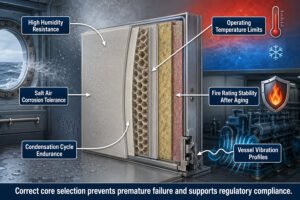
Are your marine honeycomb panels peeling apart after installation? Poor face sheet surface condition often causes this expensive problem. I will show you exactly what surface parameters guarantee a lasting bond.
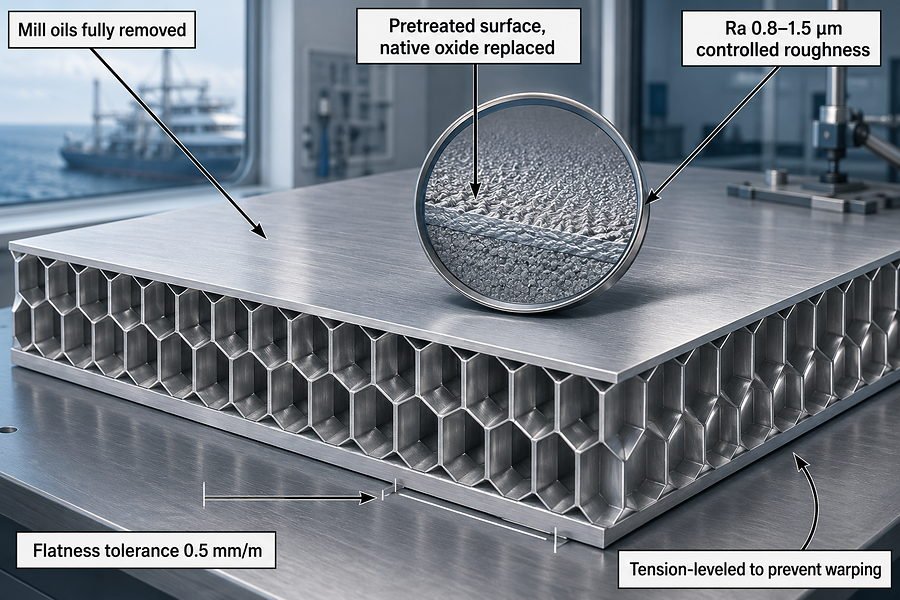
Face sheets on marine aluminum honeycomb panels require strict surface conditions: complete removal of mill oils, chemical or mechanical pretreatment to replace weak native oxide layers, controlled surface roughness (Ra 0.8-1.5 μm), strict flatness tolerances (0.5 mm/m), and tension-leveling to remove residual coil stress preventing warping.
Let us look at the exact technical requirements and steps you need to control these surface conditions. If you miss even one detail, your interior marine panels will fail shipyard inspections or peel apart on the ship.
What Face Sheet Pretreatment Is Required Before Bonding To Aluminum Honeycomb Core?
Delamination costs time and ruins your factory reputation. Untreated aluminum face sheets will never stick properly to the honeycomb core. You must apply the correct pretreatment first to ensure success.
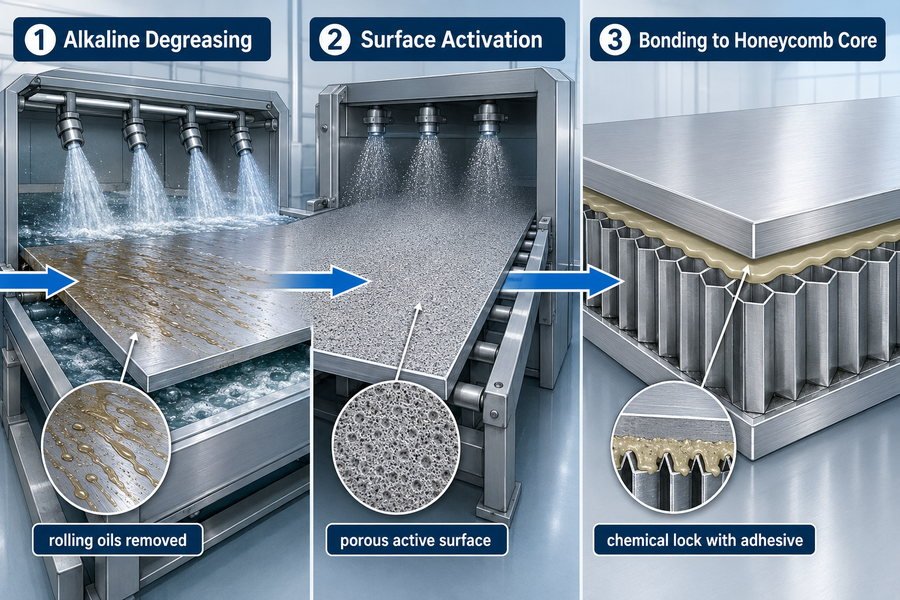
Before bonding, face sheets require a two-step pretreatment: first, alkaline degreasing to remove all rolling oils, followed by chemical conversion coating (like titanium-zirconium) or mechanical abrasion (sandblasting) to create a highly active, porous surface that chemically locks with the polyurethane or epoxy adhesive.
Removing Contaminants With Alkaline Degreasing
I learned a hard lesson early in my career at the outfitting factory. We tried to bond aluminum straight from the supplier. The panels failed the pull tests immediately. Aluminum sheets from the rolling mill are covered in heavy lubricating oils. Adhesives cannot stick to grease1. The first mandatory step is alkaline degreasing. We submerge the aluminum sheets in a 5% to 10% alkaline solution heated to 60°C for about five minutes. This hot chemical bath strips away all organic contaminants and rolling oils. If you skip this step, the adhesive will just float on the oil film. According to adhesive manufacturer guidelines from companies like Henkel, a water-break-free surface is required before bonding2. This means when you rinse the sheet, water should sheet off evenly, not form beads.
Creating Adhesion Through Chemical Conversion Or Mechanical Abrasion
Once the oil is gone, you must create a surface that the glue can grab. You have two choices. The first choice is a chemical conversion coating. In the past, factories used hexavalent chromium, but this is toxic3. Now, we use titanium-zirconium liquid baths. This process deposits a very thin, corrosion-resistant layer on the metal. The adhesive bonds strongly to this new chemical layer. The second choice is mechanical abrasion. You can use sandblasting machines with 120-grit aluminum oxide media to scratch the surface. Both methods work well. Chemical conversion is faster for mass production, while mechanical abrasion is cheaper to set up. Both methods increase the peel strength significantly4. A standard two-component polyurethane adhesive applied to an untreated surface might give a peel strength of 15 N/mm. The same adhesive on a treated surface will easily exceed 45 N/mm according to the ASTM D1781 test method.
| Pretreatment Method | Initial Equipment Cost | Production Speed | Environmental Impact | Typical Peel Strength (ASTM D1781) |
|---|---|---|---|---|
| Alkaline Degreasing | $5,000 - $10,000 | Fast | Moderate (Waste water) | N/A (Prep step only) |
| Titanium-Zirconium Chemical Conversion | $30,000 - $50,000 | Very Fast | Low | 45 - 55 N/mm |
| Mechanical Abrasion (Sandblasting) | $10,000 - $20,000 | Slow | High (Dust) | 40 - 50 N/mm |
How Does Native Oxide Layer Affect Face Sheet Bonding To Aluminum Honeycomb Core?
Do you trust bare aluminum metal? The natural skin on aluminum actually fights against your industrial adhesives. Let us see why this hidden layer causes major bond failure.
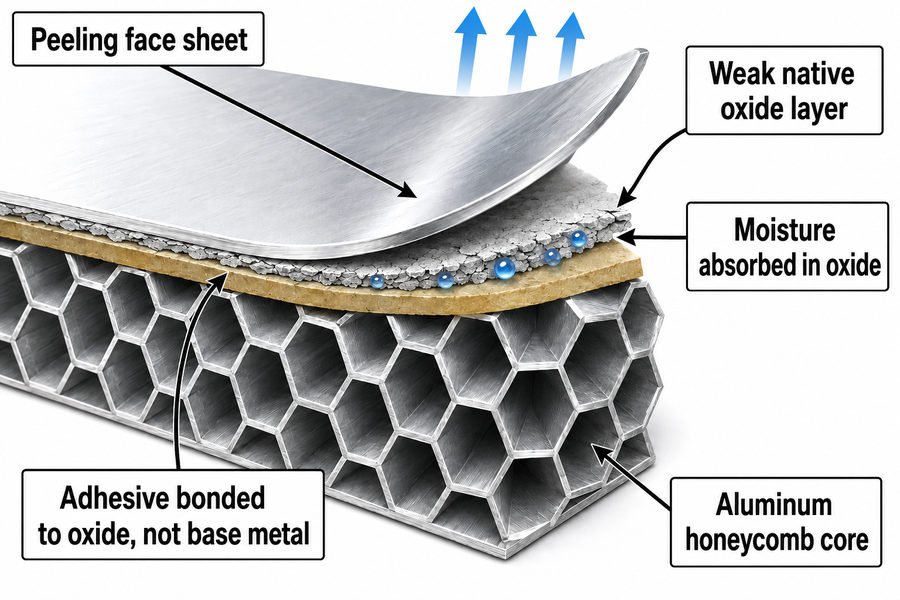
The native oxide layer on aluminum is weak, loosely attached, and easily absorbs moisture in marine environments. If not removed and replaced, adhesives bond only to this fragile layer, which peels away from the base metal under stress, causing complete panel delamination at very low load forces.
Weakness Of The Natural Oxide Skin On Aluminum Metal
Aluminum reacts with air instantly. A bare aluminum sheet grows a native oxide skin in seconds5. This natural layer is incredibly thin, usually around 0.005 micrometers thick6. Many buyers think this natural layer protects the metal. However, it is a huge problem for bonding. This native layer is physically weak and powdery. It is loosely attached to the raw aluminum underneath. In a marine environment, this layer acts like a sponge. It absorbs moisture from the humid sea air7. During one of my projects at Magellan Marine, a client used bare aluminum for ceiling panels. The adhesive bonded perfectly to the oxide layer. But when the ship experienced vibrations, the oxide layer tore away from the base aluminum. The panel delaminated completely. Under a microscope, you could see the glue was still stuck to the oxide dust, but the dust was separated from the metal sheet.
Replacing The Native Oxide Layer For Marine Panel Stability
You cannot bond to the native skin. You must remove it and replace it with a strong, artificial layer. After the alkaline cleaning process, we use an acid etching bath. A mild phosphoric acid solution strips away that weak native oxide layer. Immediately after etching, we force a new layer to grow under controlled conditions. This is often done through anodizing or the chemical conversion coating I mentioned earlier. An artificial anodized layer is usually 2 to 3 micrometers thick. That is 400 times thicker than the native layer. More importantly, this controlled layer is porous like a honeycomb on a microscopic level. The liquid adhesive flows deep into these pores. When the adhesive cures hard, it creates thousands of tiny mechanical anchors.8 This prevents the moisture absorption problem completely. It locks the face sheet to the honeycomb core permanently.
| Oxide Layer Type | Thickness | Attachment to Base Metal | Moisture Absorption | Suitability for Bonding |
|---|---|---|---|---|
| Native Oxide Layer | ~0.005 μm | Very Weak | High | Terrible |
| Controlled Anodized Layer | 2.0 - 3.0 μm | Extremely Strong | Low | Excellent |
| Chemical Conversion Layer | 0.5 - 1.0 μm | Strong | Very Low | Excellent |
What Face Sheet Flatness Tolerance Suits Marine Aluminum Honeycomb Panel Lamination?
Bumpy surfaces lead to rejected panels at the shipyard. If your aluminum sheets are not flat before pressing, you will get bubbles. Here is the strict standard you need.
Marine aluminum honeycomb panel lamination requires a face sheet flatness tolerance of 0.5 mm to 1.0 mm per meter. Sheets exceeding this tolerance create uneven glue lines, trap air pockets, cause unbonded dry spots, and fail the tight visual flatness tests demanded by major shipyards.
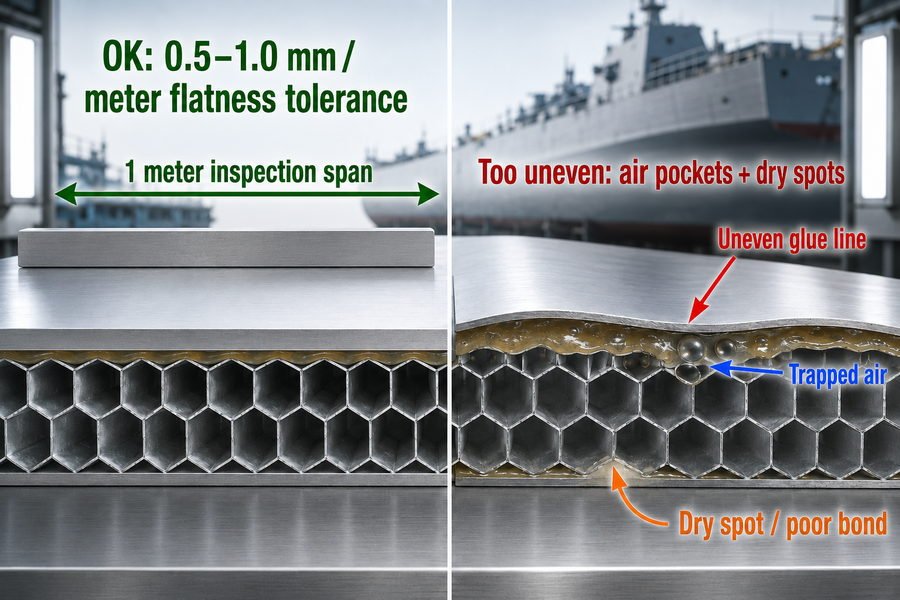
The Impact Of Poor Flatness Tolerance On Glue Lines
When we make marine panels, the layer of glue is very thin. We usually apply about 250 to 300 grams of two-part polyurethane adhesive per square meter. This creates a glue film that is only 0.2 mm to 0.3 mm thick.9 If your aluminum face sheet has a warp or a bump that is 1.5 mm high, the glue will not bridge the gap10. The metal will never touch the honeycomb core in that spot. This creates an unbonded area called a dry spot. Over time, temperature changes make the air inside that dry spot expand and contract. This action tears the surrounding glue apart.11 The dry spot grows bigger until the panel fails. I always tell my suppliers that the incoming aluminum coil must meet a strict flatness tolerance. You must keep the deviation under 1.0 mm for every meter of length. Ideally, it should be under 0.5 mm per meter.
Visual Standards And Flatness Testing For Marine Shipyards
Shipyards in Europe and the United States are very strict about interior decoration. When a corridor has dozens of wall panels lined up, any waviness looks terrible under the ceiling lights. They inspect panels using a long metal straight edge. They lay a two-meter ruler across the panel face. Then they try to slide metal feeler gauges under the ruler. According to ISO 2768 general tolerance standards for fine manufacturing, a gap larger than 1.0 mm will fail inspection. If the face sheet was wavy before you laminated it, the finished panel will be wavy too. The honeycomb core cannot force a bent metal sheet to become perfectly flat. To achieve this, factories must use a tension leveling machine. This machine pulls and stretches the raw aluminum sheet slightly to remove the waves before it goes to the glue station.
| Flatness Deviation per Meter | Glue Line Contact | Air Entrapment Risk | Shipyard Inspection Result |
|---|---|---|---|
| Under 0.5 mm | Excellent, full contact | Very Low | Pass with high praise |
| 0.5 mm to 1.0 mm | Good, acceptable contact | Low | Pass standard checks |
| 1.1 mm to 2.0 mm | Poor, dry spots occur | High | Fail, rejected by QA |
| Over 2.0 mm | Terrible, massive voids | Guaranteed | Complete rejection |
Why Does Mill Finish Aluminum Fail As Face Sheet On Marine Aluminum Honeycomb Panels?
Buying cheap mill finish aluminum seems like a great way to save money on your materials. But when your panels fall apart, the cheap choice becomes very expensive.
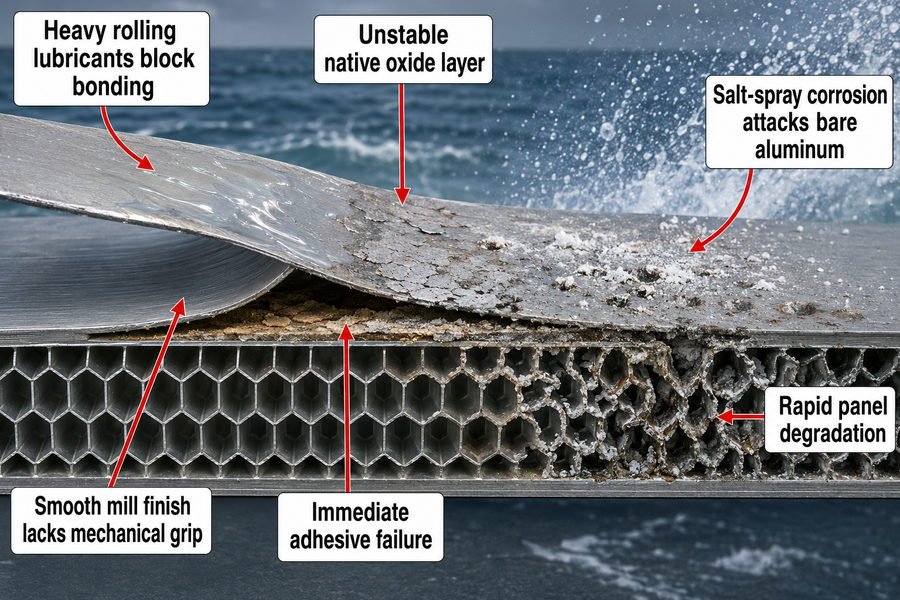
Mill finish aluminum fails completely as a marine face sheet because it contains heavy rolling lubricants, possesses an unstable native oxide skin, lacks the micro-roughness needed for mechanical grip, and offers zero resistance to salt-spray corrosion, leading to immediate adhesive failure and rapid panel degradation.
Rolling Lubricants And Unstable Oxide On Mill Finish Aluminum
Mill finish aluminum is exactly what it sounds like. It is the raw metal that comes straight out of the cold rolling mill at the aluminum factory. It is the cheapest option on the market. However, you should never use it for marine outfitting. First, the rolling process uses gallons of industrial lubricants12 to prevent the metal from sticking to the heavy steel rollers. These oils soak into the surface. When you apply glue to mill finish aluminum, you are just gluing to dirt and oil. The panel will delaminate easily.13 Second, as I discussed earlier, mill finish aluminum relies entirely on its unstable native oxide skin14. This skin is weak and fractures under pressure. If you try to pull a mill finish face sheet off a honeycomb core, it comes off cleanly with very little effort.
Lack Of Micro-Roughness And Zero Resistance To Salt-Spray Corrosion
Adhesives need tiny scratches and pores to grab onto. Mill finish aluminum is too smooth. It lacks the necessary micro-roughness for a good mechanical grip. Furthermore, ships operate in harsh saltwater environments. The air inside the ship is humid and contains salt. Bare mill finish aluminum has zero resistance to this salt-spray corrosion. According to the ASTM B117 salt spray test, mill finish aluminum will show white corrosion spots in less than 48 hours. When corrosion starts on the edge of a panel, it creeps underneath the adhesive line. This edge corrosion destroys the bond from the outside in. Treated and coated face sheets can survive over 1,000 hours in the same salt spray test without any corrosion creep. Buying mill finish saves you perhaps $2 per square meter upfront, but a replaced panel costs hundreds of dollars in labor and shipping.
| Surface Parameter | Mill Finish Aluminum | Treated Marine Aluminum | Impact on Panel Performance |
|---|---|---|---|
| Surface Oil Content | Very High | Zero | Causes total glue failure |
| Oxide Stability | Weak & Unstable | Strong & Stable | Causes peeling under stress |
| Micro-Roughness | Too Smooth | Optimized | Prevents mechanical locking |
| Salt Spray Survival (ASTM B117) | < 48 hours | > 1,000 hours | Causes rapid edge corrosion |
How Does Residual Coil Stress In Face Sheets Warp Marine Aluminum Honeycomb Panels?
You press a perfectly flat panel at the factory, but it curves like a banana an hour later. Internal stress in the metal coil is ruining your finished product.
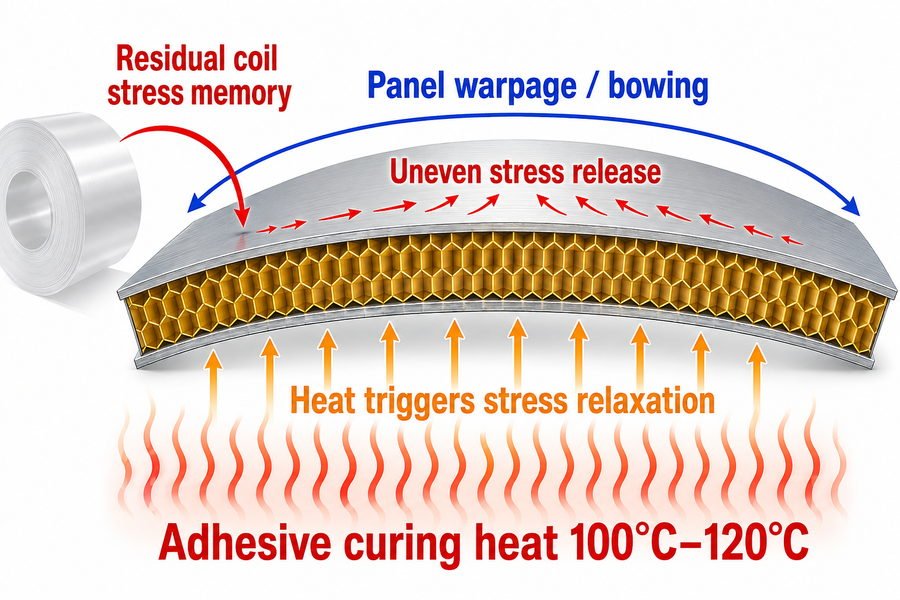
Residual coil stress causes panels to warp because the aluminum sheets retain mechanical memory from being rolled tightly. When heat is applied during the adhesive curing process (typically 100°C to 120°C), these trapped tensions release, causing the metal to expand unevenly and bowing the finished honeycomb panel.
The Source Of Residual Coil Stress In Rolled Aluminum Sheets
Aluminum for face sheets arrives at the factory in massive, heavy coils. The metal is wound tightly around a cardboard or steel core. Because the metal sits in this curved shape for months, it develops mechanical memory. The outer side of the sheet stretches, while the inner side compresses. This creates trapped energy inside the metal called residual coil stress15. If you just cut a sheet from the coil and glue it to a honeycomb core, that stress is still hiding inside. I remember a specific order of 50 marine fire doors we produced. We used untreated coil metal. A few days after we packed them, the client called. The doors had bowed out by 8 mm in the center. The latches would not even close. The residual coil stress had slowly pulled the entire strong honeycomb structure into a curve.
Thermal Curing Triggers Panel Warping During Production
The warping problem becomes much worse when you use heat. Most high-quality marine panel factories use a hot press machine to cure the adhesive quickly. We normally heat the press platens to between 100°C and 120°C for about 15 minutes. Heat softens the aluminum slightly. This heat acts like a trigger. It unlocks all the trapped residual coil stress at once. The top face sheet might expand differently than the bottom face sheet.16 When the panel comes out of the hot press and cools down, it warps violently17. To stop this, factories must run the raw aluminum through a tension leveling machine before cutting it. Tension leveling stretches the metal past its yield point by about 1% to 2%.18 This tiny stretch erases the mechanical memory completely. The stress is destroyed, and the metal stays perfectly flat even when heated to 120°C.
| Curing Temperature | Metal Status Before Pressing | Stress Release Reaction | Final Panel Condition (2400mm length) |
|---|---|---|---|
| Cold Press (20°C) | Raw Coil (Stressed) | Slow release over time | Bows 3 mm to 5 mm over weeks |
| Hot Press (120°C) | Raw Coil (Stressed) | Rapid, violent release | Bows 8 mm to 15 mm immediately |
| Hot Press (120°C) | Tension Leveled (No Stress) | Zero stress release | Perfectly flat (Under 1 mm bow) |
How Does Surface Roughness Value Of Face Sheets Influence Adhesive Spreading On Marine Honeycomb Panels?
If your glue does not spread well, the panel will lack strength. The secret to perfect adhesive coverage lies in the microscopic hills and valleys on your metal face sheet.
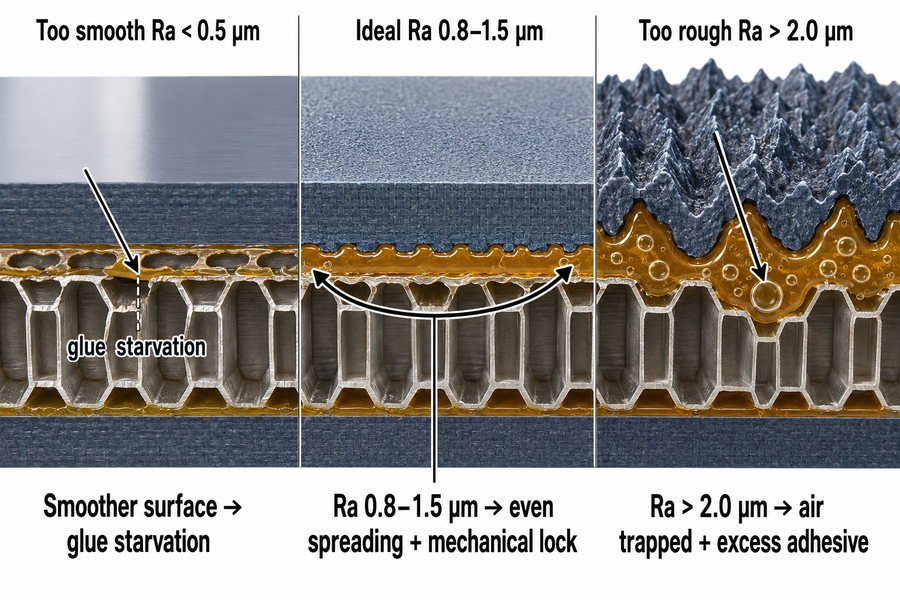
Surface roughness strictly controls adhesive spreading: an ideal Ra value of 0.8 to 1.5 micrometers allows polyurethane or epoxy adhesives to flow evenly and lock mechanically. Smoother surfaces (Ra < 0.5) cause glue starvation, while rougher surfaces (Ra > 2.0) trap air bubbles and consume excessive adhesive.
Why Smoother Surfaces Below Ra 0.5 Cause Glue Starvation
Surface roughness is measured as an "Ra" value using a special digital tool. Ra measures the average height of the microscopic hills and valleys on the metal.19 If the aluminum is polished or very smooth, its Ra value drops below 0.5 micrometers. This is a bad condition for marine panel lamination. When the surface is too smooth, liquid adhesive behaves like water on a glass window. It beads up or slides around instead of spreading evenly.20 When the heavy press closes down on the panel, the smooth surface gives the glue nothing to hold onto. The pressure squeezes too much glue out of the sides of the panel. This creates a problem called glue starvation. The final glue line becomes too thin to hold the panel together during ship movements.
Why Rougher Surfaces Above Ra 2.0 Trap Air And Waste Glue
You might think that rougher is always better. That is incorrect. If you over-sandblast the metal and push the Ra value above 2.0 micrometers, you create deep valleys on the surface. When you spread thick polyurethane adhesive, it cannot flow all the way to the bottom of these deep valleys. It bridges across the tops of the hills instead. This traps millions of microscopic air bubbles directly against the metal. Air bubbles severely weaken the bond.21 Furthermore, a rough surface eats a massive amount of glue. A normal surface requires about 300 grams of adhesive per square meter. A very rough surface might absorb 500 grams per square meter just to fill the valleys. Based on current chemical market prices, this jumps your glue cost from roughly $1.50 per square meter to $2.50 per square meter. The best balance for strength and cost is maintaining an Ra value exactly between 0.8 and 1.5 micrometers.22
| Surface Roughness (Ra Value) | Adhesive Flow Behavior | Air Entrapment Risk | Glue Consumption Rate | Overall Bond Quality |
|---|---|---|---|---|
| Below 0.5 μm (Too Smooth) | Slips away under pressure | Low | Low (Glue is squeezed out) | Poor (Glue Starvation) |
| 0.8 μm to 1.5 μm (Ideal) | Spreads evenly, locks well | Very Low | Normal (~300 g/m²) | Excellent (Maximum Strength) |
| Above 2.0 μm (Too Rough) | Bridges over deep valleys | High | High (~500 g/m²) | Poor (Air Bubbles & High Cost) |
Conclusion
Proper face sheet preparation, including pretreatment, native oxide removal, residual stress leveling, and precise roughness control, is non-negotiable for manufacturing durable marine aluminum honeycomb panels that pass strict shipyard inspections.
-
"[PDF] T-4431 - Mines Repository - Colorado School of Mines", https://repository.mines.edu/bitstreams/b28ef317-fe4b-4a76-a4c8-b58692a30491/download. Surface-preparation literature for adhesive bonding identifies oils, greases, and other low-surface-energy contaminants as barriers to wetting and durable adhesion on metals. Evidence role: mechanism; source type: education. Supports: Grease or rolling oil on aluminum prevents reliable adhesive bonding.. Scope note: This supports the general adhesion mechanism rather than proving failure for the specific panels described in the anecdote. ↩
-
"N95-31807", https://ntrs.nasa.gov/api/citations/19950025386/downloads/19950025386.pdf. Standard metal-cleaning and adhesive-bonding guidance uses the water-break test as an indicator that a surface is sufficiently free of hydrophobic contamination for subsequent coating or bonding steps. Evidence role: definition; source type: institution. Supports: A water-break-free rinse is a recognized cleanliness criterion before bonding or coating aluminum.. Scope note: The water-break test indicates surface cleanliness but does not by itself certify final bond strength. ↩
-
"[PDF] Occupational Exposure to Hexavalent Chromium - CDC", https://www.cdc.gov/niosh/docs/2013-128/pdfs/2013_128.pdf. Public-health and regulatory sources classify hexavalent chromium compounds as toxic and carcinogenic exposure hazards, which explains the move away from chromate-based conversion treatments in many industrial contexts. Evidence role: expert_consensus; source type: government. Supports: Hexavalent chromium used in older conversion coatings is toxic.. Scope note: The source would support the hazard of hexavalent chromium generally, not the specific replacement practices of every factory. ↩
-
"Assessment of Chemical Conversion Coatings for the Protection of ...", https://adsabs.harvard.edu/full/2008ESASM.276.....P. Studies of aluminum adhesive bonding report that chemical conversion coatings and mechanical abrasion can improve joint durability and peel or lap-shear performance by increasing surface cleanliness, roughness, and chemical bonding sites. Evidence role: general_support; source type: paper. Supports: Chemical conversion and mechanical abrasion pretreatments significantly improve adhesive peel strength on aluminum compared with untreated surfaces.. Scope note: Published strength values vary with alloy, adhesive chemistry, surface process parameters, and test geometry, so a source may support the direction of improvement without confirming the article’s exact N/mm figures. ↩
-
"Aluminium oxide - Wikipedia", https://en.wikipedia.org/wiki/Aluminium_oxide. Materials references describe aluminum as rapidly forming a thin, adherent oxide film when exposed to air, supporting the statement that bare aluminum oxidizes almost immediately after exposure. Evidence role: mechanism; source type: encyclopedia. Supports: A bare aluminum sheet grows a native oxide skin in seconds after exposure to air.. Scope note: The source would support rapid native oxide formation generally, not the exact timing under every humidity, alloy, or surface-preparation condition. ↩
-
"[PDF] Effect of native Al2O3 on the elastic response of nanoscale Al films", https://sites.esm.psu.edu/wiki/_media/research:suz10:2002_sm.pdf. Surface-science literature commonly reports naturally formed aluminum oxide films in the nanometer range, often about 2–5 nm, which is consistent with an approximate thickness of 0.005 micrometers. Evidence role: statistic; source type: paper. Supports: The natural oxide layer on aluminum is extremely thin, approximately 0.005 micrometers thick.. Scope note: Native oxide thickness varies with alloy, temperature, humidity, and exposure history, so the cited value should be treated as an approximate range rather than a universal constant. ↩
-
"Use of Hydration Inhibitors to Improve Bond Durability of Aluminum ...", https://ntrs.nasa.gov/citations/19860001784. Studies of aluminum adhesive bonding report that hydrated aluminum oxide or oxyhydroxide surface layers can form in humid environments and reduce bond durability, providing contextual support for moisture-related weakening of untreated aluminum surfaces. Evidence role: mechanism; source type: paper. Supports: The native oxide layer on aluminum can absorb or react with moisture in humid marine air, contributing to adhesive-bond weakness.. Scope note: This supports moisture interaction and bond degradation mechanisms generally; it does not prove that every native oxide layer behaves literally like a sponge or fails in all marine applications. ↩
-
"Advances in Through-Hole Anodic Aluminum Oxide (AAO ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12608754/. Research on anodized aluminum bonding describes porous anodic oxide morphologies that allow adhesive penetration and mechanical interlocking, supporting the proposed anchoring mechanism for improved adhesion. Evidence role: mechanism; source type: paper. Supports: Porous controlled anodized layers can allow adhesive penetration and mechanical anchoring, improving aluminum bond strength.. Scope note: The mechanism depends on anodizing chemistry, pore structure, adhesive viscosity, and curing conditions; the evidence supports the general mechanism rather than guaranteeing performance for a specific panel system. ↩
-
"[PDF] Bondability of ipê (Tabebuia spp.) wood using ambient-curing ...", https://research.fs.usda.gov/download/treesearch/53735.pdf. A materials or adhesive-engineering source can support that a wet adhesive spread rate of roughly 250–300 g/m² corresponds to a sub-millimetre bondline thickness when converted using adhesive density and solids content assumptions. Evidence role: mechanism; source type: paper. Supports: Applying about 250–300 g/m² of two-part polyurethane adhesive creates a glue film about 0.2–0.3 mm thick.. Scope note: This would verify the order-of-magnitude calculation rather than prove the exact thickness for every polyurethane adhesive formulation. ↩
-
"Towards Reliable Adhesive Bonding: A Comprehensive Review of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12195023/. Adhesive-bonding literature can support that structural adhesive joints require adequate wetting and intimate contact, and that excessive bondline gaps or voids reduce load transfer and may produce unbonded regions. Evidence role: mechanism; source type: paper. Supports: If an aluminum face sheet has a warp or bump much larger than the glue film thickness, the adhesive may not bridge the gap and may leave an unbonded dry spot.. Scope note: The source may establish the general bonding mechanism and gap sensitivity, while the specific 1.5 mm threshold depends on the adhesive rheology, press pressure, and panel geometry. ↩
-
"Towards Reliable Adhesive Bonding: A Comprehensive Review of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12195023/. Research on sandwich structures and adhesive joints under thermal cycling can support that temperature changes create cyclic stresses and can promote debond growth around voids or initial defects. Evidence role: mechanism; source type: paper. Supports: Temperature cycling can cause stresses around a dry spot or void, contributing to debond growth and eventual panel failure.. Scope note: Such studies usually demonstrate thermal-stress-driven degradation in controlled specimens; they may not directly prove failure progression for this exact marine panel design. ↩
-
"Surface quality of cold rolling aluminum strips under lubrication ...", https://www.academia.edu/6496907/Surface_quality_of_cold_rolling_aluminum_strips_under_lubrication_condition. Aluminum rolling literature describes the use of rolling oils/lubricants to reduce friction, prevent sticking, and control surface quality during cold rolling; this supports the statement that mill-finish sheet may carry processing-related lubricant residues. Evidence role: mechanism; source type: paper. Supports: The rolling process uses industrial lubricants that can remain on mill-finish aluminum surfaces.. Scope note: The source may establish lubricant use and residue risk generally, but it may not quantify residue levels for every mill-finish aluminum product. ↩
-
"[PDF] Process Specification for Adhesive Bonding - NASA", https://www.nasa.gov/wp-content/uploads/2023/03/prc-1001-current.pdf. Adhesion research and surface-preparation standards report that organic contamination such as oils and soils can reduce adhesive bond strength on aluminum by preventing intimate contact between adhesive and substrate; this supports the mechanism by which contaminated mill-finish surfaces may delaminate. Evidence role: mechanism; source type: paper. Supports: Oil or dirt on aluminum surfaces can reduce adhesive bonding and contribute to delamination.. Scope note: This evidence supports the bonding mechanism, but actual delamination risk depends on alloy, cleaning, adhesive chemistry, and service conditions. ↩
-
"A Simple Surface Treatment for Improving the Adhesive Bonding ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11676185/. Technical studies of aluminum adhesive bonding describe the naturally formed aluminum oxide/hydroxide layer as variable and often less durable for structural bonding than controlled pretreatments such as anodizing or conversion coatings; this supports the need to distinguish untreated mill-finish oxide from engineered bonding surfaces. Evidence role: mechanism; source type: paper. Supports: Untreated aluminum’s native oxide layer can be less stable or less reliable for adhesive bonding than treated oxide surfaces.. Scope note: The evidence is contextual: native oxide instability for bonding is surface-chemistry dependent and does not prove that every mill-finish sheet will fail under all loads. ↩
-
"[PDF] Finite Element Investigations of the Effect of Residual Stress in Cold ...", https://scholarsmine.mst.edu/cgi/viewcontent.cgi?article=1891&context=isccss. A materials-engineering source should document that bending and unbending sheet metal during coiling can leave through-thickness residual stresses associated with tensile strain on the outer radius and compressive strain on the inner radius. Evidence role: mechanism; source type: paper. Supports: Aluminum sheet wound in coils can retain residual stress caused by bending, with different strain states across the sheet thickness.. Scope note: The source may describe residual stress from bending/coiling generally rather than the exact aluminum coil, storage duration, or panel application in this article. ↩
-
"Investigation on the Curvature and Stress Distribution of Laminates ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9501945/. A source on sandwich panels or laminated composites should show that curvature can arise when bonded layers experience unequal thermal strain, residual stress, or coefficients of thermal expansion through the panel thickness. Evidence role: mechanism; source type: paper. Supports: Differential thermal strain between bonded face sheets or layers can create bending moments that warp a sandwich panel.. Scope note: This would support the general bending mechanism for layered panels, not necessarily prove that the top and bottom aluminum face sheets in the described factory always expand differently. ↩
-
"[PDF] Overcoming Residual Stresses and Machining Distortion in the ...", https://www.osti.gov/servlets/purl/922073. A peer-reviewed or institutional source on residual-stress relaxation should support that heating can accelerate redistribution or relief of residual stresses and that such stress release may produce distortion in metal parts or bonded panels. Evidence role: mechanism; source type: paper. Supports: Heating during production can accelerate residual-stress release and contribute to panel or sheet distortion.. Scope note: The source is likely to support heat-assisted residual-stress relaxation and distortion in principle, not the article’s specific description of the release as “violent” or the exact curing cycle. ↩
-
"Figure 5 - from ANALYSIS OF STRIP RESIDUAL CURVATURES IN", https://www.academia.edu/figures/1335983/figure-4-effect-of-tension-variation-on-residual-curvatures. An engineering handbook, research paper, or institutional technical source should describe tension leveling as a process that plastically elongates strip under tension to reduce shape defects and residual stresses, with typical elongation ranges when available. Evidence role: definition; source type: institution. Supports: Tension leveling plastically stretches sheet or strip to reduce residual stress and improve flatness, often using small controlled elongations.. Scope note: Published sources may confirm plastic elongation and stress reduction but may give a range that varies by alloy, temper, thickness, and equipment rather than exactly 1%–2%. ↩
-
"[PDF] nist surface roughness and step height calibrations", https://www.nist.gov/document/nistsurfcalibpdf. A surface metrology reference defines arithmetic average roughness, Ra, as the arithmetic mean of the absolute profile-height deviations from the mean line over a sampling length. Evidence role: definition; source type: encyclopedia. Supports: Ra is a surface roughness parameter that represents the average magnitude of microscopic height deviations on a metal surface.. Scope note: This definition explains the Ra parameter generally; it does not establish any adhesive-bonding threshold for aluminum surfaces. ↩
-
"Assessment of Surface Treatment Degree of Steel Sheets in ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9331830/. Adhesion and surface-science literature explains that wetting depends on surface energy and contact angle, and that poor wetting reduces adhesive spreading on low-energy or insufficiently prepared surfaces. Evidence role: mechanism; source type: paper. Supports: Very smooth or insufficiently prepared surfaces can reduce adhesive wetting and spreading, contributing to weaker bonding conditions.. Scope note: This supports the wetting mechanism generally; it may not directly prove that every aluminum surface below Ra 0.5 μm will bead or slide under the adhesive used here. ↩
-
"Towards Reliable Adhesive Bonding: A Comprehensive Review of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12195023/. Research on adhesive joints reports that voids and entrapped air in the bond line act as defects that reduce effective bonded area and can lower joint strength under load. Evidence role: mechanism; source type: paper. Supports: Entrapped air or voids at the metal–adhesive interface can weaken an adhesive bond.. Scope note: The source would support the general effect of voids in adhesive bonds; the number of bubbles and the precise strength loss depend on adhesive chemistry, surface preparation, and curing conditions. ↩
-
"[PDF] Influence of Surface Morphology on the Adhesive Strength ... - IDEALS", https://www.ideals.illinois.edu/items/301/bitstreams/2125/data.pdf. Studies of aluminum adhesive bonding indicate that intermediate surface roughness can improve mechanical interlocking and wetting compared with very smooth or excessively rough surfaces. Evidence role: expert_consensus; source type: paper. Supports: An intermediate aluminum surface roughness range can provide a better balance of adhesive bonding performance than surfaces that are too smooth or too rough.. Scope note: This would provide contextual support for an intermediate roughness target, but the exact 0.8–1.5 μm range is process-specific and would require validation for the particular aluminum alloy, adhesive, and marine-panel production method. ↩