
Are your marine wall panels failing after installation? Delamination ruins projects and hurts your profit. I will show you how to inspect panel bonding to ensure top quality.
Bonding quality in marine accommodation panels is inspected through a combination of destructive tests (like peel and tensile strength tests) and non-destructive testing (NDT) methods (such as ultrasonic testing, tap testing, and thermography). These methods verify adhesive uniformity, detect hidden voids, and ensure SOLAS compliance.

You might think a simple visual check is enough. But hidden flaws cost you time and money. Let me break down the exact tests you need to know.
Which Tests Detect Delamination in Marine Accommodation Panels?
Does the surface of your marine ceiling panel peel off easily? Poor adhesion causes fast delamination. Let us look at the exact tests to stop this problem.
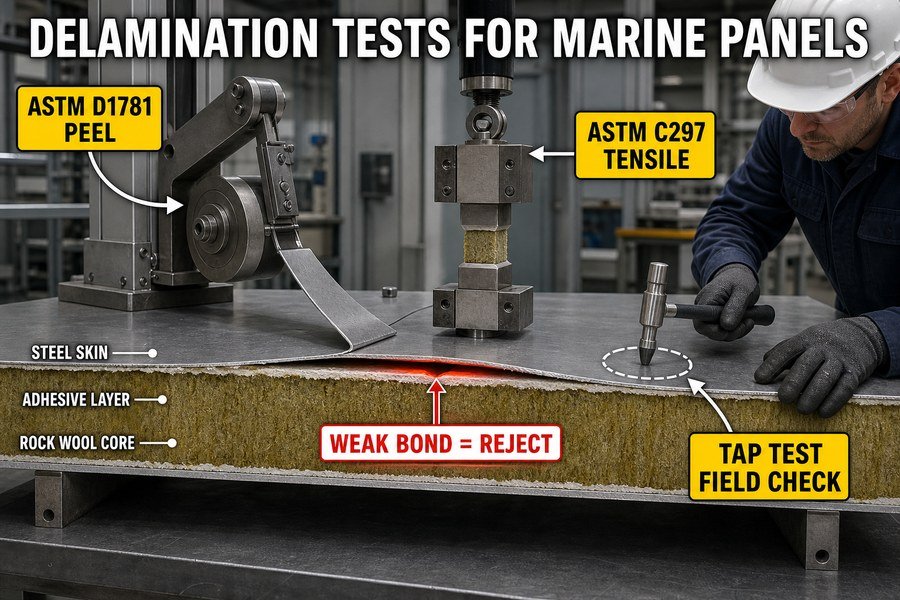
Three main tests detect delamination in marine panels: the Climbing Drum Peel Test (ASTM D1781) for surface adhesion, the Flatwise Tensile Test (ASTM C297) for core-to-skin bond strength, and the manual Tap Test for quick field checks. All three ensure layers stay securely attached.
Knowing the test names is just the start. You need to know how they work and why marine outfitting factories use them.
Climbing Drum Peel Test (ASTM D1781) for Surface Adhesion
When I worked at the factory, we used the Climbing Drum Peel Test every day. This test checks how well the metal skin sticks to the core material. The machine rolls a drum over the panel. It pulls the skin away from the core. We measure the force needed to peel the skin. The standard we follow is ASTM D1781. This test is great for sandwich panels. If the skin peels too easily, the glue is bad. The factory must reject the batch. We usually test a small sample from every production run. This prevents bad panels from reaching your shipyard.
Flatwise Tensile Test (ASTM C297) for Core-to-Skin Bond Strength
The second test is the Flatwise Tensile Test. We use the ASTM C297 standard for this. This test pulls the panel apart in a straight line. We glue metal blocks to both sides of the panel sample. Then, a machine pulls the blocks in opposite directions. This shows us the bond strength between the core and the skin. For a standard rockwool marine wall panel, the flatwise tensile strength must be at least 0.1 MPa (Megapascals) according to general marine class rules1. If the core breaks before the glue fails, the bond is strong enough.
Manual Tap Test for Quick Field Checks
The third test is the manual Tap Test. This is the oldest trick in the book. You do not need a machine. You just need a coin or a small hammer. You tap the surface of the marine accommodation panel. A good bond makes a sharp, clear sound. A bad bond makes a dull, flat sound.2 We use this test to quickly check large areas. It cannot give us exact numbers. But it finds big problems fast.
| Delamination Test Method | Main Purpose | Testing Standard / Tool | Output Type |
|---|---|---|---|
| Climbing Drum Peel Test | Measures surface skin adhesion | ASTM D1781 | Quantitative (Force in N/mm) |
| Flatwise Tensile Test | Measures core-to-skin strength | ASTM C297 | Quantitative (Strength in MPa) |
| Manual Tap Test | Finds large unbonded areas | Coin or Tap Hammer | Qualitative (Sound difference) |
What Peel Strength Is Acceptable for Marine Accommodation Panels?
Are you unsure if the panel glue is strong enough? Weak peel strength means the finish will fall off. I will give you the exact numbers you need.
The acceptable peel strength for marine accommodation panels depends on the materials. For PVC film on steel skins, it must exceed 1.5 N/mm (ISO 8510-2). For metal skins bonded to a rockwool core, the flatwise tensile peel equivalent must exceed 0.1 MPa to meet general marine standards.

Getting these numbers right is the key to buying good panels. Let me explain the specific peel strength requirements for different panel types.
Acceptable Peel Strength for PVC Film on Steel Skins
Many marine panels have a PVC film finish on top of a galvanized steel skin. This film gives the panel its color and texture. If the peel strength is low, the film will blister. It will peel off in hot or humid ship cabins. The standard peel strength for PVC film on steel is tested using the 180-degree peel test (ISO 8510-2). The acceptable value must exceed 1.5 N/mm (Newtons per millimeter). I always tell my clients to ask for a test report showing at least 1.8 N/mm. This gives you a safe margin. If the factory uses cheap glue, the value will drop below 1.0 N/mm. You must reject those panels.
Acceptable Peel Strength for Metal Skins to Rockwool Core
The main structure of a marine fire panel is the metal skin bonded to the rockwool core. We cannot use a simple 180-degree peel test for this. The rockwool is too soft. Instead, we measure the bond using flatwise tensile strength. But we often convert this to a working understanding of "peel resistance." The acceptable tensile strength must exceed 0.1 MPa (100 kPa)3 according to standard shipyard specifications. When we test this in the lab, we want the rockwool fibers to tear before the glue breaks. This is called a "cohesive failure." If the glue breaks first, it is an "adhesive failure." Adhesive failure means the factory did not use enough glue or the pressing temperature was wrong.
| Material Combination | Test Method | Minimum Acceptable Value | Failure Type Desired |
|---|---|---|---|
| PVC Film to Steel Skin | 180-Degree Peel (ISO 8510-2) | 1.5 N/mm | Film tear or strong resistance |
| Steel Skin to Rockwool Core | Flatwise Tensile | 0.1 MPa | Cohesive failure (Rockwool tears) |
How Is Bond Uniformity Verified in Large Marine Accommodation Panels?
Do your large marine wall panels have weak spots? Uneven glue causes soft areas. We need to verify that the glue covers the whole panel perfectly.
Bond uniformity in large marine panels is verified using three methods: automated glue spread rate monitoring (ensuring 150-200 g/m² coverage), roller pressure calibration (maintaining 3-5 kg/cm²), and post-press grid tap testing. These steps guarantee every square inch has equal adhesive strength.

If the factory only checks the edges, you will have problems in the middle. Here is how good factories check the whole board.
Automated Glue Spread Rate Monitoring
When making a 2.4-meter high marine wall panel, the glue must be perfectly even. Manual gluing is always bad4. Modern factories use automated glue spreaders. We verify bond uniformity by monitoring the glue spread rate. For standard two-part polyurethane marine glue, the required spread rate is between 150 and 200 grams per square meter (g/m²). We place a clean piece of foil on the belt. The machine applies glue to it. We weigh the foil to check the exact amount. If the machine applies only 100 g/m², the panel will have dry spots. If it applies 300 g/m², the glue will spill out, and it increases your cost.
Roller Pressure Calibration for Even Bonding
Glue is only half of the story. Pressure is the other half. After we put the skin on the core, the panel goes through a press machine. We verify uniformity by calibrating the roller pressure. The pressure must be exactly equal across the whole width of the panel. For rockwool panels, the pressure should be between 3 and 5 kg/cm². If the left roller is 3 kg/cm² and the right roller is 1 kg/cm², the right side of the panel will have weak bonds. Factory technicians must check the hydraulic gauges on the press machine twice a day.
Post-Press Grid Tap Testing for Final Verification
We cannot just trust the machines. After the panels cool down, the quality control team does a final check. We use a grid tap test method5. We draw an imaginary grid on the panel. Every square is 30 centimeters by 30 centimeters. The worker taps the center of every single square. This proves that the middle of the large panel is just as strong as the edges. It is a simple but mandatory step in marine outfitting.
| Verification Method | Critical Parameter | Target Value Range | Checking Frequency |
|---|---|---|---|
| Glue Spread Monitoring | Adhesive weight per area | 150 - 200 g/m² | Every production batch |
| Roller Pressure Calibration | Press force per area | 3 - 5 kg/cm² | Twice daily |
| Grid Tap Testing | Sound consistency | 30cm x 30cm grid points | 100% of finished panels |
Which NDT Methods Apply to Marine Accommodation Panel Bond Lines?
Want to test panels without destroying them? Cutting panels wastes your budget. I use Non-Destructive Testing (NDT) to check bonds safely.
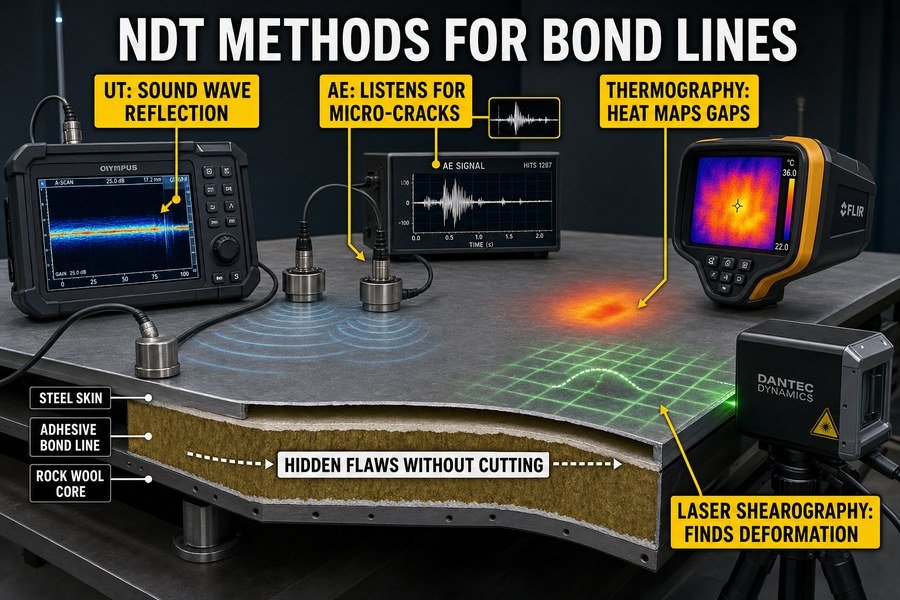
Four NDT methods apply to marine panel bond lines: Ultrasonic Testing (UT) uses high-frequency sound waves, Acoustic Emission (AE) listens for microscopic cracks, Thermography detects heat transfer differences in gaps, and Laser Shearography measures surface deformation under stress to find hidden bonding flaws.
You do not need to break a panel to see if it is good. These high-tech methods save money and give you peace of mind.
Ultrasonic Testing (UT) and Acoustic Emission (AE) for Bond Lines
Ultrasonic Testing (UT) is very common in the shipbuilding industry. We send high-frequency sound waves into the panel. The frequency is usually between 1 MHz and 5 MHz6. The sound wave travels through the steel skin and hits the glue line. If the bond is perfect, the sound goes through. If there is a gap or bad glue, the sound bounces back to the machine. We see this on a screen. Acoustic Emission (AE) is a bit different. AE uses sensors to listen to the panel while it is under a small amount of stress. If the glue is breaking inside, it makes tiny cracking sounds. The AE sensors hear these microscopic sounds before a real crack forms7.
Thermography and Laser Shearography for Panel Inspection
Thermography uses heat to find problems. We use an active infrared camera. We apply a quick flash of heat to the panel surface. The steel skin absorbs the heat. Where the bond is good, the heat moves into the core quickly. Where there is no glue, the heat stays on the skin longer. The camera sees this as a hot spot. It can detect temperature differences of just 0.5°C8. Laser Shearography uses a laser to scan the surface. We put the panel in a small vacuum chamber. The change in pressure makes the weak areas bulge out slightly. The laser measures this tiny deformation.9 It is very fast and works great for large panels.
| NDT Method | Operating Principle | Best Used For | Detection Sensitivity |
|---|---|---|---|
| Ultrasonic Testing (UT) | Sound wave reflection | Precise gap location | High (Finds 2mm gaps) |
| Acoustic Emission (AE) | Listening for micro-cracks | Stress testing bonds | Very High |
| Thermography | Heat transfer mapping | Fast scanning of large panels | Medium (0.5°C diff) |
| Laser Shearography | Surface deformation under vacuum | Whole panel structural check | High |
How to Detect Hidden Voids in Marine Accommodation Panels?
Are there air bubbles trapped inside your panels? Hidden voids reduce fire safety and strength. You must find these gaps before the yard installs them.
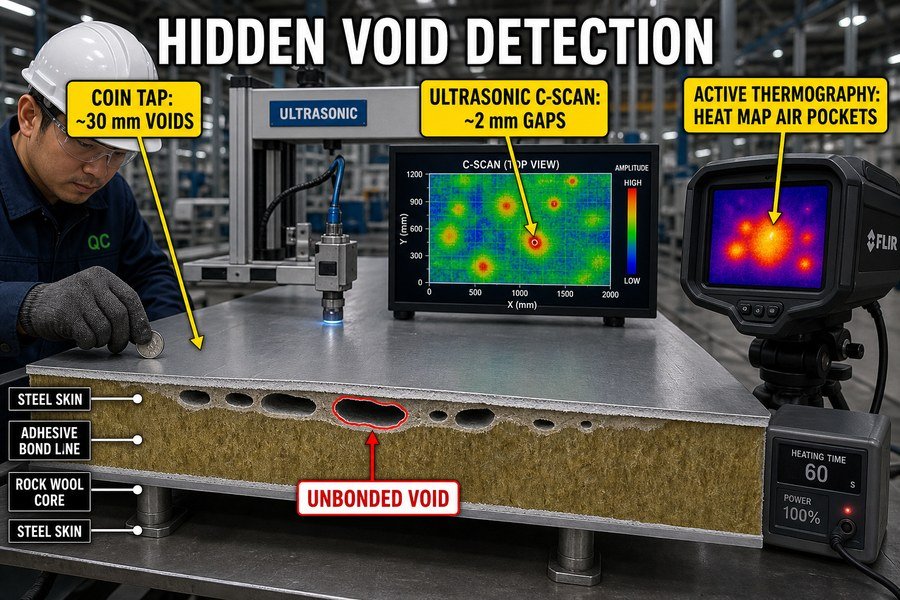
Hidden voids in marine accommodation panels are detected using three approaches: coin tap testing for basic sound differences, ultrasonic C-scan imaging for precise void mapping (detecting gaps as small as 2mm), and active infrared thermography for visual heat maps of unbonded air pockets.
A void inside a panel acts like a weak link in a chain. Let us look at how you can spot these invisible dangers.
Coin Tap Testing for Basic Sound Differences
The first approach is the coin tap test. We already talked about tap testing for general delamination. But it is also the first step to detect hidden voids. A void is an air pocket where the glue is missing. When you tap over a void, the air pocket acts like a tiny drum. It gives a very hollow, dead sound compared to the solid sound of a glued area. I train my quality control team to listen closely. A good worker can find a void as small as 30mm10 using just a coin. This method costs no money. But it relies heavily on human skill.
Ultrasonic C-Scan Imaging for Precise Void Mapping
For high-end projects, we cannot rely on human ears. We use an Ultrasonic C-scan. This is the second approach. A machine moves an ultrasonic probe back and forth across the panel. A computer collects all the data and creates a 2D map of the bond line. This map is called a C-scan. The solid bonds show up as blue or green. The voids show up as red spots. A good C-scan can detect a void as small as 2mm11. Shipyards in Europe love to see these reports. It proves the panels have zero hidden defects.
Active Infrared Thermography for Visual Heat Maps
The third approach is active infrared thermography. I mentioned this earlier as an NDT method. It is perfect for finding voids. Air is a very poor conductor of heat.12 The metal skin conducts heat fast. When we heat the panel, the heat cannot pass through the air pocket. The area above the void stays hotter than the rest of the panel.13 The thermal camera takes a picture. We see bright spots on the screen. These spots show us exactly where the hidden voids are. It takes only a few seconds to scan a whole marine ceiling panel.
| Void Detection Approach | Equipment Needed | Minimum Detectable Void Size | Speed of Inspection |
|---|---|---|---|
| Coin Tap Testing | Metal coin / small hammer | ~30mm | Slow (Manual) |
| Ultrasonic C-Scan | Automated UT scanner | ~2mm | Slow to Medium |
| Active Thermography | IR camera and heat source | ~10mm | Fast |
Which Inspection Records Should Ship with Marine Accommodation Panels?
Is the shipyard asking for proof of quality? Without the right documents, your panels will be rejected. You must request the correct records from your supplier.
Four crucial inspection records must ship with marine accommodation panels: the Type Approval Certificate (from DNV, ABS, or LR), the Factory Acceptance Test (FAT) report, the Batch Peel Strength Test Results, and the Declaration of Conformity. These documents prove SOLAS compliance and bonding quality.

Good products are useless without good paperwork. Do not let missing papers delay your interior decoration project.
Type Approval Certificate and Declaration of Conformity
The most important document is the Type Approval Certificate. You must get this from a recognized classification society like DNV, ABS, or Lloyd's Register. This paper proves that the panel design meets the IMO FTP Code Part 1 and Part 3 for fire safety. Without this, the panel cannot go on a ship. The second document is the Declaration of Conformity (DoC). The factory signs this document. It states that the panels they produced for your specific order match the exact materials and glue used in the Type Approval test. It is a legal promise from the supplier to you.
Factory Acceptance Test (FAT) Report and Batch Peel Strength Results
The third record is the Factory Acceptance Test (FAT) report. This report shows the results of visual checks, size measurements, and squareness checks. It lists the exact length, width, and thickness of the panels in your batch. It proves the panels match your drawing. The fourth record is the Batch Peel Strength Test Results. Remember the tests we discussed earlier? The factory must provide a paper showing the flatwise tensile strength or peel strength of the exact batch you are buying. It should show numbers higher than 0.1 MPa or 1.5 N/mm14, depending on the test. This proves the bond quality is excellent.
| Inspection Record | Issued By | Primary Purpose | Required by Shipyard? |
|---|---|---|---|
| Type Approval Certificate | Class Society (e.g., DNV, ABS) | Proves fire safety & SOLAS compliance | Yes (Mandatory) |
| Declaration of Conformity | Panel Manufacturer | Guarantees batch matches approved design | Yes |
| FAT Report | QC Department | Confirms physical dimensions and visual check | Yes |
| Batch Peel Strength Results | Factory Lab | Proves adhesive strength of current batch | Recommended |
Conclusion
Inspecting bonding quality involves peel tests, uniformity checks, NDT methods, and strict documentation. Mastering these steps ensures your marine accommodation panels meet shipyard demands and guarantee long-lasting safety.
-
"[PDF] mineral wool insulation for low temperatures - GovInfo", https://www.govinfo.gov/content/pkg/GOVPUB-C13-881adbf9057aba54a54d31db44a0e990/pdf/GOVPUB-C13-881adbf9057aba54a54d31db44a0e990.pdf. A marine classification-society rule, type-approval guideline, or recognized marine panel standard that lists a 0.1 MPa minimum flatwise tensile or bond-strength value for mineral-wool sandwich panels would support the stated numerical threshold; the citation should be limited to the specific rule set, panel type, and approval scope covered by that source. Evidence role: statistic; source type: institution. Supports: A standard rockwool marine wall panel must have flatwise tensile strength of at least 0.1 MPa under relevant marine class rules.. Scope note: The threshold may vary by classification society, vessel application, panel construction, and approval regime, so a source must match the claimed product category closely. ↩
-
"[PDF] A Quantitative Assessment of Conventional NDI Techniques for ...", https://rosap.ntl.bts.gov/view/dot/57658/dot_57658_DS1.pdf. Nondestructive inspection guidance for composite or sandwich structures describes coin or tap testing as a qualitative method in which debonded or delaminated regions may produce a duller acoustic response than well-bonded areas, supporting the article’s field-check description; the method is operator-dependent and does not quantify bond strength. Evidence role: mechanism; source type: government. Supports: In a manual tap test, bonded areas tend to sound sharper, while debonded or delaminated areas can sound dull or flat.. Scope note: Supports qualitative detection of larger defects, but not reliable detection of all debonds or precise defect sizing. ↩
-
"Experimental flatwise tensile strength dataset of carbon fibre ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC7096697/. A neutral technical specification or classification-related document for marine sandwich or rockwool-core panels should be used to substantiate the stated 0.1 MPa flatwise tensile-strength criterion; such a source would support the threshold as an industry specification rather than a universal material constant. Evidence role: statistic; source type: institution. Supports: The acceptable tensile strength must exceed 0.1 MPa (100 kPa) according to standard shipyard specifications.. Scope note: The value may vary by shipyard, classification society, panel type, and test protocol, so the citation should be framed as specification-based rather than universal. ↩
-
"Towards Reliable Adhesive Bonding: A Comprehensive Review of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12195023/. A manufacturing or adhesive-engineering source should support the narrower point that automated adhesive application improves repeatability and coat-weight control compared with manual application in panel bonding. Evidence role: expert_consensus; source type: paper. Supports: Manual gluing is always bad.. Scope note: This would not prove that all manual gluing is defective; it would only support the claim that automation generally improves consistency. ↩
-
"[PDF] Inspection of composite sandwich structures vfinal1 TM", https://ntrs.nasa.gov/api/citations/20150001252/downloads/20150001252.pdf. A nondestructive-testing source should explain that tap testing is used to detect delamination, disbonding, or voids in bonded composite or sandwich structures by changes in acoustic response. Evidence role: definition; source type: institution. Supports: Post-press grid tap testing is used as a final verification method for bond uniformity in large panels.. Scope note: Tap testing can indicate likely defects but does not directly prove bond strength throughout the panel and may be less sensitive than instrumented NDT methods. ↩
-
"[PDF] ULTRASONIC NONDESTRUCTIVE TESTING - ROSA P", https://rosap.ntl.bts.gov/view/dot/69001/dot_69001_DS1.pdf. A technical NDT reference should document the typical megahertz frequency range used in ultrasonic testing and show that 1–5 MHz falls within common industrial UT practice. Evidence role: general_support; source type: education. Supports: Ultrasonic testing frequencies for this application are usually between 1 MHz and 5 MHz.. Scope note: The exact frequency used depends on material thickness, probe type, resolution needs, and attenuation, so the source may support the range as typical rather than universal. ↩
-
"Combined Acoustic Emission and Digital Image Correlation for Early ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9736736/. A scholarly source on acoustic emission testing should explain that AE sensors detect transient elastic waves generated by crack initiation, crack growth, or interfacial damage under load, supporting the use of AE as an early damage-detection method. Evidence role: mechanism; source type: paper. Supports: Acoustic emission sensors can detect microscopic cracking or bond damage before a larger visible crack forms.. Scope note: AE indicates active damage processes under stress; it does not necessarily prove that every detected signal will become a visible or structurally significant crack. ↩
-
"Recent Advances in Active Infrared Thermography for Non ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC5856039/. An infrared thermography or active thermography reference should state the thermal sensitivity or noise-equivalent temperature difference achievable by suitable infrared cameras, supporting that differences on the order of 0.5°C can be detected in inspection contexts. Evidence role: statistic; source type: research. Supports: Active thermography can detect temperature differences as small as about 0.5°C.. Scope note: Camera sensitivity is not the same as guaranteed defect detectability; performance depends on surface emissivity, heating method, material thickness, defect depth, and inspection conditions. ↩
-
"[PDF] Validation of Laser Shearography Testing for Fixed Foam Insulation ...", https://dr.lib.iastate.edu/bitstreams/e2f36244-4c58-4678-b30f-eba200b878f9/download. A nondestructive testing source on shearography should describe how vacuum, pressure, heat, or mechanical loading induces small surface deformations over disbonds or weak areas and how laser speckle interferometry measures deformation gradients. Evidence role: mechanism; source type: institution. Supports: Laser shearography can use pressure changes to induce slight deformation at weak bonded areas, which the laser system measures.. Scope note: The source may describe shearography generally across composites or bonded structures; applicability to a specific steel-core panel depends on panel geometry, stiffness, defect type, and loading method. ↩
-
"[PDF] Inspection of composite sandwich structures vfinal1 TM", https://ntrs.nasa.gov/api/citations/20150001252/downloads/20150001252.pdf. A source on tap testing or sonic inspection of bonded sandwich/composite panels should document the approximate flaw-size sensitivity achievable by skilled inspectors, while noting that detectability varies with panel thickness, core material, impact tool, and inspector training. Evidence role: statistic; source type: paper. Supports: A skilled worker can detect a void as small as 30 mm using a coin tap test.. Scope note: The 30 mm threshold is likely context-dependent and may not be directly transferable across all marine ceiling panel constructions. ↩
-
"[PDF] POROSITY DETECTION AND LOCALIZATION DURING ...", https://ntrs.nasa.gov/api/citations/20210011087/downloads/Porosity%20Detection%20During%20Composite%20Cure_Accepted%20Manuscript.pdf. A technical source on ultrasonic C-scan inspection should support that C-scan imaging can map small voids or disbonds in bonded composite or sandwich structures, with millimetre-scale resolution under suitable frequency, coupling, and material conditions. Evidence role: statistic; source type: paper. Supports: Ultrasonic C-scan inspection can detect voids as small as about 2 mm in appropriate bonded-panel applications.. Scope note: The exact 2 mm capability depends on probe frequency, scan pitch, material attenuation, access, and defect depth. ↩
-
"[PDF] Thermal conductivity of selected materials", https://nvlpubs.nist.gov/nistpubs/legacy/nsrds/nbsnsrds8.pdf. A thermophysical-property reference should support that air has much lower thermal conductivity than metals commonly used as skins, explaining why an air-filled void can alter heat flow during active thermographic inspection. Evidence role: mechanism; source type: government. Supports: Air conducts heat poorly compared with metal skins, so air pockets can interrupt heat transfer in a panel.. Scope note: This supports the heat-transfer mechanism generally, not the detectability of any particular void size or panel design. ↩
-
"Recent Advances in Active Infrared Thermography for Non ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC5856039/. A research source on active infrared thermography should support that subsurface voids or delaminations can produce surface temperature contrasts after heating because the defect impedes heat flow through the structure. Evidence role: mechanism; source type: paper. Supports: In active infrared thermography, a subsurface void can create a detectable surface temperature anomaly because it disrupts heat transfer.. Scope note: The observed contrast can be hotter or cooler depending on heating mode, timing, material properties, and inspection geometry. ↩
-
"[PDF] Manufacturing and performance evaluation of out-of-autoclave ...", https://scholarsmine.mst.edu/cgi/viewcontent.cgi?article=8450&context=masters_theses. Marine sandwich-panel and bonded-joint test standards define mechanical bond-strength measurements such as flatwise tensile strength and peel strength, providing the technical basis for reporting values in MPa or N/mm; acceptance thresholds may vary by panel specification, test method, and purchasing requirement. Evidence role: mechanism; source type: paper. Supports: Batch peel strength or flatwise tensile strength results should show values above stated thresholds such as 0.1 MPa or 1.5 N/mm, depending on the test.. Scope note: This supports the relevance of the measurements and units, but not necessarily the exact acceptance limits unless the source explicitly states those thresholds for the same panel type and test standard. ↩



