Are your marine wall panels failing at sea? Choosing the wrong glue costs time and ruins shipyard trust. Let us find the exact adhesive you need for a lasting hold.
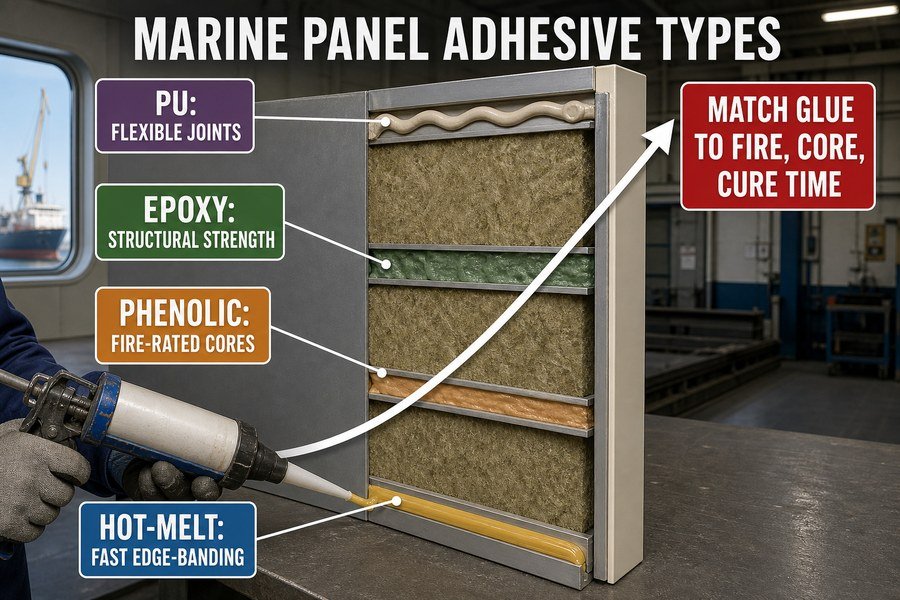
Marine accommodation panels primarily use four adhesive types: polyurethane (PU) for flexible joints, epoxy for high-strength structural bonding, phenolic resins for fire-rated cores like rockwool, and specific hot-melt adhesives for fast edge-banding. Your choice depends on fire safety standards, core materials, and required curing times.
I remember walking through a noisy factory floor when a batch of ceiling panels delaminated before shipping. It was a costly mistake driven by a bad adhesive choice. Do not stop reading if you want to avoid paying for expensive rework on your next cruise ship project.
Polyurethane vs Epoxy Adhesive: Which Suits Marine Accommodation Panels?
Trying to pick between PU and epoxy? A bad choice leads to cracked panel joints or slow production. Let me clear up this common factory debate.
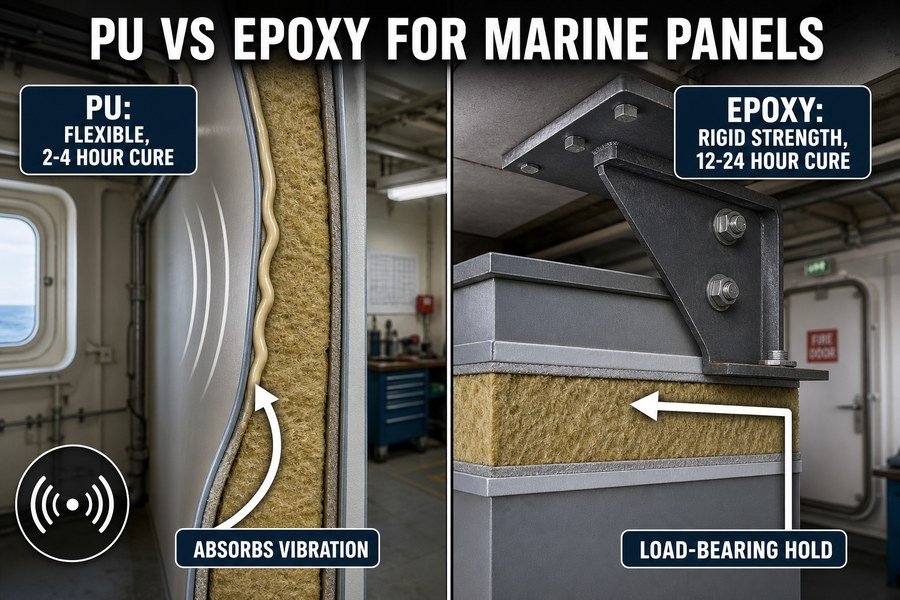
Polyurethane (PU) suits marine accommodation panels needing vibration-absorbing flexibility and faster 2-to-4-hour curing for standard assembly. Epoxy suits heavy-duty load-bearing panels requiring rigid structural strength, curing over 12-to-24 hours. Both are valid, but PU dominates standard interior walls, while epoxy secures high-stress floor and ceiling mounts.
Many procurement officers ask me which glue is better. The truth is, "better" depends on where the panel goes. A ship engine creates constant vibration. If you use a very hard glue on a standard wall panel, the vibration will crack the glue line over time1. This is why you must understand the difference between flexible and rigid bonds.
Flexibility and Curing Times of Polyurethane (PU) Adhesives
Polyurethane (PU) is the workhorse of marine interiors. I see it used in almost 80% of standard accommodation panel assemblies. It creates a flexible bond. When the ship rolls or the engine vibrates, the PU glue stretches slightly instead of breaking. According to typical manufacturer technical data, a two-part PU adhesive cures to a handling strength in just 2 to 4 hours at room temperature (20°C)2. This fast curing keeps factory production lines moving quickly. A standard PU adhesive costs about $4 to $6 per kilogram. It is the perfect choice for bonding PVC films to galvanized steel sheets or joining lightweight honeycomb cores.
High-Strength Applications for Epoxy Adhesives
Epoxy is completely different. It cures into a hard, rigid plastic. You do not use epoxy for standard walls because it is too brittle for normal ship vibrations. However, for heavy-duty load-bearing panels, epoxy is mandatory. For example, when you mount heavy floating floor panels or secure heavy ceiling tracks, you need massive strength. Based on ISO 527 testing standards, marine-grade epoxies deliver a tensile strength of 15 to 25 MPa3. They hold massive weights without failing. The downside is the time and cost. Epoxy takes 12 to 24 hours to cure fully. It also costs more, usually between $8 and $12 per kilogram. You only use epoxy where pure holding power is the top priority.
| Specification | Polyurethane (PU) Adhesive | Epoxy Adhesive |
|---|---|---|
| Primary Benefit | Flexibility and vibration absorption | Extreme structural strength |
| Typical Cure Time | 2 to 4 hours (at 20°C) | 12 to 24 hours (at 20°C) |
| Average Cost per KG | $4 - $6 | $8 - $12 |
| Tensile Strength | 5 - 10 MPa | 15 - 25 MPa |
| Best Marine Use | Standard wall panels, light skins | Load-bearing floors, heavy fixtures |
Why Are Phenolic Adhesives Common in Marine Accommodation Panels?
Wondering why fire-rated panels always seem to use the same dark glue? Ignoring this detail can fail your IMO fire tests. Here is why phenolic is standard.
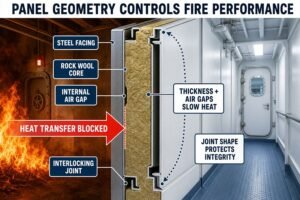
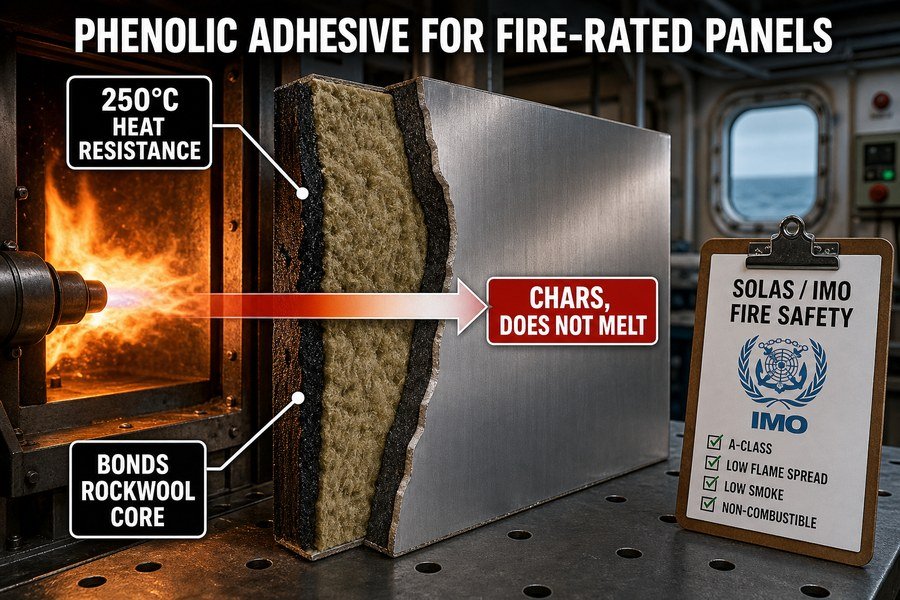
Phenolic adhesives are common in marine accommodation panels because they offer superior heat resistance up to 250°C, meet strict SOLAS non-combustibility rules, and bond perfectly with rockwool cores. They do not release toxic smoke during fires, making them the only reliable choice for A-class and B-class fire-rated bulkheads.
When you cut open a certified marine fire door or an A-60 wall panel, you will usually see a dark brown or reddish glue line next to the rockwool. My clients sometimes complain about this dark color, wishing for a clear glue. I always tell them the color does not matter; the fire rating is what keeps the ship safe and legal.
Heat Resistance and SOLAS Compliance of Phenolic Adhesives
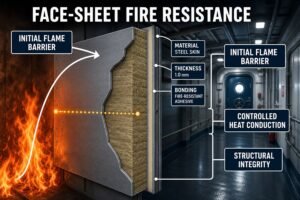
Phenolic adhesives are famous in the marine industry for one reason: they do not burn easily. Standard glues melt or catch fire at low temperatures. Phenolic resin can handle temperatures up to 250°C without breaking down.4 The Safety of Life at Sea (SOLAS) convention requires all materials in A-class and B-class divisions to strictly limit smoke and fire spread. When a fire breaks out, you cannot have your panel glue turning into liquid fuel or releasing toxic black smoke. Phenolic adhesives pass these strict IMO FTP Code Part 5 tests easily. They char instead of melting.5 This creates a safety barrier that keeps the steel skin attached to the core even during a severe cabin fire.
Bonding Rockwool Cores with Phenolic Adhesives
Beyond fire safety, phenolic glue works perfectly with rockwool. Rockwool is the standard insulation core for marine panels. It is dusty and fibrous. Many normal glues simply peel off the rockwool surface. Phenolic adhesives, especially when applied in a hot press machine at 120°C for 5 to 10 minutes, soak into the top layer of the rockwool and lock it tightly to the steel skin. In the Asian market, industrial phenolic resin costs around $3 to $5 per kilogram. It is highly cost-effective for mass production. You must use it if you want your rockwool panels to pass European and US shipyard inspections.
| Adhesive Type | Max Temperature Limit | Passes IMO Smoke Tests? | Best Core Material | Average Cost per KG |
|---|---|---|---|---|
| Phenolic Resin | 250°C | Yes | Rockwool | $3 - $5 |
| Standard PU | 90°C | Fails at high heat | Honeycomb, EPS | $4 - $6 |
| Water-based PVA | 60°C | Fails (melts) | Wood, Plywood | $1 - $2 |
Are Hot-Melt Adhesives Durable for Marine Accommodation Panels?
Fast production tempts many to use hot-melt glue. But will it hold up in a hot, rolling ship? Let us look at where it works and where it fails.
Hot-melt adhesives are highly durable for edge-banding and PVC laminating on marine accommodation panels, but they fail in structural joints. Ethylene Vinyl Acetate (EVA) melts around 80°C, while Polyurethane (PUR) hot-melts withstand 120°C and resist moisture. PUR provides lasting durability for marine interiors, whereas EVA risks delamination.

I once visited a factory that used cheap hot-melt glue to hold heavy steel skins together. They wanted to save money and time. Three months later, a ship sailed into a hot tropical climate, and the panels literally fell apart. The glue simply melted again. You must know the exact limits of hot-melt products.
Edge-Banding Applications Using Ethylene Vinyl Acetate (EVA) Hot-Melt
Hot-melt adhesives are solid at room temperature. You melt them in a machine, apply them, and they bond instantly as they cool. The most common type is Ethylene Vinyl Acetate (EVA). EVA is very cheap, costing only $2 to $3 per kilogram. Factories use it inside edge-banding machines to stick thin PVC strips to the sides of cut panels. This hides the rough edges. However, EVA is a thermoplastic. This means if the temperature gets hot again, the glue melts again. Standard EVA starts to soften at just 80°C.6 If a ship travels to the Middle East, the heat inside an uncooled cabin during drydock can easily loosen EVA edge-bands. You should never use EVA for anything structurally important.
Moisture Resistance and Temperature Limits of PUR Hot-Melt
If you want real durability from a fast-setting glue, you must upgrade to Polyurethane (PUR) hot-melt. PUR acts completely differently than EVA. After PUR cools and hardens, it pulls moisture from the air to trigger a chemical reaction called cross-linking7. Once it cross-links, it becomes a thermosetting plastic. It will never melt again. High-quality PUR hot-melts can easily withstand temperatures up to 120°C. They are also highly resistant to water, making them perfect for marine bathroom panels. PUR is more expensive, running about $6 to $9 per kilogram, and requires special sealed melting equipment. But it gives you the speed of a hot-melt with the strength and heat resistance needed for long-term marine durability.
| Feature | EVA Hot-Melt | PUR Hot-Melt |
|---|---|---|
| Chemical Type | Thermoplastic (Melts again) | Thermosetting (Cross-links, permanent) |
| Heat Resistance Limit | ~80°C | ~120°C |
| Moisture Resistance | Poor | Excellent |
| Average Cost per KG | $2 - $3 | $6 - $9 |
| Marine Application | Cheap edge-banding only | Premium edge-banding, PVC laminating |
Which Adhesive Resists Humidity Best in Marine Accommodation Panels?
Ocean air destroys cheap adhesives. If your panels absorb sea humidity, they will fall apart. Let us find out which glues block out the damp sea air best.
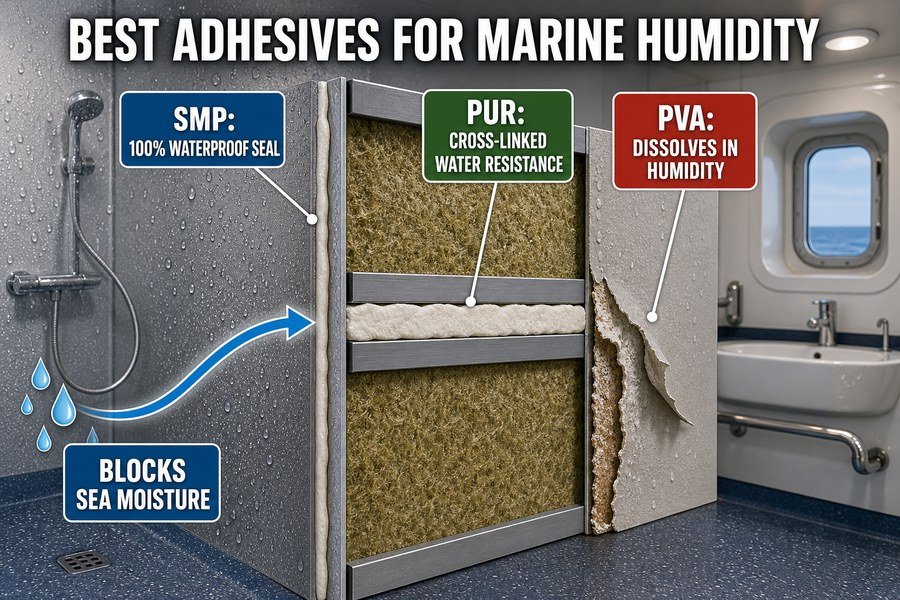
Silicone-modified polymers (SMP) and Polyurethane (PUR) adhesives resist humidity best in marine accommodation panels. SMP offers 100% waterproof sealing and UV resistance for wet areas like bathrooms. PUR provides a highly water-resistant, cross-linked structural bond. Both outperform standard water-based PVA glues, which dissolve under constant marine moisture.
Ships live in water. The air around them is full of salt and moisture. A standard cruise ship cabin often faces humidity levels above 80%8. I always tell buyers that if they use cheap indoor factory glues, their panels will bubble and peel within a year. You need adhesives built for the sea.
100% Waterproof Sealing with Silicone-Modified Polymers (SMP)
When dealing with extreme moisture, like inside modular wet units (marine bathrooms), Silicone-Modified Polymers (SMP) are the ultimate choice. SMP adhesives combine the strength of polyurethane with the extreme weather resistance of silicone9. They create a 100% waterproof barrier10. I recommend SMP for sealing panel joints in shower areas or exterior-facing bulkheads where condensation is heavy. Unlike pure silicone, SMP can be painted over, which is a huge advantage for interior decoration companies. The cost is high, ranging from $10 to $15 per kilogram, but they guarantee zero water penetration. They also resist UV light, meaning they will not turn yellow if placed near windows.
Cross-Linked Moisture Resistance of Polyurethane (PUR)
For the main body of the accommodation panel, Polyurethane (PUR) is the best defense against general sea humidity. As I mentioned before, PUR cross-links with moisture in the air11. Ironically, the damp marine air actually makes the PUR bond stronger during the curing process. Once cured, it blocks water from entering the panel core. It costs about $6 to $9 per kilogram. In contrast, many cheap factories try to use water-based PVA (Polyvinyl Acetate) glue to save money. PVA only costs $1 to $2 per kilogram. But PVA is water-soluble. If cabin humidity stays above 70% for weeks, the PVA glue softens and the steel skin peels away from the core. Never let your supplier use PVA for marine panels.
| Adhesive Material | Humidity Resistance | Cost per KG | Best Used For |
|---|---|---|---|
| SMP (Silicone-Modified) | 100% Waterproof | $10 - $15 | Bathroom units, wet area joint sealing |
| PUR (Polyurethane) | Highly Resistant | $6 - $9 | Main structural panel bonding |
| PVA (Water-based) | Very Poor (Dissolves) | $1 - $2 | Do NOT use in marine panels |
Which Standards Govern Marine Accommodation Panel Adhesives?
Using uncertified glue will get your panels rejected by marine surveyors. Avoid costly fines by knowing exactly which maritime rules you must follow.
Marine accommodation panel adhesives are governed by the IMO Fire Test Procedures (FTP) Code Part 5 for surface flammability, SOLAS Chapter II-2 for fire safety, and MED (Marine Equipment Directive) for European wheelmark certification. Adhesives must also pass ISO 9001 quality checks and local VOC emission standards.

A procurement officer once bought a massive container of beautiful wall panels. But she forgot to check the glue certificates. The local port authority inspector halted the ship construction because the panels lacked the correct marine stamps. She had to throw all the panels away. Do not let this happen to you.
Meeting IMO FTP Code Part 5 and SOLAS Chapter II-2 Requirements
The safety of everyone on a ship relies on the International Maritime Organization (IMO). For adhesives, the most critical rule is the IMO Fire Test Procedures (FTP) Code Part 5. This code tests for "low flame spread." They put the glued panel into a testing furnace. The glue must not help the fire spread across the room. Also, under SOLAS Chapter II-2, the materials used in A, B, and C class divisions must not produce excessive smoke or toxic products. When you buy panels, you must ask the factory for their IMO Part 5 test reports. Testing a material in a certified lab costs over $5,00012, so cheap factories often skip it. Always demand the official paperwork.
Securing MED Wheelmark Certification and ISO Standards for Adhesives
If you are doing interior decoration for large shipyards in Europe or the United States, you must know about the MED. The Marine Equipment Directive (MED) gives approved products a "Wheelmark" stamp. Ships registered in the European Union legally require Wheelmark-certified materials.13 The adhesive manufacturer must prove their product passes all IMO tests to get this mark. Furthermore, the factory must operate under ISO 9001 quality management standards. This ensures every batch of glue has the same strength and fire resistance as the batch tested in the lab. A Wheelmark is your proof that the glue is safe, legal, and ready for global waters.
| Standard / Certification | Issuing Body | Primary Focus for Adhesives |
|---|---|---|
| IMO FTP Code Part 5 | IMO | Low flame spread and low smoke toxicity |
| SOLAS Chapter II-2 | IMO | General fire safety and material restrictions |
| MED (Wheelmark) | European Union | Legal approval for use on European-flagged ships |
| ISO 9001 | ISO | Factory quality control consistency |
Do Solvent Adhesives Breach VOC Limits in Marine Accommodation Panels?
Strong smells in your panels mean high VOCs. This can fail health inspections and ruin a shipyard deal. Here is the truth about solvent glues and emissions.
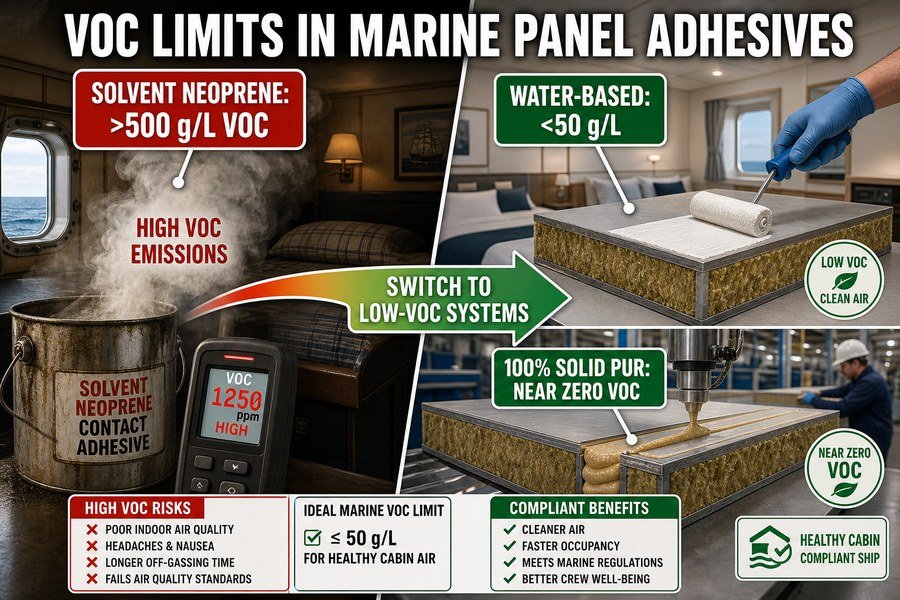
Yes, traditional solvent-based neoprene adhesives often breach the strict Volatile Organic Compound (VOC) limits set by marine regulations. To comply with limits below 50 grams per liter, marine outfitting factories must switch to water-based contact adhesives or 100% solid PUR adhesives, which emit almost zero harmful gases.
Walk into an old panel factory, and your eyes will water from the harsh chemical smell. Those are Volatile Organic Compounds (VOCs) evaporating into the air. Modern ship owners, especially in the luxury cruise sector, will not accept smelly, toxic panels in passenger cabins.
High Emissions in Traditional Solvent-Based Neoprene Adhesives
For decades, marine factories used solvent-based neoprene contact adhesives. They are cheap, costing about $3 per kilogram, and they dry incredibly fast. However, the liquid solvent evaporates and releases massive amounts of VOCs. A standard solvent adhesive can contain over 500 grams of VOCs per liter14. When these panels are installed inside a small, enclosed ship cabin, the gases build up15. This causes headaches for passengers16 and fails modern indoor air quality tests. Many global maritime environmental standards, as well as green building codes like LEED (which some luxury ships follow), strictly ban high-VOC materials17. If an inspector uses a gas meter in the cabin and finds high levels, your project is in trouble.
Transitioning to Water-Based and 100% Solid PUR Adhesives
To solve this, smart factories now use low-VOC alternatives. The first option is water-based contact adhesives. Instead of harmful chemicals, they use water to carry the glue. They have VOC levels well below 50 grams per liter. They take a bit longer to dry, but they are perfectly safe. They cost around $5 to $8 per kilogram. The second, and better, option is using 100% solid PUR adhesives. Because PUR is applied as a solid melt and cures via air moisture, it contains absolutely no solvents. Its VOC emission is near zero. If you are decorating ships for US or European clients, you must insist on water-based or 100% solid adhesives to easily pass air quality audits.
| Adhesive Type | Typical VOC Content | Smell / Toxicity | Average Cost per KG |
|---|---|---|---|
| Solvent-Based Neoprene | > 500 g/L | Very strong, toxic | $3 |
| Water-Based Contact | < 50 g/L | Mild, non-toxic | $5 - $8 |
| 100% Solid PUR | Near 0 g/L | None | $6 - $9 |
How Do Adhesive Calorific Values Affect Marine Accommodation Panel IMO Certification?
Did you know the energy inside your glue can fail a fire test? Calorific value is a hidden trap. Let me show you how to keep it low.
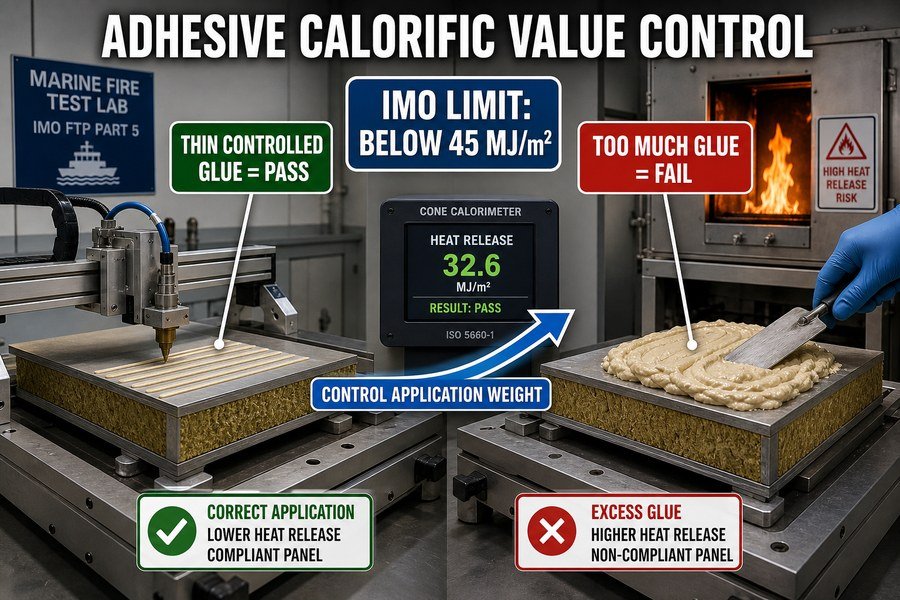
Adhesive calorific values affect IMO certification because the IMO FTP Code Part 1 requires combustible materials in A-class and B-class panels to have a gross calorific value below 45 MJ/m². If the adhesive burns too hot and exceeds this limit, the entire panel fails mandatory marine fire safety tests.
This is the most technical part of marine outfitting, but it is also the place where most buyers get tricked. I have seen panels look perfect, but they fail the lab test because the factory used too much glue. The fire test lab measures the hidden energy in the panel.
Understanding the 45 MJ/m² Limit in IMO FTP Code Part 1
Calorific value is simply a measure of how much heat energy a material releases when it burns.18 In marine safety, this is strictly controlled. IMO FTP Code Part 1 states that any combustible material used on a non-combustible core (like glue on rockwool) must not have a gross calorific value exceeding 45 Megajoules per square meter (45 MJ/m²). Why does this matter? Because in a fire, heat spreads the fire. If your adhesive has a high calorific value, it acts like gasoline. Even if the steel skin is fireproof, the burning glue behind the steel will generate enough heat to ignite the cabin next door. If the lab test shows a value of 46 MJ/m², the panel is instantly rejected.
Managing Adhesive Application Weight to Pass Fire Safety Tests
Here is the practical problem: every adhesive has a set energy value, usually measured in Megajoules per kilogram (MJ/kg). Typical PU glue might have a calorific value of 30 MJ/kg.19 To stay under the 45 MJ/m² limit, the factory must tightly control how much glue they spread on the panel. If they apply 1 kilogram of glue per square meter, the value is 30 MJ/m²20 (which passes). But if a lazy worker applies a thick layer of 2 kilograms per square meter, the value hits 60 MJ/m², and the panel fails certification. This is why you must buy from factories with automated glue-spreading machines. Machines ensure a precise 100 to 150 grams of glue per square meter, keeping the calorific value safely below the legal limit.
| Variable | Good Factory Practice (Automated) | Bad Factory Practice (Manual) |
|---|---|---|
| Adhesive Energy (MJ/kg) | 30 MJ/kg | 30 MJ/kg |
| Glue Applied per m² | 0.5 kg | 2.0 kg |
| Total Calorific Value | 15 MJ/m² | 60 MJ/m² |
| IMO Part 1 Result | PASS (Below 45 MJ/m²) | FAIL (Above 45 MJ/m²) |
Conclusion
Choosing the right marine adhesive ensures your panels pass strict IMO safety tests, survive harsh sea humidity, and meet standard cabin VOC rules without expensive rework or delays.
-
"[PDF] fatigue crack propagation in an epoxy polymer - IDEALS", https://www.ideals.illinois.edu/items/119983/bitstreams/393580/data.pdf. Studies of adhesively bonded joints under cyclic loading describe fatigue damage and crack growth as common failure mechanisms, supporting the need to account for vibration when selecting adhesive stiffness. Evidence role: mechanism; source type: paper. Supports: A very hard adhesive used on a standard wall panel may crack at the glue line over time under ship vibration.. Scope note: This supports the general mechanical mechanism rather than proving failure in the specific ship wall-panel configuration described. ↩
-
"[PDF] POLYURETHANE ADHESIVE WITH IMPROVED HIGH ...", https://ntrs.nasa.gov/api/citations/19770023338/downloads/19770023338.pdf. Representative technical data for two-component polyurethane adhesives report handling or initial strength development within a few hours at approximately room temperature, supporting the stated production-relevant cure range. Evidence role: general_support; source type: other. Supports: A two-part PU adhesive can reach handling strength in 2 to 4 hours at about 20°C.. Scope note: Cure time varies by formulation, bond-line thickness, substrate, humidity, and temperature; the source would support typical examples rather than all PU adhesives. ↩
-
"Rate-Dependent Tensile Behavior of Glass Fiber Composites ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12349353/. ISO 527 describes standardized tensile testing for plastics, and representative epoxy adhesive or cured-resin data can support tensile-strength values in the stated MPa range. Evidence role: general_support; source type: institution. Supports: Marine-grade epoxies can have tensile strengths of 15 to 25 MPa when measured using tensile testing standards such as ISO 527.. Scope note: ISO 527 specifies a test method rather than strength requirements, and reported values may differ between cured resin specimens and adhesive joints. ↩
-
"Effect of Heat Treatment under Different Atmospheres on the ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10892300/. Thermal analysis studies of phenolic resins report substantial thermal stability and char formation, with major decomposition generally occurring above the low-hundreds °C range; this supports the characterization of phenolic adhesives as more heat-resistant than many common organic adhesives. Evidence role: mechanism; source type: paper. Supports: Phenolic resin can handle temperatures up to 250°C without breaking down.. Scope note: The exact service temperature depends on resin formulation, filler content, cure conditions, and test method, so a source may support the general range rather than prove every marine adhesive remains intact at 250°C. ↩
-
"[PDF] STUDY TO DETERMINE THE THERMOPHYSICAL PROPERTIES ...", https://ntrs.nasa.gov/api/citations/19670023252/downloads/19670023252.pdf. Materials research on phenolic resins describes their tendency to form a carbonaceous char during heating, a behavior associated with their use in fire-resistant composites and ablative materials. Evidence role: mechanism; source type: paper. Supports: Phenolic adhesives char rather than simply melting under fire exposure.. Scope note: This supports the general thermal-degradation mechanism of phenolic resins, not the certified performance of any specific adhesive formulation in a marine panel assembly. ↩
-
"The formulation and characterization of hot melt adhesive from ethyl ...", https://www.academia.edu/74508347/The_formulation_and_characterization_of_hot_melt_adhesive_from_ethyl_vinyl_acetate_for_packaging_industry. A polymer reference or experimental study on EVA hot-melt adhesives reports softening-point or ring-and-ball values in the approximate 80°C range for common EVA-based formulations. Evidence role: statistic; source type: paper. Supports: Standard EVA hot-melt adhesives can begin to soften at about 80°C.. Scope note: Softening temperature depends on vinyl acetate content, wax/resin additives, and formulation, so the figure should be presented as typical rather than universal. ↩
-
"Mechanism and kinetics of moisture-curing process of reactive hot ...", https://ui.adsabs.harvard.edu/abs/2020CEJA....400051S. A technical review of reactive polyurethane hot-melt adhesives explains that isocyanate-terminated PUR hot melts cure by reaction with ambient moisture, forming cross-linked polyurethane networks after the initial cooling and setting stage. Evidence role: mechanism; source type: paper. Supports: PUR hot-melt adhesives cure by moisture-triggered cross-linking after cooling.. Scope note: The mechanism applies to reactive PUR hot-melt systems; non-reactive polyurethane adhesives or incompletely cured materials may not show the same irreversible network formation. ↩
-
"Optimization of Cockpit Ventilation for Polar Cruise Ships in ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9407560/. A measurement-based study or marine HVAC report on ship accommodation indoor climate can substantiate that relative humidity in cabins may reach or exceed 80% under some operating or ventilation conditions. Evidence role: statistic; source type: paper. Supports: A standard cruise ship cabin often faces humidity levels above 80%.. Scope note: Such evidence would support possible or observed high-humidity conditions, not prove that every standard cruise ship cabin often remains above 80% humidity. ↩
-
"Silyl modified polymers", https://en.wikipedia.org/wiki/Silyl_modified_polymers. A polymer chemistry review or materials reference describing silane-modified polymers as hybrid sealants with polyurethane-like mechanical properties and silicone-like weathering resistance would support this characterization. Evidence role: definition; source type: paper. Supports: SMP adhesives combine polyurethane-type strength with silicone-type weather resistance.. Scope note: The comparison is general; exact strength and weathering performance depend on the specific SMP formulation and test method. ↩
-
"Research on the Optimization and Regulation Mechanism of ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12113140/. Standardized sealant testing or independent materials research showing low water permeability and wet-area sealing performance for SMP/MS-polymer sealants would support their use as waterproofing sealants in defined conditions. Evidence role: general_support; source type: institution. Supports: SMP adhesives can create a waterproof sealing barrier in wet marine applications.. Scope note: Laboratory or standards-based results would not establish a literal 100% waterproof barrier or guarantee zero leakage in all joint designs and installations. ↩
-
"Moisture cure polyurethane - Wikipedia", https://en.wikipedia.org/wiki/Moisture_cure_polyurethane. Polyurethane chemistry references describe moisture-curing polyurethane adhesives as reacting with atmospheric water to form cross-linked polymer networks, supporting the stated curing mechanism. Evidence role: mechanism; source type: education. Supports: PUR adhesives cross-link through a moisture-curing reaction with water in the air.. Scope note: The source would support the curing mechanism, but not necessarily the separate claim that damp marine air always makes the final bond stronger. ↩
-
"[PDF] Master Fee Schedule - City of Gresham", https://www.greshamoregon.gov/globalassets/city-departments/budget-and-finance/master-fee-schedule.pdf. Published testing-laboratory fee schedules or procurement documents can document that IMO FTP or marine fire-test programs may cost several thousand U.S. dollars, providing context for the article’s stated cost threshold. Evidence role: statistic; source type: institution. Supports: Certified marine fire testing for materials can cost more than US$5,000.. Scope note: Testing prices vary by laboratory, country, test package, specimen preparation, and certification scope; a fee schedule would support an approximate cost context rather than a universal minimum. ↩
-
"Directive 96/98/EC - Wikipedia", https://en.wikipedia.org/wiki/Directive_96/98/EC. The EU Marine Equipment Directive requires equipment within its scope and placed on board EU-flagged ships to comply with the Directive and bear the Wheelmark, indicating conformity with applicable international testing standards. Evidence role: general_support; source type: government. Supports: Covered marine equipment installed on EU-flagged ships must comply with the Marine Equipment Directive and carry the Wheelmark.. Scope note: This supports the legal requirement for covered marine equipment on EU-flagged ships; it should not be read as proving that every interior material or adhesive is always within the Directive’s scope. ↩
-
"[PDF] Volatile Organic Compounds - EPA", https://www.epa.gov/sites/default/files/2017-06/documents/dc_20_dcmr_ch_7_sects_743_thru_749_adhesives_solvents.pdf. A technical or regulatory source on adhesive VOC content should document that solvent-based contact adhesives can have VOC contents in the several-hundred-grams-per-liter range, including values exceeding 500 g/L in some formulations. Evidence role: statistic; source type: government. Supports: A standard solvent adhesive can contain over 500 grams of VOCs per liter.. Scope note: VOC content varies by formulation, jurisdictional test method, and whether the figure is reported less water/exempt compounds. ↩
-
"Volatile Organic Compounds' Impact on Indoor Air Quality | US EPA", https://www.epa.gov/indoor-air-quality-iaq/volatile-organic-compounds-impact-indoor-air-quality. Indoor-air-quality guidance from a government or international health body should support that VOCs emitted from materials can accumulate indoors when ventilation is limited. Evidence role: mechanism; source type: government. Supports: When VOC-emitting panels are installed inside a small, enclosed ship cabin, the gases can build up.. Scope note: Such sources generally describe indoor environments broadly and may not directly measure VOC accumulation in ship cabins. ↩
-
"Volatile Organic Compounds in Indoor Air: Sampling, Determination ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12115474/. Public-health guidance should support that exposure to elevated VOC concentrations is associated with acute symptoms such as headaches and irritation. Evidence role: expert_consensus; source type: government. Supports: VOCs released in cabins can cause headaches for occupants.. Scope note: This would support the general health association, not prove that a specific panel installation caused symptoms in passengers. ↩
-
"NR Non-toxic Materials | NJ Green Building Manual", https://greenmanual.rutgers.edu/nr-non-toxic-materials/. USGBC LEED documentation should support that LEED low-emitting-materials credits impose VOC-content and emissions criteria for products such as adhesives and sealants. Evidence role: general_support; source type: institution. Supports: Green building frameworks such as LEED restrict or discourage high-VOC materials through low-emitting-material criteria.. Scope note: LEED is a voluntary rating system and typically uses credit requirements and thresholds rather than a universal legal ban; cruise-ship adoption would need separate project-specific evidence. ↩
-
"Heat of combustion - Wikipedia", https://en.wikipedia.org/wiki/Heat_of_combustion. A standard fire-testing or materials reference defines gross calorific value/heat of combustion as the heat released by complete combustion of a specified amount of material, supporting the article’s use of the term in fire-safety assessment. Evidence role: definition; source type: institution. Supports: Calorific value measures the heat energy released when a material burns.. ↩
-
"[PDF] assessing post-fire combustion of polyurethane t - OSTI.GOV", https://www.osti.gov/servlets/purl/10148842. Published fire-science or materials data on polyurethane and polyurethane-based adhesives report heats of combustion in the tens of MJ/kg range, giving contextual support for using approximately 30 MJ/kg in illustrative fire-load calculations. Evidence role: statistic; source type: paper. Supports: A typical polyurethane adhesive may have a calorific value around 30 MJ/kg.. Scope note: The value is material- and formulation-dependent; a source can support the order of magnitude but not prove that every PU adhesive has exactly 30 MJ/kg. ↩
-
"[PDF] simplified fire growth calculations", https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=861184. Fire-load calculations express energy per unit area by multiplying a material’s calorific value per unit mass by the mass applied per unit area, supporting the article’s conversion from MJ/kg and kg/m² to MJ/m². Evidence role: mechanism; source type: education. Supports: Applying 1 kg/m² of an adhesive with a calorific value of 30 MJ/kg results in 30 MJ/m² of calorific value per unit area.. Scope note: This supports the calculation method, not the assumed adhesive formulation or the actual application rate in a given factory. ↩