPa3. You need a slightly larger bending radius for 5052. But it offers a perfect balance. It keeps the shipyard happy with good quality and long life.
Alloy 5083 for High-Strength Flat Wall Applications
Third, we look at alloy 5083. This is a very hard material. It has high structural strength. The yield strength of 5083-H116 is around 228 MPa. Because it is so hard, it does not bend easily. If you try to do tight edge roll-forming with 5083, it will crack4. Therefore, we only use 5083 for flat, heavy-duty marine wall panels where no complex edge folding is required.
| Aluminum Alloy Type | Formability Rating | Marine Corrosion Resistance | Best Application for Marine Panels |
|---|---|---|---|
| Alloy 3003 | Excellent | Fair | Complex rolled edges, ceilings |
| Alloy 5052 | Good | Excellent | Standard marine wall panels |
| Alloy 5083 | Poor | Excellent | Flat, heavy-duty bulkheads |
How Does Face Sheet Temper Affect Bending Radius On Marine Aluminum Honeycomb Ceiling Edges?
A hard temper makes aluminum snap. A soft temper makes it weak. Getting the temper right is the only way to bend ceiling edges smoothly.
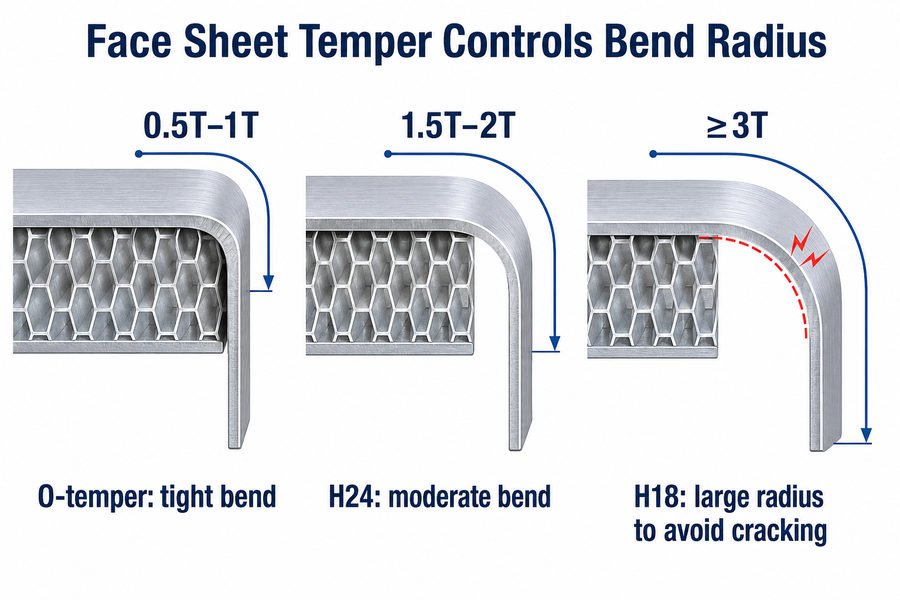
Face sheet temper directly controls the minimum bending radius on marine aluminum honeycomb ceiling edges by altering material hardness. Soft O-temper allows a tight 0.5T to 1T bend radius, medium H24 temper requires a 1.5T to 2T radius, while hard H18 temper needs a 3T or larger radius to avoid cracking.
Temper refers to how the metal is treated with heat and rolling. It changes the hardness. "T" stands for the material thickness. If you have a 1.0mm thick aluminum sheet, a 2T radius means the bend must have a 2.0mm radius curve. Let us look at how three different tempers change this bending rule.
Soft O-Temper for Tight 0.5T to 1T Bend Radii
The softest condition is the O-temper. This means the aluminum is fully annealed. All internal stress is gone. Because it is soft, you can fold it very sharply. According to ASM International's aluminum forming guidelines, O-temper aluminum can easily achieve a 0.5T to 1T bend radius. This is perfect for marine ceilings that need sharp, seamless edges. But O-temper dents easily, so workers must handle it carefully.
Medium H24 Temper for Standard 1.5T to 2T Bend Radii
Next is the H24 temper. This is half-hard. We use this temper the most for marine aluminum honeycomb panels. It gives good strength so the panel does not dent during shipping from Asia. However, because it is harder, it needs a bigger curve. You must use a 1.5T to 2T bending radius. If you bend an H24 sheet of 0.8mm thickness, the machine tool must have at least a 1.2mm to 1.6mm curve.
Hard H18 Temper and the Need for 3T or Larger Radii
Finally, we have the H18 temper. This is fully hard. It is very stiff. You cannot use this for tight ceiling edges. If you try to bend H18 aluminum tightly, it will snap in half instantly. ASM International states that H18 temper requires a minimum bend radius of 3T or even up to 5T. We only use H18 temper for flat core sheets, never for folded face sheets.
| Temper Condition | Hardness Level | Required Minimum Bend Radius (T = Thickness) | Risk of Cracking During Normal Bend |
|---|---|---|---|
| O-Temper | Fully Soft | 0.5T to 1T | Very Low |
| H24 Temper | Half-Hard | 1.5T to 2T | Medium (If radius is too tight) |
| H18 Temper | Fully Hard | 3T to 5T+ | Very High |
Why Do Thin Face Sheets Crack During Edge Profiling Of Marine Aluminum Honeycomb Panels?
Thin face sheets often crack right when you bend them. This ruins the panel and delays shipping. We must fix this to keep your shipyard clients happy.
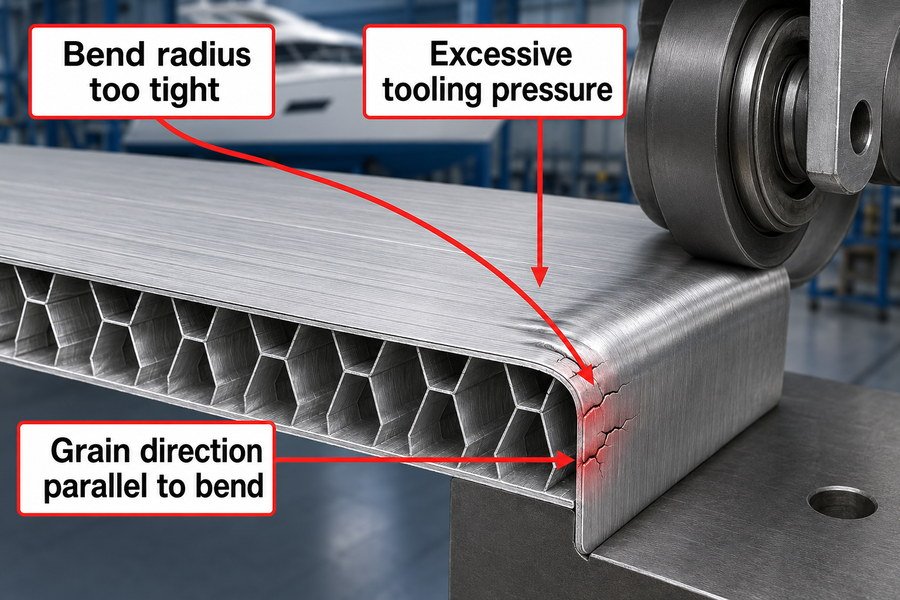
Thin face sheets crack during edge profiling of marine aluminum honeycomb panels due to three main causes: exceeding the alloy's minimum bending radius, improper tooling pressure causing localized stress, and poor grain direction alignment where bends run parallel rather than perpendicular to the aluminum rolling grain.
I remember a big project where an entire batch of panels failed quality checks because the edges were cracked. The shipyard rejected them. For marine panels, we usually use thin face sheets between 0.5mm and 1.0mm. When they crack, water gets into the honeycomb core5. This causes the panel to fail. There are three main reasons why this happens, and knowing them helps you control your factory suppliers.
Exceeding the Minimum Bending Radius Limits
The most common cause is breaking the minimum bending radius rule. As we discussed earlier, every alloy and temper has a limit6. If a factory tries to make a 0.5mm radius bend on a 5052-H32 sheet that requires a 1.5mm radius, the outer layer of the metal stretches too much. The tension breaks the metal fibers. You must tell your supplier to match their press brake tools to the correct radius for the material.
Improper Tooling Pressure Causing Localized Stress
The second cause is bad machine setup. The press brake machine uses heavy pressure to fold the metal. If the machine pushes too fast or too hard in one spot, it creates localized stress. Thin face sheets cannot handle this sudden pressure spike. The metal splits at the pressure point. Good factories calibrate their CNC machines slowly. They apply even pressure across the whole edge to keep the metal safe.
Poor Grain Direction Alignment During Bending
The third cause is poor grain direction. Aluminum sheets are made by huge rolling machines. This rolling creates a "grain" in the metal, just like wood. The DNV structural guidelines highlight that bending parallel to this grain causes cracks. The metal splits along the grain lines. To stop this, factories must cut the face sheets so the bending line goes across the grain, or perpendicular to it. This makes the fold much stronger.
| Cause of Face Sheet Cracking | Visual Sign on the Panel Edge | Factory Prevention Method |
|---|---|---|
| Exceeding Radius Limit | Deep, wide split along the entire bend | Use larger radius tooling on machines |
| Improper Tooling Pressure | Small cracks or pinch marks in specific spots | Calibrate CNC machine speed and pressure |
| Poor Grain Alignment | Long cracks that look like torn wood fibers | Cut material to bend perpendicular to grain |
What Minimum Elongation Rate Prevents Face Sheet Tearing During 90-Degree Edge Folding?
If the aluminum cannot stretch, a 90-degree fold will tear it open. Tearing stops production and hurts your profit.
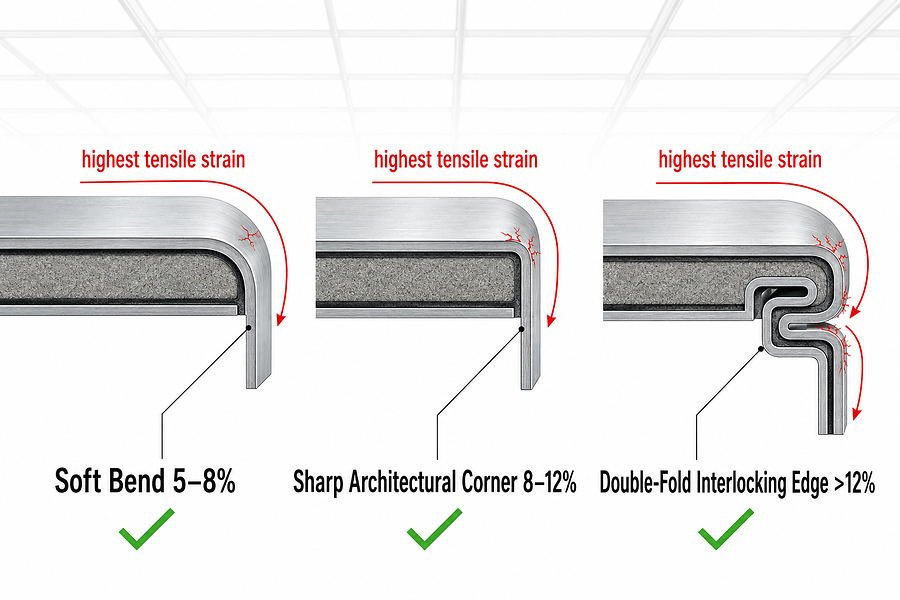
To prevent face sheet tearing during a 90-degree edge folding process, the aluminum requires a minimum elongation rate of 5% to 8% for standard soft bends, 8% to 12% for sharp architectural corners, and over 12% for complex double-folded interlocking edges used in marine ceiling systems.
Elongation is a simple concept. It tells us how much the metal can stretch before it breaks. It is always shown as a percentage. When a factory bends a piece of aluminum 90 degrees, the outside of the curve must stretch.7 If the elongation rate is too low, the metal rips. The ASTM B209 standards for aluminum sheet products give clear elongation numbers. Let me break down the three elongation levels you need to know.
5% to 8% Minimum Elongation for Standard Soft Bends
For basic 90-degree folds with a wide curve, you do not need much stretch. An elongation rate between 5% and 8% is enough. We see this often with 5052-H32 aluminum. This rate is perfect for standard marine wall panels where the edge is hidden behind a joint profile. The bend is gentle, so the metal does not pull too hard. It is cheap and easy for the factory to process.
8% to 12% Minimum Elongation for Sharp Architectural Corners
Shipyards sometimes ask for panels with very sharp, visible corners. These look beautiful in VIP cabins or lounges. To make these sharp corners without tearing, the aluminum must stretch more. You need a minimum elongation rate of 8% to 12%. This requires softer tempers or better alloys like 3003-H14. If your supplier uses cheap metal with only 4% elongation for a sharp corner, it will definitely tear.
Over 12% Minimum Elongation for Complex Double-Folded Interlocking Edges
Marine ceiling systems often use interlocking edges. This means the factory bends the metal 90 degrees, and then bends it again inside itself to form a hook. This double-folding puts massive stress on the material. To survive this, the face sheet must have an elongation rate of over 12%. Only O-temper or highly ductile alloys can do this.8 The metal must flow around the tight tools without breaking.
| Folding Complexity Level | Required Minimum Elongation | Common Edge Design Application |
|---|---|---|
| Standard Soft Bends | 5% to 8% | Hidden edges on standard wall panels |
| Sharp Architectural Corners | 8% to 12% | Visible decorative corners in VIP rooms |
| Double-Folded Interlocking | Over 12% | Hook-on marine ceiling panel systems |
How To Control Face Sheet Spring-Back On Marine Aluminum Honeycomb Wall Panels?
After you bend a panel, the metal tries to open up again. This spring-back creates ugly gaps. We must control it for tight joints.
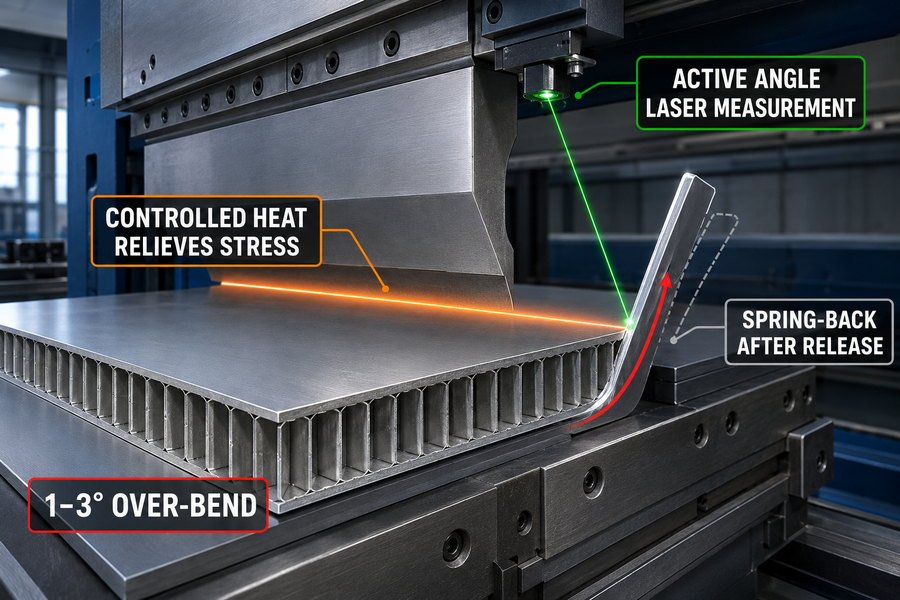
Controlling face sheet spring-back on marine aluminum honeycomb wall panels requires over-bending the metal by 1 to 3 degrees, applying heat during the folding process to relax internal stresses, and using precise CNC press brakes with active angle-measuring lasers to compensate for material yield strength variations.
Aluminum is elastic. Like a rubber band, it wants to return to its original shape. When a factory presses a face sheet into a perfect 90-degree angle, the machine lifts, and the metal pops open to 92 degrees. This is called spring-back.9 If panel edges are not exactly 90 degrees, the installation crew cannot fit them tightly. The gaps will look terrible. To solve this, marine outfitting factories use three specific methods.
Over-Bending the Metal by 1 to 3 Degrees
The easiest way to fix spring-back is over-bending. According to the Precision Metalforming Association (PMA), a hard alloy like 5052-H32 usually springs back by about 1.5 to 2.5 degrees10. If we want a final angle of 90 degrees, the machine operator sets the tool to bend the sheet to 88 degrees. When the tool releases, the metal relaxes perfectly back to 90 degrees. The factory must test every new batch of metal to find the exact over-bend number.
Applying Heat to Relax Internal Stresses
Sometimes, the metal is too thick or too hard to over-bend safely. In these cases, factories apply localized heat. Heat makes the aluminum softer for a short time. It relaxes the internal stress inside the metal fibers.11 When you fold heated aluminum, it accepts the new shape much better. The spring-back is almost zero. But the factory must be careful not to melt the thin face sheet or ruin its temper.
Using CNC Press Brakes with Active Angle-Measuring Lasers
The best factories in Asia use modern technology. They use CNC press brakes with active lasers. These machines fold the metal, measure the spring-back with a laser instantly, and then push again to correct the angle automatically.12 Material yield strength changes from batch to batch. The laser sees this and adjusts. This guarantees every single marine aluminum honeycomb panel has a perfect 90-degree edge.
| Spring-Back Control Method | Factory Equipment Needed | Accuracy Level for Marine Panels |
|---|---|---|
| Over-Bending | Standard press brake and testing | Good (Requires skilled workers) |
| Applying Heat | Heat guns or warm tooling | Fair (Slower production time) |
| Active CNC Lasers | Advanced CNC press brake | Excellent (Perfect every time) |
Can Pre-Painted Aluminum Coils Serve As Face Sheets On Marine Aluminum Honeycomb Panels?
Buying pre-painted coils saves money on painting. But will the paint survive the bending machines? Let us find out.
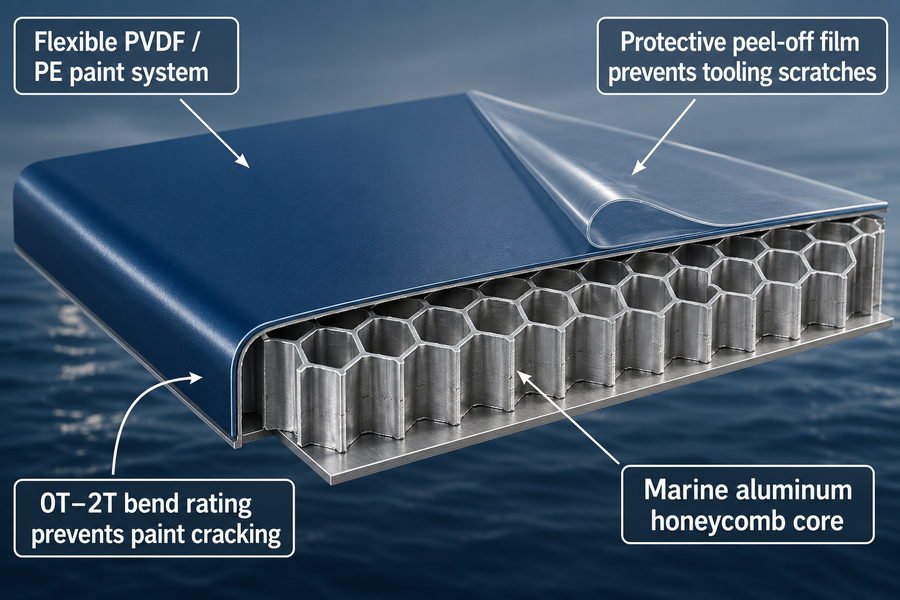
Yes, pre-painted aluminum coils can serve as face sheets on marine aluminum honeycomb panels, if they use flexible PVDF or PE paint systems, maintain a T-bend rating of 0T to 2T to prevent paint cracking, and include a protective peel-off film to stop tooling scratches during production.
Many buyers ask me how to lower prices without losing quality. One great way is to use pre-painted aluminum coils. Instead of making the panel and painting it later, the factory buys aluminum that is already painted. It is much cheaper.13 But formability is a big issue. When you bend the metal, you also bend the paint. If the paint cracks, the aluminum will rust.14 Here is how we make pre-painted coils work.
Using Flexible PVDF or PE Paint Systems
Normal paint is hard and brittle. We cannot use it. The factory must buy coils painted with flexible systems. PVDF (Polyvinylidene fluoride) and PE (Polyester) are the best choices. PVDF is very strong against UV light and salt air, making it great for ships.15 PE is slightly cheaper and very flexible for indoor cabins. Both of these paints stretch with the aluminum when the machine folds the edge.
Maintaining a T-Bend Rating of 0T to 2T to Prevent Paint Cracking
How do we know if the paint will stretch? We look at the T-bend rating. The National Coil Coating Association (NCCA) uses this test. A 0T rating means you can fold the metal flat against itself, and the paint will not crack. A 2T rating means you can bend it around a curve twice the thickness of the metal. For marine honeycomb panels, the paint must have a 0T to 2T rating. If the rating is 4T, the paint will flake off during edge rolling.
Applying Protective Peel-Off Film to Stop Tooling Scratches
Even if the paint can bend, the heavy steel machines can scratch the surface. To stop this, the pre-painted coil must have a thick plastic peel-off film on top. This film acts like a cushion. When the heavy press brake pushes down to fold the edge, the film protects the beautiful paint. The shipyard workers pull this film off after they finish installing the panels on the ship.
| Pre-Painted Coil Requirement | Function During Panel Production | Benefit for the Shipyard Client |
|---|---|---|
| Flexible PVDF / PE Paint | Stretches with the metal | No paint flaking or rust on edges |
| 0T to 2T Bend Rating | Survives sharp 90-degree folding | Ensures clean, smooth corners |
| Protective Peel-Off Film | Prevents machine scratches | Delivers a perfect, pristine surface |
Conclusion
Face sheet formability defines the quality of marine aluminum honeycomb panels. By picking the right alloy, temper, and bending techniques, you get perfect panels, on-time delivery, and happy shipyard clients.
-
"[PDF] Properties of Wrought Aluminum and Aluminum Alloys", https://materialsdata.nist.gov/bitstream/handle/11115/179/Properties%20of%20Wrought%20Aluminum.pdf?sequence=3. Aluminum Association or ASM alloy-and-temper data list 3003-H14 aluminum with a yield strength in the approximate range cited, supporting its characterization as a comparatively ductile, moderate-strength sheet alloy. Evidence role: statistic; source type: institution. Supports: 3003-H14 has a yield strength of around 145 MPa.. Scope note: Published values can vary by product form, thickness, and test standard, so the citation supports an approximate rather than universal value. ↩
-
"Electrochemical Analyses of Etchants Used to Detect Sensitization ...", https://libraetd.lib.virginia.edu/public_view/ht24wj56k. Materials references describe 5xxx-series aluminum-magnesium alloys as having notably good resistance to marine corrosion, providing context for ranking 3003 below common 5xxx marine alloys. Evidence role: expert_consensus; source type: education. Supports: 3003 has lower marine corrosion resistance than 5000-series aluminum alloys.. Scope note: This supports a general comparison between alloy series; actual corrosion performance depends on temper, exposure conditions, surface treatment, and maintenance. ↩
-
"5052 aluminium alloy - Wikipedia", https://en.wikipedia.org/wiki/5052_aluminium_alloy. Standard alloy property tables report 5052-H32 aluminum with yield strength close to 193 MPa, supporting the stated mechanical-property comparison with 3003 and 5083. Evidence role: statistic; source type: institution. Supports: 5052-H32 has a yield strength of about 193 MPa.. Scope note: The exact value may differ slightly across standards, sheet thicknesses, and measurement conventions. ↩
-
"[PDF] Spin Formability of High-Strength Aluminum Alloys for Aerospace ...", https://vsgc.odu.edu/wp-content/uploads/2023/05/Mulvaney_VSGC-paper_2023_final.pdf. Forming guidance and alloy data for 5083 indicate that this high-magnesium alloy has higher strength and more restrictive bend-radius requirements than more formable sheet alloys, supporting the caution against tight roll-forming. Evidence role: mechanism; source type: research. Supports: 5083 is less suitable for tight edge roll-forming because its forming limits increase the risk of cracking.. Scope note: The source would support increased cracking risk under tight bends, not prove that every 5083 sheet will crack; outcomes depend on temper, thickness, bend radius, tooling, and grain direction. ↩
-
"[PDF] Effects of Moisture Diffusion in Sandwich Composite Structures", https://www.wichita.edu/industry_and_defense/NIAR/Documents/jams-presentations/13-Jayaram-Moisture-Diffusion.pdf. Studies of sandwich and honeycomb composite panels report that water or moisture ingress can degrade core materials and skin-core bond performance, providing a mechanism by which edge cracks can lead to structural failure. Evidence role: mechanism; source type: paper. Supports: Cracked face sheets can allow water ingress into a honeycomb core, contributing to panel failure.. Scope note: Support is likely contextual unless the source studies the same marine aluminum honeycomb panel construction and face-sheet thickness. ↩
-
"[PDF] MATERIALS DATA HANDBOOK Aluminum Alloy 2014", https://ntrs.nasa.gov/api/citations/19720023885/downloads/19720023885.pdf. Aluminum forming references list recommended minimum bend radii by alloy, temper, and sheet thickness, supporting the claim that bendability limits vary with material condition. Evidence role: expert_consensus; source type: institution. Supports: Minimum bending radius limits depend on the aluminum alloy and temper.. Scope note: Such tables may provide recommended ranges rather than proving the specific numerical radius used in this example. ↩
-
"a study of strength analysis in sheet metal by bending process", https://www.academia.edu/28305472/A_STUDY_OF_STRENGTH_ANALYSIS_IN_SHEET_METAL_BY_BENDING_PROCESS_A_REVIEW. Sheet-metal bending theory describes tensile strain on the outside of a bend and compressive strain on the inside, explaining why insufficient ductility can cause cracking during forming. Evidence role: mechanism; source type: education. Supports: When aluminum is bent, the outside of the curve stretches, and inadequate elongation can lead to tearing.. Scope note: This supports the general bending mechanism rather than the article’s specific marine-panel applications. ↩
-
"[PDF] Understanding the Aluminum Temper Designation System", https://materialsdata.nist.gov/bitstream/handle/11115/186/Understanding%20Temper%20Designation.pdf?sequence=3&isAllowed=y. Aluminum temper designations identify O temper as annealed, and aluminum property references generally show annealed tempers having higher elongation than strain-hardened tempers, which supports their use in severe forming operations. Evidence role: expert_consensus; source type: institution. Supports: Complex double-folded interlocking edges require high ductility, and O-temper or highly ductile alloys are commonly suited to such forming.. Scope note: This supports the relationship between O temper and higher ductility, but it does not independently prove that every double-folded interlocking edge requires more than 12% elongation. ↩
-
"[PDF] Analytical prediction of springback based on residual differential ...", http://wpfiles.mines.edu/wp-content/uploads/aspprc/ResearchMaterials/Publications/352-Yi.pdf. A materials-forming reference defines spring-back as the elastic recovery of sheet metal after unloading in a bending operation, explaining why the final bend angle differs from the tool angle. Evidence role: definition; source type: education. Supports: The elastic opening of aluminum after the press tool is released is called spring-back.. ↩
-
"Experimental and Numerical Investigation of AA5052-H32 Al ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7835965/. A forming handbook or technical paper on aluminum sheet bending provides empirical spring-back ranges or calculation methods for 5052-H32, supporting the stated order of magnitude for angular recovery after bending. Evidence role: statistic; source type: paper. Supports: 5052-H32 aluminum sheet commonly exhibits spring-back on the order of 1.5 to 2.5 degrees in bending.. Scope note: The exact spring-back angle depends on bend radius, thickness, tooling, grain direction, and process conditions, so a cited range may be illustrative rather than universally applicable. ↩
-
"[PDF] A study of stress relaxation in thin aluminum alloy films", https://scholarworks.sjsu.edu/cgi/viewcontent.cgi?referer=&httpsredir=1&article=1168&context=etd_theses. Metallurgical references describe how heating aluminum alloys can reduce flow stress and promote recovery or stress relief, which can reduce residual stresses during forming. Evidence role: mechanism; source type: education. Supports: Localized heating can soften aluminum during forming and help relieve internal stresses that contribute to spring-back.. Scope note: Support is contextual unless the source specifically tests the same alloy, face-sheet thickness, temperature range, and marine-panel forming process. ↩
-
"Measurement of springback", https://wpfiles.mines.edu/wp-content/uploads/aspprc/ResearchMaterials/Publications/216-Carden.pdf. Research on adaptive press-brake bending reports that in-process angle measurement, including optical or laser sensing, can be used in closed-loop control to compensate spring-back during sheet-metal bending. Evidence role: mechanism; source type: paper. Supports: CNC press brakes can use active angle sensing and closed-loop correction to compensate for spring-back during bending.. Scope note: Such studies support the control principle; they do not prove that every commercial installation or marine honeycomb-panel factory achieves perfect 90-degree edges. ↩
-
"[PDF] Economic Impact Analysis: Metal Coil MACT - EPA", https://www.epa.gov/sites/default/files/2020-07/documents/metal-coil_eia_neshap_proposal_10-1999.pdf. A manufacturing or life-cycle cost source should document that coil-coated/pre-painted metal can reduce downstream finishing steps and associated production costs compared with painting formed parts after fabrication. Evidence role: general_support; source type: paper. Supports: Using pre-painted aluminum coils instead of painting panels after fabrication is much cheaper.. Scope note: Cost advantage is likely application- and volume-dependent, so the source may support the mechanism for savings rather than prove that every marine panel project is cheaper. ↩
-
"Effect of Film Thickness and Defects on the Corrosion Behavior of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12897759/. A corrosion science source should support that coating cracks can expose aluminum to corrosive environments and initiate localized corrosion; strictly speaking, aluminum corrodes or oxidizes rather than rusts in the iron-oxide sense. Evidence role: mechanism; source type: education. Supports: Paint cracking on coated aluminum can expose the substrate and lead to corrosion.. Scope note: The source would support corrosion risk from coating failure, but the article’s wording should avoid the technically inaccurate term “rust” for aluminum. ↩
-
"Performance of Sprayed PVDF-Al2O3 Composite Coating for ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8585398/. A coatings or materials source should show that PVDF-based coatings have high weatherability, UV resistance, and chemical/corrosion resistance relevant to outdoor and marine atmospheres. Evidence role: expert_consensus; source type: paper. Supports: PVDF coatings offer strong UV and salt-air resistance, making them suitable for marine applications.. Scope note: Such evidence may support PVDF suitability for harsh environments generally, not prove performance for every shipboard panel design or coating formulation. ↩