
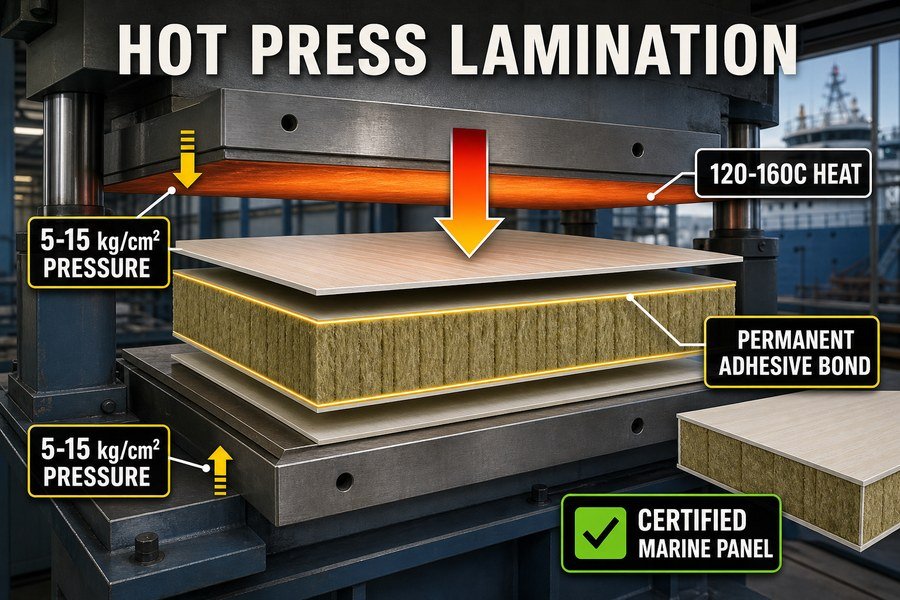
Struggling with panel delamination during your shipyard outfitting projects? Weak bonds ruin your margins and delay deliveries. Here is exactly how hot press lamination creates a permanent, certified bond.
Hot press lamination works by applying controlled heat (typically 120°C to 160°C) and uniform mechanical pressure (5 to 15 kg/cm²) over a set cycle time to cure adhesives, permanently bonding decorative surface films or steel sheets to rockwool or aluminum honeycomb cores for marine accommodation panels.
Let us look closer at the specific variables that control this production process. Understanding these details will help you choose the right factory and avoid buying bad quality panels.
What Hot Press Temperature Suits Marine Accommodation Panels?
High temperatures burn the panel finish, while low heat leaves the glue wet. Finding the sweet spot is hard but critical for a lasting bond.
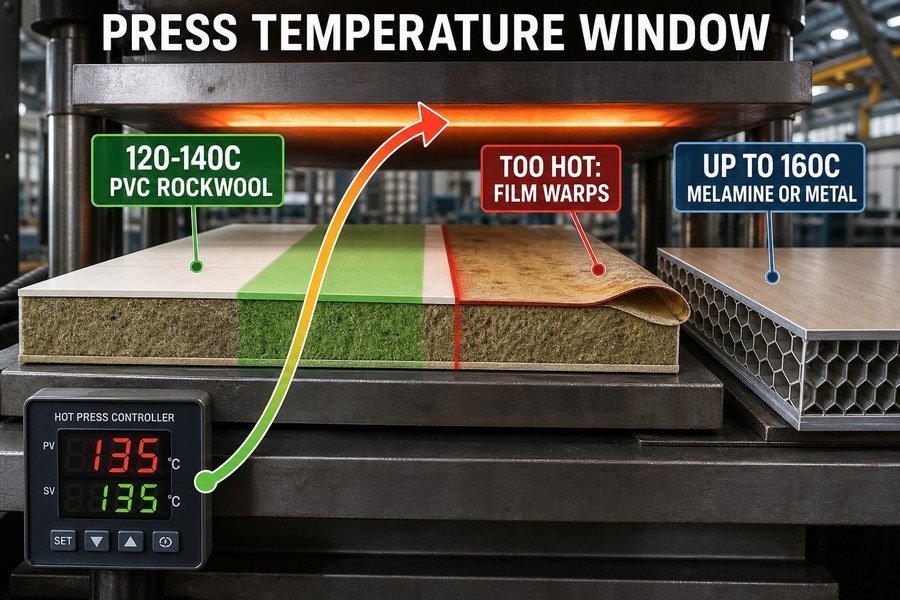
The ideal hot press temperature ranges from 120°C to 140°C for PVC-laminated rockwool panels, and up to 160°C for melamine or metallic faced honeycomb panels. These specific ranges ensure the two-component polyurethane (PUR) adhesive reaches full cross-linking without melting the decorative PVC or PET surface layers.
Temperature Requirements for PVC-Laminated Rockwool Panels
When I worked in a marine outfitting factory, I saw many ruined panels. The most common mistake was setting the heat too high. For standard marine bulkheads, factories use a galvanized steel skin covered with a decorative PVC film. This film is very sensitive to heat. Based on technical data sheets from major marine adhesive suppliers like Henkel and Sika, the two-component PUR adhesive needs about 120°C to 130°C to activate. If you push the temperature over 140°C, the PVC film starts to warp, melt, or change color1. So, the factory must keep the press plates strictly within this 120°C to 140°C window. This ensures the glue cures fully to pass the marine pull-off tests, while the decorative face remains perfect for ship cabins.
Temperature Requirements for Melamine and Metal-Faced Honeycomb Panels
Not all panels use PVC. Some lightweight marine cabin partitions use aluminum honeycomb cores with melamine or bare metal faces. These materials can take much higher heat. Because they do not melt like PVC, factories can push the hot press temperature up to 150°C or 160°C. This higher heat makes the adhesive cure much faster2. A faster cure means the factory can produce more panels in a single shift. I always check the temperature settings when I audit new suppliers in Asia. If they use the exact same temperature for PVC and bare metal, I know they do not fully understand the technical process.
| Panel Surface Type | Core Material | Optimal Press Temperature | Primary Risk if Temperature is Too High |
|---|---|---|---|
| PVC Film on Steel | Dense Rockwool | 120°C - 140°C | Melting or discoloration of the PVC film |
| PET Film on Steel | Dense Rockwool | 130°C - 145°C | Shrinking of the PET edges |
| Melamine Board | Aluminum Honeycomb | 140°C - 160°C | Burning the wood-based backing |
| Bare Galvanized Steel | Aluminum Honeycomb | 150°C - 160°C | Boiling the adhesive, creating gas bubbles |
What Is the Hot Press Cycle Time for Marine Accommodation Panels?
Long press times waste factory capacity and drive up your costs. Short press times cause panels to fall apart. You need the exact curing time.
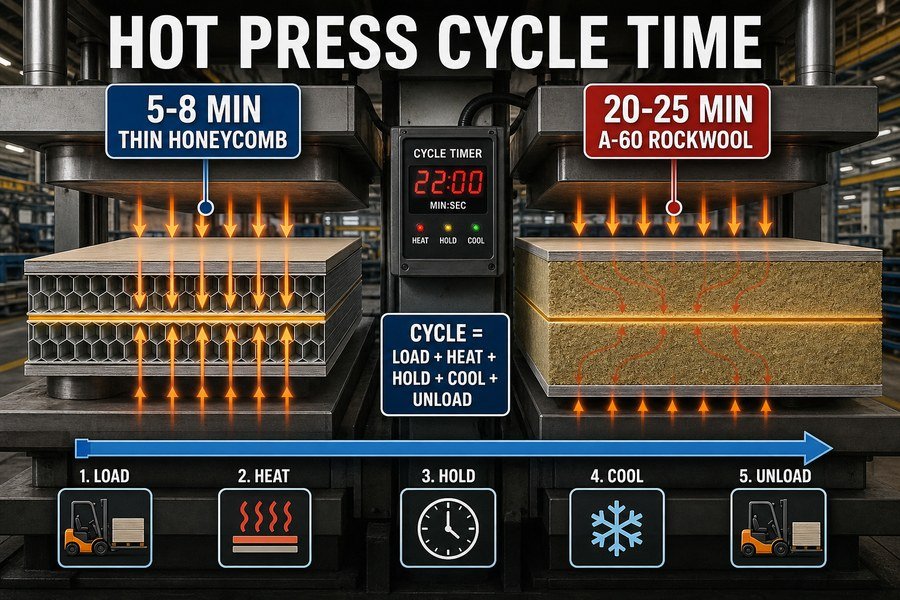
The hot press cycle time for marine accommodation panels spans from 5 minutes for thin honeycomb panels to 25 minutes for thick A-60 rockwool bulkhead panels. The cycle includes loading, heat-up, holding time for the PUR adhesive to cure, cool-down, and unloading, dictated by core thickness.
Cycle Times for Thin Aluminum Honeycomb Cabin Panels
Time is money in panel manufacturing. The cycle time depends heavily on how fast heat travels through the panel. Aluminum honeycomb panels are thin, usually 15mm to 25mm thick. Metal is a great conductor of heat.3 When the hot press closes on an aluminum honeycomb panel, the heat reaches the center glue line almost instantly. Because of this fast heat transfer, the holding time is very short. A complete cycle for these lightweight panels usually takes only 5 to 8 minutes. This includes sliding the materials into the press, pressing them, and taking them out. This short time allows factories to offer very competitive prices for interior partition projects.
Cycle Times for Thick A-60 Rated Rockwool Bulkheads
Bulkhead panels are completely different. To meet SOLAS (Safety of Life at Sea) regulations, an A-60 rated fire panel must use a thick layer of mineral wool4. These panels are often 50mm to 100mm thick. Rockwool is an insulator. Its entire job is to stop heat from moving. When the hot plates press against a 50mm rockwool panel, the heat takes a long time to travel from the metal skin to the glue line. I have timed this process during factory inspections. A standard 50mm A-60 panel needs a minimum holding time of 20 to 25 minutes. If a factory tells you they can press a 50mm A-60 panel in 10 minutes, they are lying. The glue will not cure, and the panel will fail the shipyard inspection.
| Panel Fire Rating | Core Thickness | Core Material | Average Complete Cycle Time |
|---|---|---|---|
| C-Class Partition | 15mm - 25mm | Aluminum Honeycomb | 5 to 8 minutes |
| B-15 Bulkhead | 25mm - 30mm | Dense Rockwool | 12 to 15 minutes |
| A-30 Bulkhead | 30mm - 50mm | Dense Rockwool | 15 to 20 minutes |
| A-60 Bulkhead | 50mm - 100mm | Dense Rockwool | 20 to 25 minutes |
How Does Press Pressure Affect Marine Accommodation Panel Bond Strength?
If the pressure is too low, air bubbles form. If it is too high, the rockwool core crushes. Getting pressure right stops costly shipyard rejections.
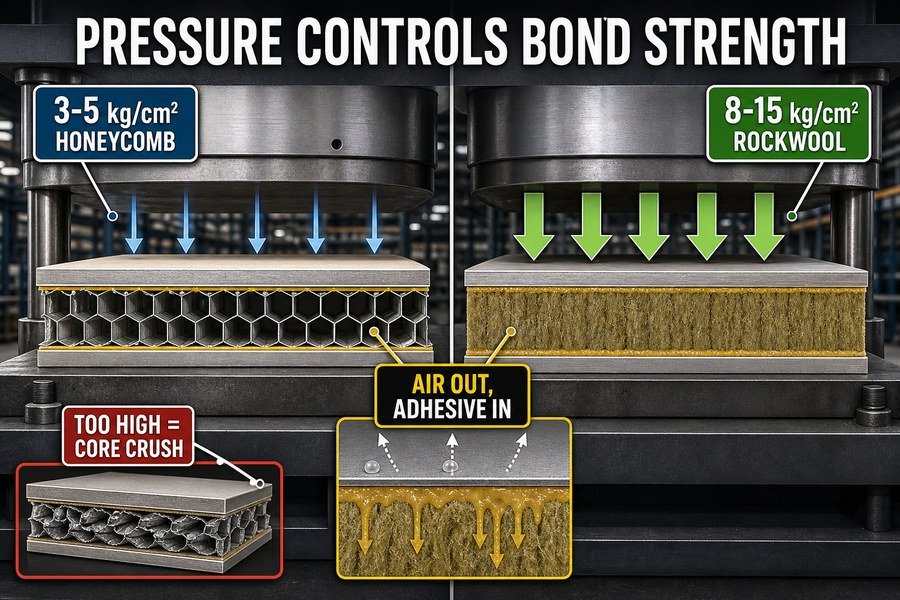
Press pressure directly dictates bond strength by forcing adhesive into the core's pores and pushing out trapped air. Optimal pressure is 3 to 5 kg/cm² for delicate honeycomb cores and 8 to 15 kg/cm² for dense, high-density rockwool cores (usually 120-150 kg/m³ density) used in marine bulkheads.
Low Pressure Applications for Aluminum Honeycomb Panels
Pressure pushes the steel skin, the glue, and the core together. Without good pressure, the bond is weak. But different cores need different pressure levels. Aluminum honeycomb cores are mostly empty space. They are very light, usually weighing between 30 and 50 kg/m³5. Because they have thin cell walls, they are fragile under flat pressure. If a factory applies too much weight, the aluminum cells collapse flat6. I have seen panels arrive at a shipyard looking wavy because the core was crushed inside. To prevent this, machines must be set to a low pressure of 3 to 5 kg/cm². This is just enough force to spread the glue evenly across the thin honeycomb edges without bending the metal structure.
High Pressure Requirements for Dense Rockwool Bulkhead Panels
Marine rockwool is not like the soft insulation in normal houses. To meet IMO (International Maritime Organization) fire test rules, marine panels use very dense rockwool. The standard density is 120 kg/m³ to 150 kg/m³. This material is tough and stubborn. The surface of rockwool is uneven and dusty. To make the PUR adhesive grab onto this rough surface, the press must push hard. The standard pressure for these heavy panels is between 8 and 15 kg/cm². This high pressure forces the wet glue deep into the rock fibers. It also pushes out any trapped air pockets. When the glue cures under this heavy load, it creates a bond so strong that the metal skin cannot be ripped off without tearing the rockwool itself7.
| Core Material Type | Core Density Range | Optimal Press Pressure | Consequence of Incorrect Pressure |
|---|---|---|---|
| Aluminum Honeycomb | 30 - 50 kg/m³ | 3 to 5 kg/cm² | Core collapses if pressure is too high |
| Polyurethane Foam | 40 - 60 kg/m³ | 4 to 6 kg/cm² | Foam compresses and loses thickness |
| Marine Rockwool | 100 - 120 kg/m³ | 8 to 12 kg/cm² | Weak bond if pressure is too low |
| High-Density Rockwool | 120 - 150 kg/m³ | 10 to 15 kg/cm² | Air pockets form if pressure is too low |
How Is Heat Distribution Controlled in Marine Accommodation Panel Pressing?
Cold spots in the press plate leave sections of your panel unglued. These hidden flaws only appear after installation, causing expensive rip-outs.
Heat distribution is controlled using thermal fluid (diathermic oil) or steam flowing through precisely machined internal channels within solid steel press platens. This closed-loop system maintains a strict temperature tolerance of ±2°C across the entire plate surface, ensuring every square inch of the panel receives equal curing heat.
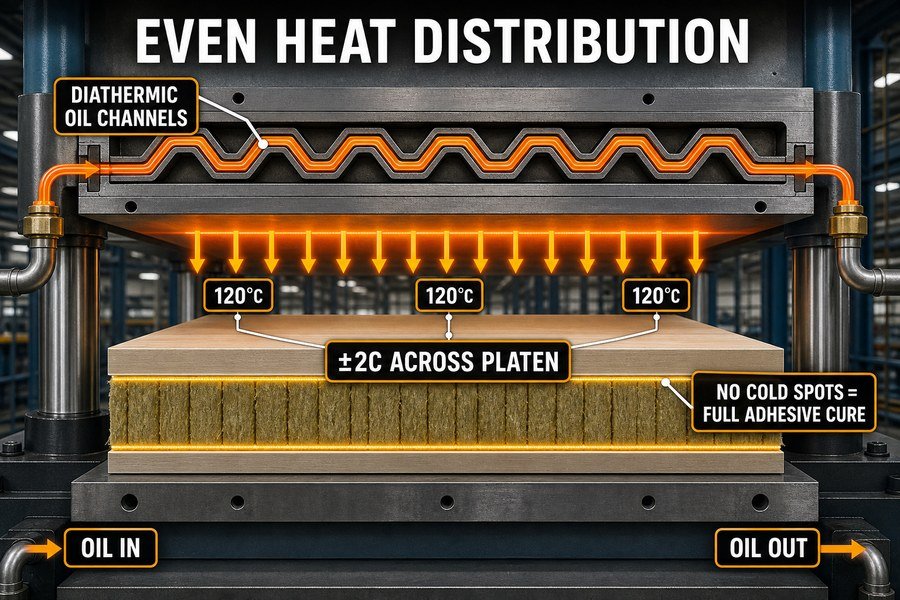
The Role of Diathermic Oil Heating Systems
A hot press machine looks simple from the outside, but the inside is complex. The large flat metal plates that touch the panels are called platens. Heating these huge steel plates evenly is very difficult. Older factories sometimes use steam to heat the plates. Steam is cheap, but it cools down as it travels, causing cold zones. Top-tier marine panel factories use diathermic oil instead. This thermal fluid is pumped through an external boiler and then circulated through the press. Oil holds heat much better than steam. According to machinery specs from brands like Wemhoener, oil systems can hold temperatures up to 250°C8 with almost no heat loss. This keeps the panel completely flat and ensures the glue cures at the exact same speed in the corners as it does in the center.
Importance of Platen Channel Design for Even Heating
The fluid needs a path to travel. The steel platens have deep, zigzagging holes drilled inside them. These are called flow channels. The design of these channels decides how even the heat is. If the channels are too far apart, you get hot lines and cold lines on the panel surface. Modern presses drill channels just a few centimeters apart. The hot oil flows back and forth in a continuous loop. I always ask the factory technical manager about their temperature tolerance. A good marine panel press will have a tolerance of ±2°C across a plate that is over 3 meters long. This strict control stops weak spots. Every single square inch gets the exact heat needed for the 130°C adhesive activation9.
| Heating Method | Heat Transfer Medium | Temperature Tolerance | Best Used For |
|---|---|---|---|
| Electric Elements | Direct Electrical Wire | ±5°C to ±8°C | Small, cheap, non-marine panels |
| Steam Heating | Pressurized Water Vapor | ±4°C to ±6°C | Older factories, budget production |
| Diathermic Oil | High-Temperature Thermal Fluid | ±1°C to ±2°C | High-quality, certified marine panels |
What Defects Arise from Faulty Hot Pressing of Marine Accommodation Panels?
Receiving panels with visible flaws destroys your profit margin. Knowing how to spot manufacturing defects saves you from installing bad materials on the ship.
Faulty hot pressing causes four main defects: surface blistering from trapped gas, edge delamination due to low outer platen pressure, core crushing from excessive force, and glue bleed-through on thin metal skins. Each defect compromises the panel's SOLAS fire rating and aesthetic finish, rendering it unusable.

Identifying Surface Blistering and Edge Delamination
When I inspect a batch of marine wall panels, I look for four specific problems. The first is surface blistering. This looks like big air bubbles under the PVC film. It happens when the press is too hot, causing the moisture inside the glue to boil and turn into gas.10 The gas gets trapped because the pressure is locked down. When you see blisters, the panel belongs in the trash. The second major defect is edge delamination. This is when the metal skin peels away from the rockwool at the very edges of the panel. It happens because the press platens are slightly bent, or the pressure drops at the outer edges of the machine.11 The edges do not get enough squeeze, so the glue fails to grab. If you try to cut or join a panel with loose edges, the whole face will peel off.
Recognizing Core Crushing and Glue Bleed-Through
The third defect is core crushing. I discussed pressure earlier. If the factory sets a 15 kg/cm² pressure on a soft 30 kg/m³ honeycomb core, the inside breaks.12 From the outside, the panel might look fine at first. But when you measure the thickness, a 25mm panel will be crushed down to 23mm or 22mm. It will not fit into the standard H-profiles during cabin installation. The final defect is glue bleed-through. Sometimes, factories use too much liquid PUR adhesive. When the heavy press comes down, it squeezes the glue so hard that it pushes through the joints of the metal skin. The yellow glue dries on the decorative PVC face. You cannot wipe cured PUR glue off; it ruins the panel's appearance forever.13
| Panel Defect Name | Root Cause During Hot Pressing | Visible Sign on the Finished Panel |
|---|---|---|
| Surface Blistering | Temperature set too high (Boils glue) | Large bubbles under the PVC or metal skin |
| Edge Delamination | Uneven platen pressure at the borders | Steel skin peels easily away from the core edge |
| Core Crushing | Press pressure set too high for the core | Panel is thinner than specified and feels flimsy |
| Glue Bleed-Through | Applying too much adhesive before pressing | Yellow or hard resin lines on the decorative face |
Do Continuous Press Lines Boost Marine Accommodation Panel Output?
Slow panel production ruins your project schedule. When shipyards demand faster delivery, you need suppliers who can actually meet the tight deadlines.
Continuous double-belt press lines boost output significantly, producing 3 to 5 meters of marine accommodation panels per minute, compared to 10 to 15 panels per hour from traditional multi-daylight static presses. This continuous method excels at high-volume, standardized orders but lacks flexibility for custom, small-batch cabin geometries.
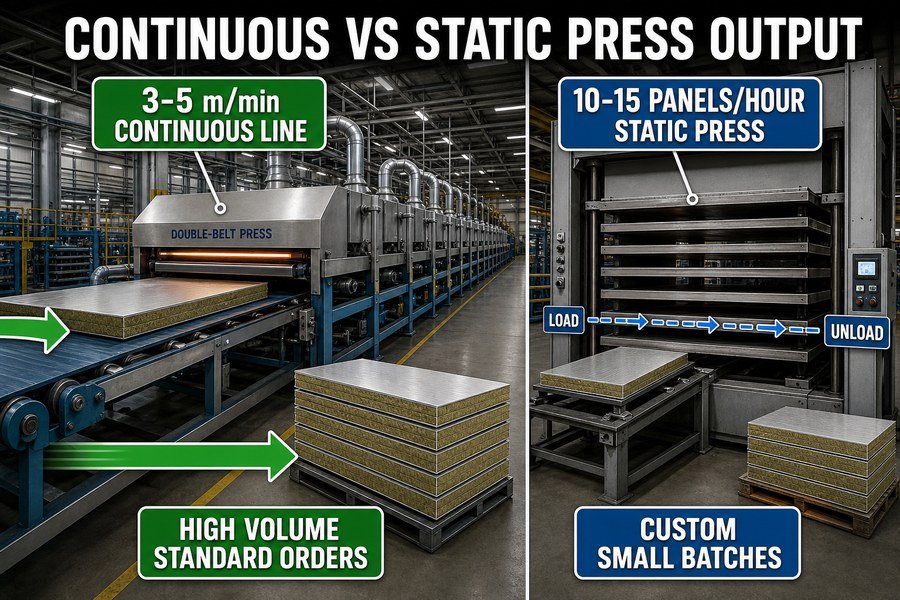
Production Speed of Continuous Double-Belt Press Lines
To understand delivery times, you need to know how the supplier's machines work. Huge factories often use continuous double-belt press lines. These machines do not open and close. Instead, they use two massive heated steel belts that pull the materials through a long heating tunnel14. The metal skin, the glue, and the rockwool go in one end, and a finished, endless panel comes out the other end. Because it never stops, the speed is amazing. A good continuous line runs at 3 to 5 meters per minute. A factory can produce thousands of standard 2-meter panels in a single day. When my European shipyard clients need massive volumes for a cruise ship project, I only match them with factories that have these continuous lines. It is the only way to meet a tight 30-day delivery schedule.
Output Limits of Traditional Multi-Daylight Static Presses
On the other hand, many mid-sized factories use traditional multi-daylight static presses. A "daylight" is the gap between two heating plates. A 5-daylight press can hold 5 panels at a time.15 The workers load the 5 panels, close the press, and wait 20 minutes for the A-60 panels to cure. Because of this stop-and-go process, a static press can only output about 10 to 15 panels per hour16. This is very slow. However, static presses are highly valuable for a different reason. They are flexible. If you need 20 custom-sized panels for a specialized bridge console, a static press can do it easily. A continuous line takes hours to set up and calibrate, so factories will not turn it on for small orders.
| Press Machine Type | Average Production Speed | Best Suited For | Main Disadvantage |
|---|---|---|---|
| Continuous Double-Belt | 3 to 5 meters per minute | Huge, standardized cruise ship orders | Very poor for small or custom sizes |
| Single-Daylight Static | 2 to 3 panels per hour | Complex, oversized custom panels | Extremely slow production rate |
| Multi-Daylight Static | 10 to 15 panels per hour | Medium batches and mixed sizes | Labor-intensive loading and unloading |
Conclusion
Hot press lamination requires exact control of temperature, cycle time, and pressure. By mastering these variables, you can source high-quality, certified marine accommodation panels that keep your outfitting projects profitable and on schedule.
-
"Thermal Stability of Nanosilica-Modified Poly(vinyl chloride) - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8271553/. Materials references on polyvinyl chloride report that PVC softens and undergoes thermal degradation/discoloration under elevated heat, supporting the need to limit hot-press temperatures for PVC-faced panels. Evidence role: general_support; source type: paper. Supports: PVC film used on panel faces can warp, melt, or discolor when hot-press temperatures exceed about 140°C.. Scope note: The exact failure temperature depends on PVC formulation, plasticizer content, film thickness, dwell time, and stabilizers, so such sources provide contextual support rather than proof of a universal 140°C limit. ↩
-
"Impact of Curing Time and Temperature on Bond Performance of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12030511/. Studies of polyurethane curing kinetics show that increasing temperature accelerates the reaction rate and shortens cure time, consistent with faster hot-press bonding at higher temperatures. Evidence role: mechanism; source type: paper. Supports: Raising the hot-press temperature can make two-component polyurethane adhesive cure faster.. Scope note: This supports the general temperature–cure-rate mechanism; it does not establish the exact 150–160°C process window for every marine panel adhesive formulation. ↩
-
"Thermal conductivity and resistivity - Wikipedia", https://en.wikipedia.org/wiki/Thermal_conductivity_and_resistivity. Reference data for aluminum report high thermal conductivity relative to many construction materials, supporting the article’s premise that aluminum skins and honeycomb cores can transmit heat rapidly during pressing. Evidence role: mechanism; source type: encyclopedia. Supports: Aluminum honeycomb panels transfer heat quickly because aluminum is highly thermally conductive.. Scope note: This supports the heat-transfer rationale but does not independently verify the stated 5–8 minute manufacturing cycle time. ↩
-
"46 CFR Part 116 Subpart D -- Fire Protection - eCFR", https://www.ecfr.gov/current/title-46/chapter-I/subchapter-K/part-116/subpart-D. SOLAS and IMO fire-test requirements define A-60 divisions by non-combustible construction and insulation sufficient to limit temperature rise on the unexposed side for 60 minutes, which supports the need for substantial fire insulation in A-60 panels. Evidence role: definition; source type: institution. Supports: A-60 rated marine fire panels require substantial non-combustible insulation to meet SOLAS fire-resistance requirements.. Scope note: The regulatory standard supports the insulation-performance requirement, but it does not necessarily mandate mineral wool specifically; other approved non-combustible insulation systems may qualify. ↩
-
"[PDF] Analysis of an Aircraft Honeycomb Sandwich Panel with Circular ...", https://ntrs.nasa.gov/api/citations/20130011132/downloads/20130011132.pdf. A materials-engineering source on aluminium honeycomb sandwich cores can support that these cores are low-density cellular materials and that commonly used core densities may fall in the tens of kg/m³; the exact density depends on alloy, foil thickness, and cell size. Evidence role: general_support; source type: paper. Supports: Aluminum honeycomb cores are very light, usually weighing between 30 and 50 kg/m³.. Scope note: The source may support typical density ranges rather than the specific production range used by the author. ↩
-
"Numerical Investigation into In-Plane Crushing of Tube-Reinforced ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8434274/. Experimental and analytical studies of honeycomb cores under out-of-plane compression describe failure by elastic buckling, plastic collapse, and crushing of the cell walls, supporting the risk of core collapse under excessive flatwise pressure. Evidence role: mechanism; source type: paper. Supports: If too much weight is applied during pressing, aluminum honeycomb cells can collapse flat.. Scope note: Such studies establish the failure mechanism, but the pressure threshold varies with honeycomb geometry, alloy, and manufacturing condition. ↩
-
"Mechanical Properties of Polyurethane Adhesive Bonds in a Mineral ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8152272/. Research on adhesive bonding and peel or tensile testing of mineral-wool sandwich panels can document cohesive failure in the mineral-wool core when the adhesive interface is stronger than the core material. Evidence role: case_reference; source type: paper. Supports: A properly cured bond can be strong enough that failure occurs by tearing the rockwool rather than by clean separation of the metal skin.. Scope note: This supports the described failure pattern in principle, but actual failure mode depends on adhesive chemistry, curing, pressure, surface preparation, and core density. ↩
-
"[PDF] SYLTHERM 800 Heat Transfer Fluid", https://www.npl.washington.edu/TRIMS/sites/sand.npl.washington.edu.TRIMS/files/manuals-documentation/syltherm-800-product-brochure.pdf. A technical reference on heat-transfer oils or hot-oil systems should document that thermal-fluid heating circuits commonly operate in the 200–300°C range, supporting the stated order of magnitude for press-heating temperatures. Evidence role: general_support; source type: institution. Supports: Diathermic-oil heating systems used in industrial presses can maintain operating temperatures around 250°C.. Scope note: This would support the feasible operating temperature of diathermic-oil systems, but not necessarily the article’s stronger claim of “almost no heat loss” in a specific press installation. ↩
-
"[PDF] Evaluation of Phenol Formaldehyde Resin Cure Rate - VTechWorks", https://vtechworks.lib.vt.edu/server/api/core/bitstreams/a1cbfc7d-965d-45af-b0f4-7d8d29ad9653/content. Research on plywood or wood-composite hot pressing should show that common thermosetting wood adhesives, such as phenol-formaldehyde or related resins, cure under elevated platen temperatures often around or above 120–150°C, providing context for the stated 130°C activation temperature. Evidence role: mechanism; source type: paper. Supports: Marine-panel adhesive curing or activation can require press temperatures around 130°C.. Scope note: The exact activation or curing temperature depends on adhesive chemistry, formulation, moisture content, press time, and panel construction; a source may support the general temperature range rather than this exact value for all marine panels. ↩
-
"[PDF] Wood/Adhesive Interactions and Weather Durability - VTechWorks", https://vtechworks.lib.vt.edu/bitstream/handle/10919/29866/Ren_D_D_2010.pdf. Polyurethane adhesive and coating literature describes heat and moisture-related gas formation as a cause of bubbles or blisters in laminated structures, supporting the mechanism that excessive press temperature can produce trapped vapor beneath a facing layer. Evidence role: mechanism; source type: paper. Supports: Surface blistering can occur when excessive hot-press temperature causes moisture or volatiles in adhesive to vaporize and become trapped under the surface film.. Scope note: The source may describe the mechanism for polyurethane adhesives or laminated composites generally rather than marine wall panels specifically. ↩
-
"[PDF] ADHESIVE BONDING OF WOOD", https://www.intrans.iastate.edu/wp-content/uploads/2018/08/tb1512.pdf. Technical literature on hot pressing and bonded sandwich panels notes that nonuniform pressure distribution can reduce adhesive contact and bond quality, providing contextual support for edge delamination where platen pressure is lower near panel borders. Evidence role: mechanism; source type: research. Supports: Edge delamination can result from uneven hot-press pressure, including reduced pressure at the edges of the press.. Scope note: This supports the relationship between pressure uniformity and bond quality in bonded panels; it may not document the exact platen-bending scenario described here. ↩
-
"[PDF] Mechanical response of metallic honeycomb sandwich panel ...", https://groups.seas.harvard.edu/hutchinson/papers/metallichoneycombs.pdf. Honeycomb and sandwich-core references report that low-density cores have limited through-thickness compressive strength and may crush when compressive load exceeds the core’s strength, supporting the general mechanism of core crushing under excessive press pressure. Evidence role: mechanism; source type: paper. Supports: A soft, low-density honeycomb core can fail internally if hot-press pressure exceeds its compressive strength.. Scope note: The source would need matching material data to verify the specific 15 kg/cm² and 30 kg/m³ values; otherwise it supports only the general engineering principle. ↩
-
"[PDF] Which adhesive should I use? - MIT D-Lab", https://d-lab.mit.edu/sites/default/files/inline-files/D-Lab_Learn-It_Adhesives_Jul13.pdf. Polyurethane adhesive safety and technical references state that cured polyurethane forms a chemically resistant solid that is difficult to remove mechanically or with solvents, supporting the claim that cured PUR residue on a decorative surface is not readily wiped away. Evidence role: general_support; source type: institution. Supports: Cured PUR adhesive is difficult to remove from a decorative surface by wiping and can permanently mar the panel appearance.. Scope note: This supports the difficulty of removing cured polyurethane generally; the permanence of visual damage depends on the specific PVC finish and cleaning method used. ↩
-
"[PDF] Woven Natural Fiber-Reinforced Pla Polymer 3d Printed Through A ...", https://digitalcommons.pvamu.edu/context/pvamu-theses/article/2526/viewcontent/S._Shahriar_FINAL_Thesis_12.7.23.pdf. A technical description of double-belt press laminating supports that these systems use two moving heated belts to apply heat and pressure continuously as layered materials pass through the press zone. Evidence role: mechanism; source type: paper. Supports: Continuous double-belt press lines use two heated steel belts to move layered materials through a heated press section.. Scope note: The source would support the operating principle, not the specific marine panel configuration described here. ↩
-
"[PDF] wabash mpi", https://people.clarkson.edu/~skrishna/Compression_molding_press.pdf. An engineering glossary or press-design reference defining press “daylight” as the opening between platens would support the explanation of multi-daylight press capacity by showing that multiple daylight openings allow multiple panels or boards to be pressed in one cycle. Evidence role: definition; source type: education. Supports: In a press, a daylight is the gap between heating plates, and a 5-daylight press can process five panels at a time under the described loading assumption.. Scope note: The exact number of panels per cycle can vary with panel size, tooling, stacking method, and press configuration. ↩
-
"[PDF] Performance of Sandwich Panels in FPL Experimental Unit", https://www.fpl.fs.usda.gov/documnts/fplrp/fplrp12.pdf. A manufacturing study or technical reference on batch hot-pressing cycle times can support the stated order of magnitude for static-press output by relating the number of daylight openings to curing or pressing time per cycle. Evidence role: statistic; source type: paper. Supports: A traditional multi-daylight static press can output about 10 to 15 panels per hour.. Scope note: This support would be contextual because throughput depends on press size, number of openings, loading labor, curing time, and panel specification. ↩



