
Bad adhesive curing ruins marine panels, causing delays and unhappy shipyard clients. If panels peel, you lose money. Here is how curing impacts your marine panel quality and timeline.
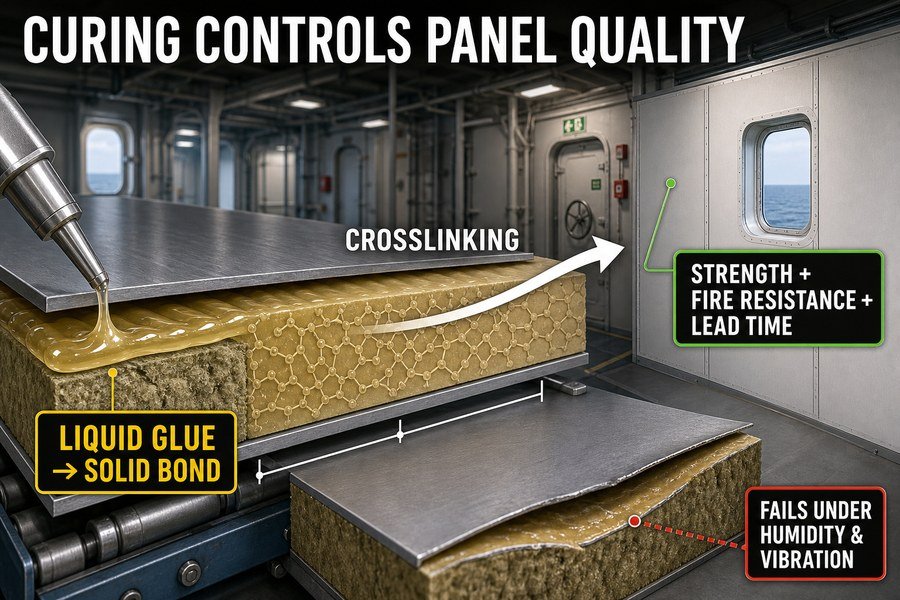
Adhesive curing dictates the structural integrity, fire resistance, and lead time of marine accommodation panels. The process transforms liquid glue into a solid bond through chemical crosslinking, evaporation, or cooling, determining whether panels pass SOLAS standards or fail under mechanical stress and humidity aboard ships.
You might think any glue will work for marine interiors, but the curing process changes everything. Let us look closely at how different curing methods and times control the final quality and delivery speed of the panels you buy.
Heat-Cured vs Cold-Cured Adhesives in Marine Accommodation Panels?
Waiting for panels to cure wastes your valuable time. Cold-cured panels take days, while heat-cured panels finish fast. Choosing the wrong method delays your whole shipping schedule.
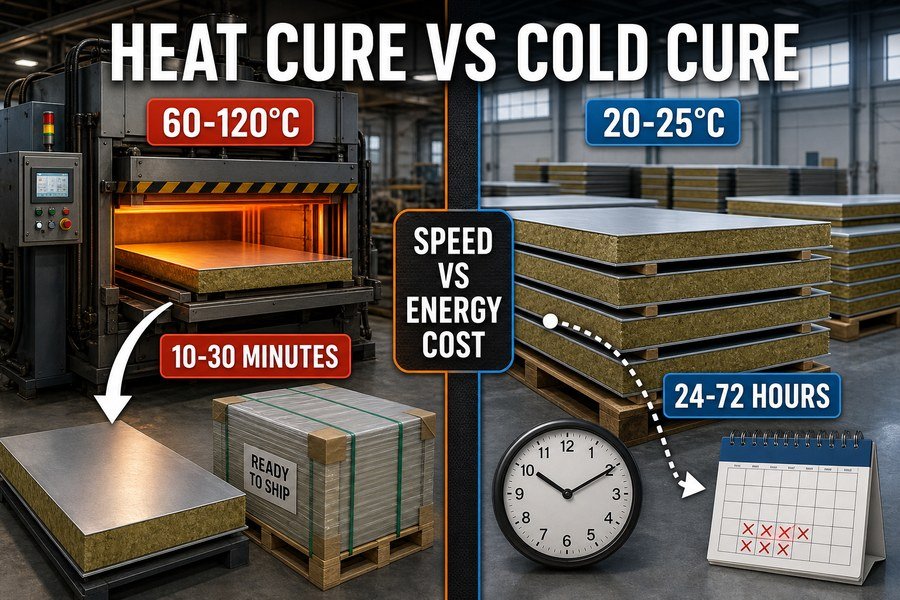
Heat-cured adhesives use high temperatures (60°C to 120°C) to bond panels in 10 to 30 minutes, ideal for fast, high-volume factory production. Cold-cured adhesives dry at room temperature (20°C to 25°C), taking 24 to 72 hours, saving energy costs but significantly extending factory lead times.
When I visit marine panel factories in Asia, I always check their pressing machines. The curing method they use tells me how fast they can deliver my orders. Understanding the difference between heat-cured and cold-cured adhesives helps you plan your project schedules better. You must know these details to control your purchasing lead times.
How Heat-Cured Adhesives Increase Marine Panel Production Speed
Heat-cured adhesives change the game for large projects. Factories use large heated presses to bake the panels. The temperature usually stays between 60°C and 120°C.1 At this high heat, the adhesive melts, spreads, and crosslinks very quickly2. According to technical data from Sika Marine, heat-cured polyurethane (PUR) adhesives finish bonding in just 10 to 30 minutes.
This speed is perfect when you need thousands of panels for a large cruise ship or offshore platform. The factory can press a panel, let it cool slightly, and move it straight to the packing area. I saw a factory double its daily output just by upgrading to heated presses. However, heat curing requires expensive machines and uses a lot of electricity. The factory will pass these machine costs onto the buyer. But if your shipyard client needs the materials urgently, paying a little more for heat-cured panel production is worth the money. It guarantees you will not miss your shipping dates.
How Cold-Cured Adhesives Impact Factory Energy Use and Lead Times
Cold-cured adhesives work very differently. They do not need heated press machines. Instead, the factory stacks the panels in a cold press at room temperature. This temperature is usually between 20°C and 25°C. The chemical reaction happens slowly. Cold-cured adhesives need 24 to 72 hours to reach full strength.3
During this time, the panels must sit flat and still in the factory. They take up a lot of floor space. If you buy panels from a smaller factory, they likely use cold curing to save on electricity costs. This keeps the panel price low. But it extends your lead time. If you order 5,000 square meters of wall panels, the factory needs days just to let the glue dry. I always tell buyers to add one extra week to their schedule if they buy cold-cured panels. The bond is still very strong and meets SOLAS fire safety standards, but you must trade time for a lower price.
| Feature | Heat-Cured Adhesives | Cold-Cured Adhesives |
|---|---|---|
| Curing Temperature | 60°C to 120°C | 20°C to 25°C |
| Curing Time | 10 to 30 minutes | 24 to 72 hours |
| Production Speed | Very fast | Very slow |
| Factory Equipment Cost | High (Heated presses) | Low (Cold presses) |
| Best Used For | Urgent, high-volume orders | Low-cost, flexible timeline orders |
How Long Does Adhesive Fully Cure in Marine Accommodation Panels?
Guessing the curing time can ruin your panels. If you pack them too early, the layers will shift. Knowing exact times saves you from costly defects and rejected shipments.
Marine adhesive full curing times vary by type: heat-cured PUR takes 15 to 30 minutes, moisture-curing single-component PU needs 24 to 48 hours, and two-component epoxy requires 72 hours to 7 days at 20°C to reach maximum shear strength for SOLAS compliance.
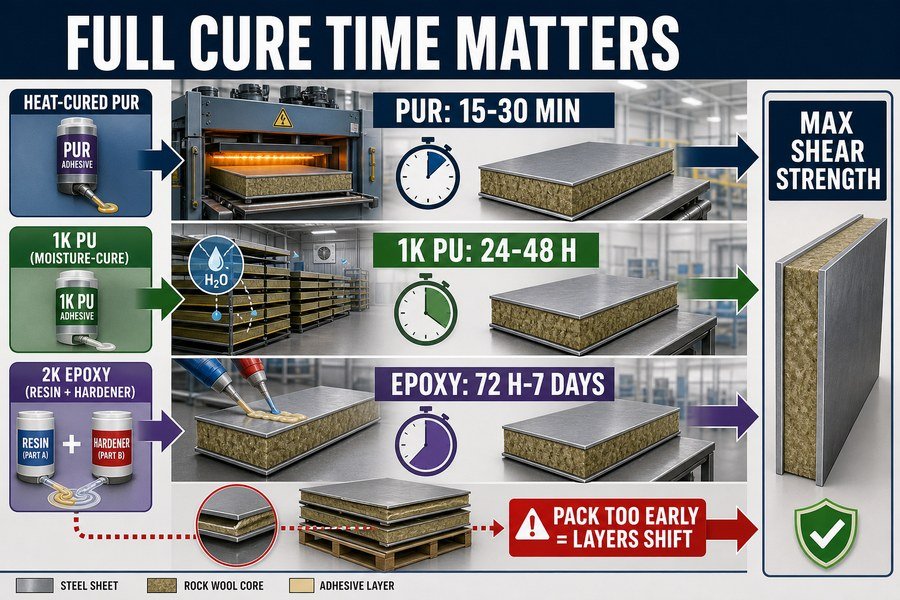
I have seen entire containers of panels ruined because the factory packed them before the glue was fully dry4. The steel skin slides off the rockwool core during transport. You must understand the exact curing times for different glue types. This knowledge lets you audit the factory's production plan. If they promise a delivery time that is faster than the glue's curing time, you know they are taking dangerous shortcuts.
Fast Curing Cycles for Heat-Cured PUR Adhesives
Heat-cured Polyurethane (PUR) is the fastest option. Factories use it for modern, high-speed production lines. The heat forces the chemical reaction to finish quickly. According to the Henkel Marine Adhesive Guide, PUR needs only 15 to 30 minutes in a heated press5 to bond the steel to the core.
Because the time is so short, the factory can process hundreds of panels in a single shift. I always look for factories using PUR when a shipyard gives me a very tight deadline. The quick curing time means the panel is solid and ready to move almost immediately. You do not have to worry about the layers shifting when the workers lift the panels onto the pallets. This short cycle gives you the safest and most predictable lead time for your projects in Europe and the United States.
Extended Curing Cycles for Single-Component PU and Two-Component Epoxy
If the factory does not use heat, they will use single-component PU or two-component epoxy. These take much longer. Single-component moisture-curing PU pulls moisture from the air to harden6. At a normal factory temperature of 20°C, it takes 24 to 48 hours to fully cure. If the air is very dry, it takes even longer.
Two-component epoxy is the slowest. It mixes a resin and a hardener. It creates an incredibly strong bond, but it needs 72 hours to 7 days at 20°C to reach its maximum shear strength7. Shear strength is the force needed to slide the panel layers apart. For a marine panel to pass SOLAS vibration and impact tests, the shear strength must be perfect. If the factory ships an epoxy panel after only 48 hours, it will break on the ship. I always ask the supplier which glue they use. If they say epoxy, I refuse any schedule that does not include at least five days of resting time in the factory.
| Adhesive Type | Minimum Curing Time | Condition for Curing | Final Shear Strength Status |
|---|---|---|---|
| Heat-Cured PUR | 15 to 30 minutes | Heat applied (60°C+) | Fast, rigid bond |
| Single-Component PU | 24 to 48 hours | 20°C, high humidity | Flexible, strong bond |
| Two-Component Epoxy | 72 hours to 7 days | 20°C, mixed hardener | Extremely rigid, slow bond |
Why Does Incomplete Curing Weaken Marine Accommodation Panel Bonds?
Panels that look fine in the factory can peel on the ship. Incomplete curing causes weak bonds, leading to failed inspections. This destroys your reputation with European shipyards.
Incomplete curing weakens bonds because the adhesive fails to achieve full polymer crosslinking, leaving unreacted chemicals. This results in three critical failures: reduced tensile strength, poor moisture resistance, and lower heat tolerance, causing panels to delaminate under the ship's constant vibration and high humidity.
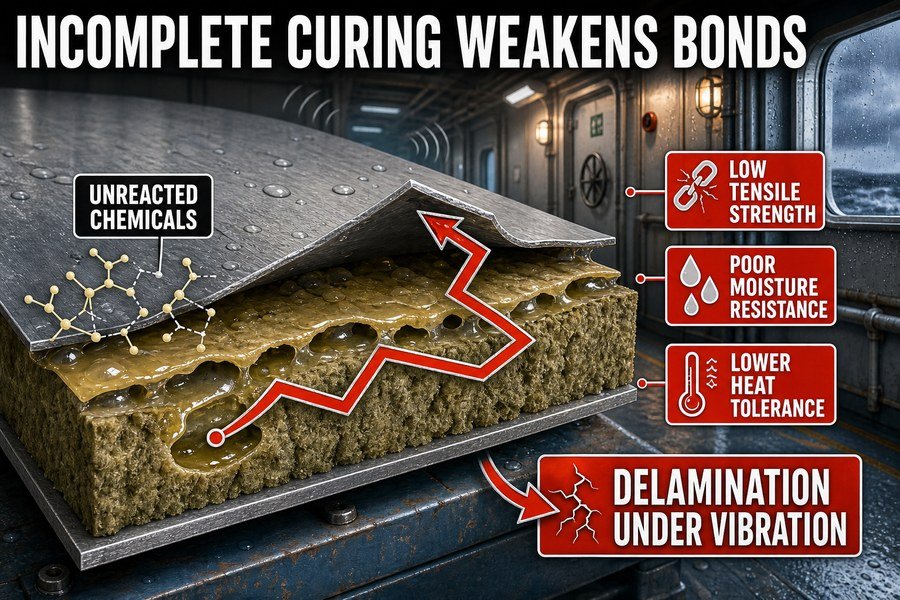
When I worked on the factory floor, I saw what happens when workers rush the press machines. The glue looks dry on the outside, but the inside is still wet. This is incomplete curing. It is the number one reason panels fail after installation8. When you buy panels, you must ensure the factory strict quality control to prevent these three major failures.
Lack of Polymer Crosslinking and Reduced Tensile Strength
The first failure is a massive drop in tensile strength. Tensile strength is how much pulling force the panel can handle before it breaks apart. Adhesives work through a process called polymer crosslinking9. This means the chemical molecules link together to form a tight, solid net. When curing is incomplete, this net is broken. Unreacted chemicals sit in the glue line, doing nothing.
According to ASTM D1002 testing standards for metal adhesives, a fully cured marine panel adhesive can handle about 5 to 8 MPa10 (Megapascals) of tensile force. If the curing is incomplete, that strength drops to 1 or 2 MPa. When the ship's engine runs, it vibrates the walls constantly. A panel with 1 MPa of tensile strength will simply shake apart. The steel skin will fall off the rockwool. I have helped clients fix this exact problem. They bought cheap panels, the factory rushed the curing, and the shipyard rejected the entire delivery because the panels felt soft and loose.
Poor Moisture Resistance and Lower Heat Tolerance
The second and third failures are poor moisture resistance and lower heat tolerance. A ship is a harsh place. It is humid, and the walls get hot. Fully cured crosslinked adhesive seals out water completely. But incomplete curing leaves gaps in the chemical structure. Water vapor from the ocean air enters these gaps. The moisture softens the unreacted glue, turning it back into a weak paste.
Also, incomplete curing ruins the panel's heat tolerance11. A fully cured SOLAS-rated panel can sit in a hot cabin without the glue melting. If the crosslinking is not finished, the glue's melting point drops. On a hot day near the ship's engine room, the weak glue will turn soft. The heavy steel skin will slide down the wall. This is a disaster for any interior decoration company. You must demand the factory provides curing test reports before you pay the balance.
| Curing Status | Polymer Crosslinking | Tensile Strength (Estimated) | Moisture & Heat Resistance |
|---|---|---|---|
| Fully Cured | 100% Complete | 5 to 8 MPa | Excellent, seals out water |
| Incomplete Cured | Broken, unreacted chemicals | 1 to 2 MPa | Poor, glue melts and softens |
Does Two-Component PU Outperform Moisture-Cure in Marine Accommodation Panels?
Picking a weak adhesive means your panels will fail at sea. Moisture-cure glues struggle in dry weather. Two-component PU solves this, stopping delamination and saving your project.
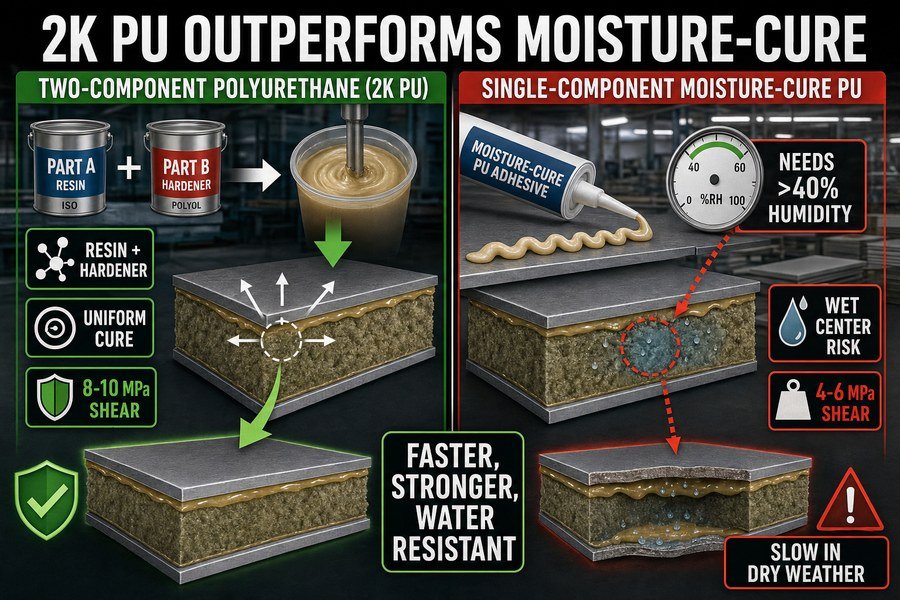
Two-component polyurethane (PU) outperforms moisture-cure PU because it relies on a precise chemical reaction between a resin and hardener, ensuring uniform curing throughout the panel regardless of ambient humidity. It provides higher shear strength, faster bonding times, and better resistance to water and chemical exposure.
Many buyers do not ask about the exact chemistry of the glue. They just want a low price. But the type of PU adhesive changes everything. I always push my clients to buy panels made with two-component PU. It costs a little more upfront, but it prevents huge headaches later. Let me explain why it beats single-component moisture-cure PU in every important way.
Chemical Reaction Consistency of Two-Component PU
Moisture-cure PU is risky. It is a single liquid that only hardens when it touches water vapor in the air. If the factory is in a dry area, or if it is winter, the air humidity drops. Moisture-cure PU needs at least 40% relative humidity to work well.12 If the humidity is too low, the edges of the panel might dry, but the center stays wet for weeks.13
Two-component PU does not care about the weather. It mixes two parts: a resin (Part A) and a hardener (Part B). When these two mix, a chemical reaction starts immediately. It cures from the inside out. This guarantees uniform curing across the whole 2.4-meter length of the marine panel. When I inspect panels, I cut them open. With two-component PU, the glue in the exact center is just as hard as the glue on the edge. You get perfect consistency every single time.
Higher Shear Strength, Faster Bonding, and Superior Resistance
The benefits go beyond just consistency. Two-component PU creates a much stronger bond. Based on data from Huntsman Polyurethanes, a fully cured two-component PU reaches a shear strength of 8 to 10 MPa. Moisture-cure PU usually maxes out around 4 to 6 MPa.14 That extra strength stops the panels from denting or separating when shipyard workers carry them around.
Also, two-component PU bonds much faster. Because the chemical reaction is forced by the hardener, it can cure enough to handle in just a few hours, even without heat. Finally, the tight chemical structure gives it better resistance to water and cleaning chemicals. Ship crews clean walls with strong soaps. Moisture-cure PU can slowly degrade if water gets behind the panel edge. Two-component PU acts like solid plastic, blocking water entirely. This means your panels will last for ten or twenty years on the ship without peeling.
| Feature | Two-Component PU | Single-Component Moisture-Cure PU |
|---|---|---|
| Curing Mechanism | Chemical reaction (Resin + Hardener) | Absorbs moisture from the air |
| Weather Dependency | None (Works in any humidity) | High (Needs >40% humidity) |
| Typical Shear Strength | 8 to 10 MPa | 4 to 6 MPa |
| Bonding Speed | Fast (Hours) | Slow (Days, depends on air) |
| Water Resistance | Superior | Good, but can degrade over time |
How Does Press Dwell Time Affect Adhesive Crosslinking in Marine Accommodation Panels?
Pulling panels out of the press too soon ruins the bond. The glue will not hold, and the panel layers will separate. Correct press dwell time prevents this disaster.
Press dwell time directly controls adhesive crosslinking by holding the panel under pressure until initial bonding occurs. Insufficient time (under 10 minutes) stops crosslinking, causing delamination, while optimal time (15 to 45 minutes) ensures the adhesive fully penetrates the core and surface steel, creating a permanent, rigid structure.

The press machine is the heart of the marine panel factory. Dwell time is the exact number of minutes the panel stays inside the closed press under pressure. Factory bosses love to reduce dwell time to make more panels per day. But as a buyer, you must fight this. Proper dwell time is non-negotiable.
Delamination Risks from Insufficient Press Time
When the factory applies glue to the steel and the rockwool, the glue is thick. It needs time and pressure to push into the tiny holes of the rockwool fibers.15 If the dwell time is under 10 minutes, the adhesive crosslinking cannot complete its first critical stage.16 The glue does not grip the core.
When the press opens early, the steel skin bounces back slightly. This breaks the wet glue line. The result is delamination. The panel might look okay flat on a table, but the moment you stand it up, the steel bubbles or peels. I once checked a batch of panels in China where the factory used a 5-minute dwell time to rush the order. We had to reject 300 panels. You lose money and trust when this happens. Always ask the factory manager to put their standard press dwell time in your purchase contract.
Achieving Permanent Rigidity with Optimal Press Time
To get a permanent, rigid structure, the factory must use the optimal press time. For standard marine adhesives, this is between 15 and 45 minutes. They must also apply the correct pressure, usually between 0.5 to 1.5 kg/cm².17
During these 15 to 45 minutes, the pressure forces the glue deep into the rockwool or honeycomb core. At the same time, the crosslinking chemical reaction begins locking the molecules together. By the time the press opens, the glue has achieved "green strength." Green strength means the panel is solid enough to move without the layers sliding. The glue will still take hours to fully cure18, but the optimal dwell time locks the shape in place. This guarantees the panels will be perfectly flat and incredibly strong when they arrive at your shipyard in Europe.
| Press Dwell Time | Adhesive Crosslinking Status | Core Penetration | Final Panel Quality |
|---|---|---|---|
| Under 10 Minutes | Stopped early, breaks easily | Poor, sits on surface | High risk of delamination and bubbling |
| 15 to 45 Minutes | Initial bond secured | Deep into rockwool fibers | Permanent, rigid, flat structure |
What Post-Cure Conditioning Stabilizes Marine Accommodation Panel Bonds?
Shipping panels right after pressing causes warping. The glue is still active and changing. Proper post-cure conditioning stops panel bending and keeps your shipyard clients happy.
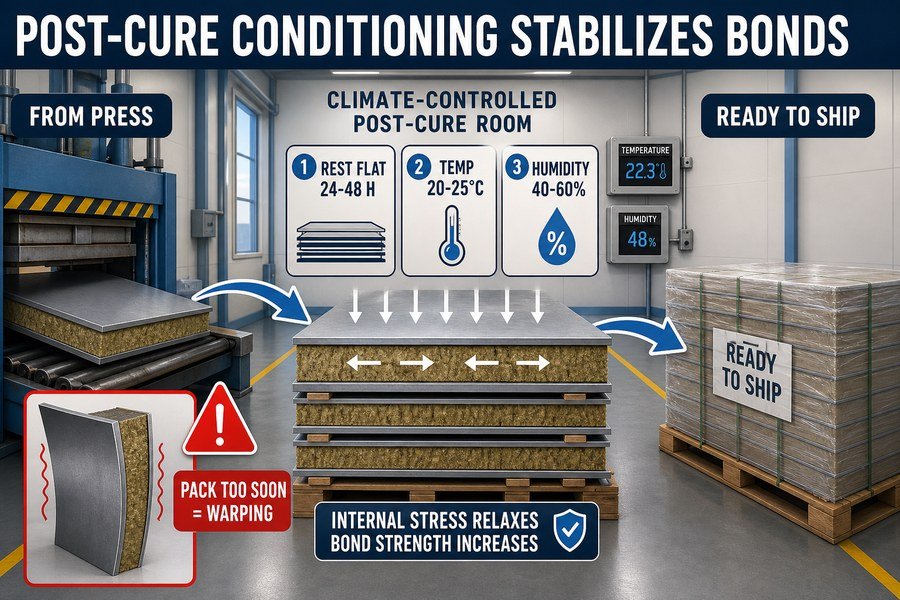
Post-cure conditioning stabilizes panels through three steps: resting the panels flat to relieve internal stress, maintaining a controlled temperature (20°C to 25°C) to complete final chemical crosslinking, and controlling humidity (40% to 60%) to prevent moisture absorption in the core before the panels are packed and shipped.
The manufacturing process does not end when the panel leaves the press machine. This is a big secret in the industry. The best factories do not pack panels immediately. They use post-cure conditioning. This step separates cheap, low-quality suppliers from high-quality, professional marine outfitting factories.
Resting Panels Flat to Relieve Internal Stress
The first step of conditioning is resting the panels perfectly flat. When the panel comes out of the press, it has internal stress19. The steel wants to expand, and the glue is pulling it tight. If you stand the panel up on its edge right away, it will bow and warp like a banana.
The factory must stack the panels flat on a solid, level pallet. They usually leave them like this for 24 to 48 hours20. This flat resting period allows the internal stress to spread out and disappear. According to ISO 9001 factory quality control standards for marine outfitting, this resting phase is mandatory for achieving perfectly straight walls. When a European shipyard receives a warped panel, they cannot slide it into the ceiling or floor tracks. Resting ensures the panels remain completely flat and easy to install.
Temperature and Humidity Control for Final Crosslinking
While the panels rest, the factory must control the environment. They must maintain a controlled temperature between 20°C and 25°C21. If the warehouse is too cold, the final chemical crosslinking stops. The glue stays weak. If it is too hot, the steel expands too fast.
They must also control the humidity, keeping it between 40% and 60%. Rockwool is a great fireproof core, but it loves to drink water. If the factory air is 90% humidity, the exposed edges of the rockwool will suck in water from the air before the glue fully seals it. This traps moisture inside the panel, which ruins the bond over time. Good factories have a special, climate-controlled room just for post-cure resting. When you audit a new supplier in Vietnam or China, ask to see their resting area. If they leave finished panels outside in the rain or hot sun, find a new supplier.
| Conditioning Step | Parameter Required | Purpose for Panel Quality |
|---|---|---|
| Position | Flat on level pallets | Relieves internal stress, prevents warping |
| Temperature | 20°C to 25°C | Completes final chemical crosslinking |
| Humidity | 40% to 60% | Prevents moisture absorption in the rockwool core |
Conclusion
Adhesive curing controls the strength and lead time of your marine panels. Mastering curing times, temperatures, and adhesive types ensures you buy high-quality products that never fail.
-
"Pressing of wood composite panels at moderate temperature ...", https://www.fpl.fs.usda.gov/documnts/pdf1989/palar89a.pdf. Technical literature on hot-press bonding of wood and composite panels describes press temperatures in this approximate range as typical for accelerated adhesive curing in panel manufacture. Evidence role: general_support; source type: paper. Supports: Factories using heat-cured adhesives for panel production commonly operate heated presses around 60°C to 120°C.. Scope note: Exact temperature depends on the adhesive chemistry, panel core, veneer/skin materials, and press cycle specified by the manufacturer. ↩
-
"Performance Enhancement of Polyurethane Acrylate Resin by ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11479163/. Polymer-adhesive research shows that increasing cure temperature accelerates reaction kinetics and crosslink formation in thermosetting and reactive adhesive systems, which shortens the time needed to develop bond strength. Evidence role: mechanism; source type: paper. Supports: Heat increases adhesive curing speed by accelerating crosslinking and bond-strength development.. Scope note: This supports the general curing mechanism; it does not verify the exact cycle time for every marine-panel adhesive formulation. ↩
-
"Impact of Curing Time and Temperature on Bond Performance of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12030511/. Room-temperature adhesive datasheets and technical references commonly distinguish handling strength from full cure, with full strength often requiring one to several days under ambient conditions. Evidence role: general_support; source type: research. Supports: Cold-cured or room-temperature adhesives often require 24 to 72 hours to reach full bond strength.. Scope note: The 24–72 hour range is formulation-specific and should be confirmed against the exact adhesive system used by the panel factory. ↩
-
"Towards Reliable Adhesive Bonding: A Comprehensive Review of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12195023/. A materials-engineering source on adhesive bonding states that adhesive joints should not be loaded or handled until adequate cure or handling strength has developed, because incomplete curing reduces bond strength and can lead to adhesive failure; this supports the general failure mechanism rather than the specific container incident described here. Evidence role: mechanism; source type: paper. Supports: Packing or transporting panels before the adhesive has adequately cured can cause loss of bond strength and delamination.. Scope note: Would support the general relationship between incomplete cure and delamination, not the author’s firsthand anecdote. ↩
-
"[PDF] Process Specification for the Assembly of Composite Sandwich ...", https://www.nasa.gov/wp-content/uploads/2023/03/prc-6002-current.pdf. A technical source on polyurethane adhesive bonding or sandwich-panel production describes heat-assisted curing as accelerating polyurethane reaction rates and enabling short hot-press cycle times; this supports the stated order of magnitude for rapid PUR press curing, though exact times vary by formulation, substrate, temperature, and press pressure. Evidence role: general_support; source type: paper. Supports: Heat-cured PUR adhesives can bond panel skins and cores within a short heated-press cycle.. Scope note: May not verify the exact 15–30 minute range for every PUR product or factory process. ↩
-
"[PDF] Study of coatings based on polyisocyanates of moisture cure ...", https://upcommons.upc.edu/bitstreams/bd174862-6977-4277-bd90-f4e125a0f4f9/download. A polymer-chemistry or adhesive-technology source explains that one-component polyurethane adhesives cure by reaction of isocyanate groups with ambient moisture, making cure rate dependent on humidity and temperature; this supports the mechanism described, but not a universal curing duration for all products. Evidence role: mechanism; source type: education. Supports: Single-component PU adhesives cure by absorbing or reacting with moisture from the surrounding air.. Scope note: Supports the moisture-curing mechanism and environmental dependence, not necessarily the exact 24–48 hour cure time for every adhesive. ↩
-
"Preparation and Properties of Epoxy Adhesives with Fast ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11112724/. A materials datasheet standard, research article, or adhesive-testing source documenting room-temperature epoxy cure schedules and lap-shear strength development can support that two-component epoxies often continue gaining strength over several days at about 20–25°C; the evidence is contextual because cure time depends strongly on resin, hardener, mix ratio, and post-curing conditions. Evidence role: general_support; source type: paper. Supports: Two-component epoxy adhesives may require several days at room temperature to reach maximum or near-maximum shear strength.. Scope note: Would support typical epoxy strength-development behavior, not prove that all two-component epoxies require exactly 72 hours to 7 days. ↩
-
"[PDF] Utility of Horioka's and Marra's Models for Adhesives Failure", https://www.fpl.fs.usda.gov/documnts/pdf2006/fpl_2006_frihart004.pdf. A failure-analysis or adhesive-bonding reference should document incomplete or improper cure as a recognized cause of adhesive bond failure in laminated or bonded panels; unless it reports comparative failure frequencies, it would contextualize the mechanism rather than prove it is the leading cause. Evidence role: general_support; source type: paper. Supports: Incomplete curing is the main reason panels fail after installation.. Scope note: The source may support incomplete curing as an important failure mode but may not substantiate the ranking as “number one.” ↩
-
"Strength in Adhesion: A Multi-Mechanics Review Covering Tensile ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12526568/. A polymer chemistry or adhesive-bonding reference should explain that many structural adhesives cure by forming crosslinked polymer networks, which contribute to cohesive strength and bond performance. Evidence role: mechanism; source type: education. Supports: Many adhesives develop strength through polymer crosslinking.. Scope note: This support applies to crosslinking adhesive systems generally; not all adhesives cure primarily by crosslinking. ↩
-
"[PDF] Lap Shear Testing Of Candidate Radiator Panel Adhesives", https://ntrs.nasa.gov/api/citations/20150007503/downloads/20150007503.pdf. A materials test report or peer-reviewed adhesive study using ASTM D1002 should provide lap-shear or tensile-strength values for fully cured structural adhesives in the MPa range, allowing comparison with the stated 5–8 MPa figure. Evidence role: statistic; source type: paper. Supports: Fully cured marine panel adhesive can reach approximately 5–8 MPa in standardized mechanical testing.. Scope note: ASTM D1002 measures apparent shear strength of single-lap joints, so the source must be matched carefully to the article’s use of “tensile force.” ↩
-
"Study on Thermomechanical Properties and Morphology of an ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10938327/. A polymer materials source should show that degree of cure affects thermal properties such as glass-transition temperature, softening behavior, and heat resistance in thermosetting or crosslinked adhesives. Evidence role: mechanism; source type: research. Supports: Incomplete curing reduces the heat tolerance of adhesive-bonded panels.. Scope note: The source would support the general relationship between cure degree and heat tolerance, not necessarily the specific failure scenario of steel skin sliding near an engine room. ↩
-
"Curing Kinetics and Structure-Property Relationship of Moisture ...", https://ui.adsabs.harvard.edu/abs/2023EurPJ.20112579M/abstract. Technical and polymer-chemistry sources describe one-component polyurethane curing as moisture-dependent and report that low relative humidity can slow or impair cure; the specific 40% threshold should be treated as formulation- and process-dependent rather than universal. Evidence role: mechanism; source type: paper. Supports: Moisture-cure polyurethane adhesives require sufficient ambient moisture, and low relative humidity can reduce cure performance.. Scope note: The exact humidity requirement varies by adhesive formulation, substrate porosity, bondline thickness, and temperature. ↩
-
"[PDF] Wood/Adhesive Interactions and Weather Durability - VTechWorks", https://vtechworks.lib.vt.edu/bitstream/handle/10919/29866/Ren_D_D_2010.pdf. Studies of moisture-curing polyurethane systems explain that cure progresses as water diffuses into the adhesive, so thick or poorly ventilated bondlines can cure nonuniformly from exposed surfaces toward the interior; evidence for a multi-week wet center would depend on the specific panel geometry and adhesive formulation. Evidence role: mechanism; source type: paper. Supports: Low moisture access can cause moisture-cure polyurethane adhesive to cure unevenly, with exposed edges curing before the interior.. Scope note: This supports the diffusion-limited curing mechanism, but not necessarily the exact duration of “weeks” for every marine panel. ↩
-
"[PDF] Strength and Durability of One-Part Polyurethane Adhesive Bonds to ...", https://research.fs.usda.gov/download/treesearch/5964.pdf. Independent adhesive testing literature or technical standards data can contextualize lap-shear strength ranges for polyurethane adhesives and show that measured strength varies substantially by formulation, substrate preparation, test method, and cure conditions. Evidence role: statistic; source type: paper. Supports: Two-component polyurethane adhesives can show higher shear strength than one-component moisture-cure polyurethane adhesives under comparable test conditions.. Scope note: A neutral source may support comparable ranges or relative performance, but the exact MPa values should be tied to a specified test standard and substrate. ↩
-
"Mechanical Properties of Polyurethane Adhesive Bonds in a Mineral ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8152272/. A materials-science source on adhesive bonding to porous substrates supports that wetting, penetration, and pressure-assisted contact can improve mechanical interlocking between an adhesive and a fibrous or porous core. Evidence role: mechanism; source type: paper. Supports: Adhesive bonding to rockwool or similar porous cores requires sufficient time and pressure for penetration and contact with the fibers.. Scope note: This would support the bonding mechanism generally; it may not directly test the exact marine panel construction described in the article. ↩
-
"[PDF] Mechanical Development of Thermosets during Cure", https://asset.library.wisc.edu/1711.dl/DF5E6F2CZCTAC8M/R/file-1a519.pdf. A peer-reviewed or institutional source on thermoset adhesive curing supports that crosslinking and initial bond development are time- and temperature-dependent processes that may be incomplete after very short press times. Evidence role: mechanism; source type: paper. Supports: Very short dwell times can leave adhesive crosslinking incomplete, increasing the risk of weak initial bonding.. Scope note: The specific 10-minute threshold is likely formulation- and temperature-dependent, so the source may support the principle rather than prove a universal cutoff. ↩
-
"[PDF] Process diagnostics for co-cure of sandwich structures using in situ ...", https://sites.usc.edu/composites/files/2020/05/J-267.pdf. A technical standard, research paper, or institutional guide on bonded sandwich panel manufacture supports that press dwell time and applied pressure are controlled process variables, with recommended ranges depending on adhesive chemistry, core type, temperature, and panel geometry. Evidence role: general_support; source type: institution. Supports: Optimal press dwell time and pressure for marine-style sandwich panels fall within controlled process ranges and should be specified rather than improvised.. Scope note: The cited source may provide typical or example ranges rather than a universal range for all marine adhesives. ↩
-
"[PDF] THE EFFECT OF ADHESIVE BONDLINE THICKNESS ON JOINT ...", https://rex.libraries.wsu.edu/view/delivery/01ALLIANCE_WSU/12368514090001842/13368514080001842. An adhesive-science reference supports that green strength, or handling strength, is the early strength that allows an assembly to be moved before the adhesive reaches full cure. Evidence role: definition; source type: education. Supports: Green strength is an early handling strength reached before full adhesive cure, allowing the bonded panel to be moved without layer displacement.. Scope note: This supports the definition and general curing sequence; actual handling time and full-cure time vary by adhesive formulation and curing conditions. ↩
-
"[PDF] Experimental Methods to Capture Curing Induced Effects in ...", https://open.clemson.edu/cgi/viewcontent.cgi?article=1098&context=auto_eng_pub. A materials-engineering source on residual stresses in bonded or laminated structures can substantiate that manufacturing, curing, and cooling can leave internal stresses that contribute to dimensional distortion such as bowing or warping. Evidence role: mechanism; source type: paper. Supports: When the panel comes out of the press, it has internal stress.. Scope note: The source may discuss laminated composites or bonded panels generally rather than marine outfitting panels specifically. ↩
-
"[PDF] Process Specification for the Assembly of Composite Sandwich ...", https://www.nasa.gov/wp-content/uploads/2023/03/prc-6002-current.pdf. A technical source on adhesive curing or post-curing can support that bonded assemblies may require a controlled dwell period after pressing to allow continued cure and dimensional stabilization before handling or installation. Evidence role: mechanism; source type: paper. Supports: They usually leave them like this for 24 to 48 hours.. Scope note: The exact 24–48 hour duration is likely adhesive- and process-specific and should be verified against the adhesive system used. ↩
-
"[PDF] Curing of Thick Adhesive Joints", https://www.uml.edu/docs/A1-17%20WindSTAR%20Highlight%20Sheet_tcm18-323003.pdf. A source on structural adhesive curing can support that ambient temperature affects cure kinetics and final bond development, with many room-temperature adhesive systems specifying controlled conditions near standard laboratory temperatures. Evidence role: mechanism; source type: paper. Supports: They must maintain a controlled temperature between 20°C and 25°C.. Scope note: The precise 20–25°C range depends on the adhesive chemistry and manufacturer’s process specification, so this evidence would be contextual unless it matches the panel adhesive used. ↩



