
Struggling with low-quality GRP panels failing on strict European shipyard projects? Poor face sheets cause delays and waste money. I evaluate FRP panel quality easily using specific methods.
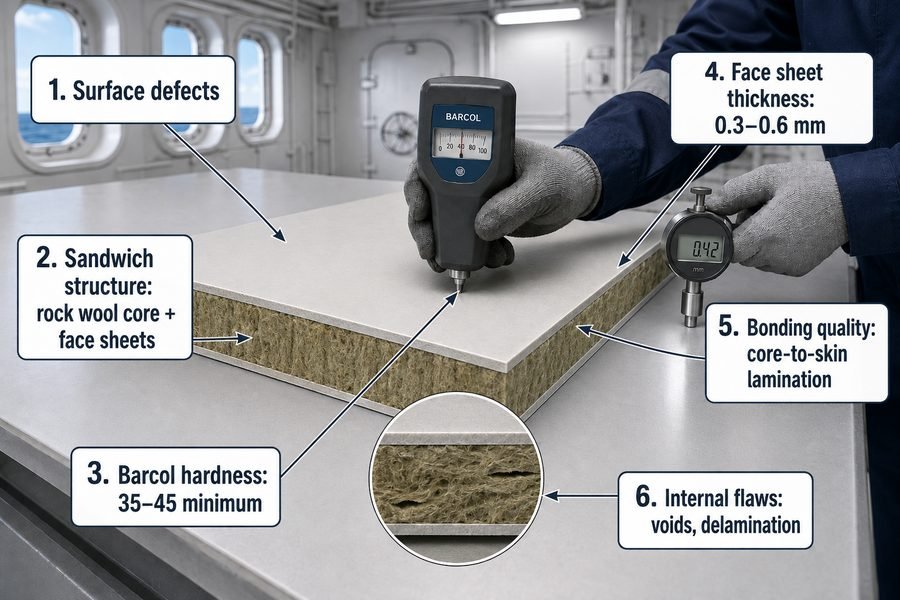
You can evaluate GRP/FRP marine panel face sheets by checking six core factors: surface defects (blisters, crazing, pinholes), resin-to-glass ratio (target 30-40% glass), Barcol hardness (minimum 35-45), gel coat thickness (0.3mm-0.6mm), manufacturing method (pultrusion vs. hand lay-up), and internal flaws like voids and dry spots.
Let us look at each step closely. I will share the exact standards and testing methods I use daily at Magellan Marine. This will help you secure high-quality panels without paying too much.
Which Surface Defects Reveal Poor GRP/FRP Marine Accommodation Panel Face Sheet Quality?
Finding defects on your marine panels after delivery is a nightmare. It ruins your relationship with strict European shipyards. You must learn how to spot these errors early.
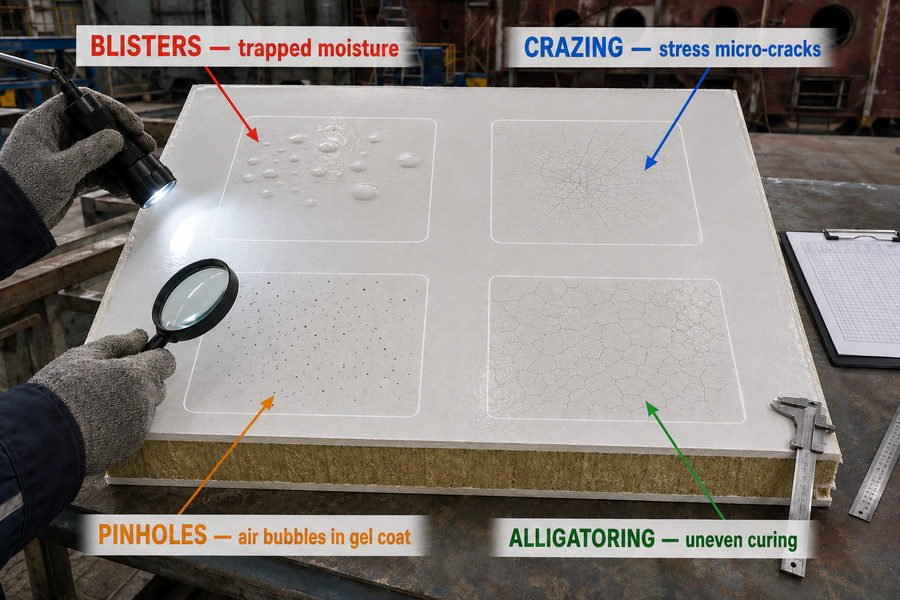
Four major surface defects reveal poor GRP/FRP face sheet quality: blisters (caused by trapped moisture), crazing (micro-cracks from stress), pinholes (air bubbles in the gel coat), and alligatoring (uneven gel coat curing). Checking for all four prevents expensive rejections during shipyard inspections.
Identifying Blisters and Crazing on GRP/FRP Surfaces
I remember my early days working in a marine outfitting factory. We produced hundreds of GRP panels daily. One day, a client rejected a huge batch. They found small bumps on the panel surface. These bumps are blisters. Blisters happen when moisture gets trapped under the gel coat.1 The trapped moisture expands over time. This expansion creates a weak spot. You must check for blisters by looking at the panel from different angles under bright light. I always reject panels with blisters immediately.
The next defect is crazing. Crazing looks like a web of tiny cracks spreading across the panel face. These cracks happen when the panel faces too much physical stress. Sometimes, factory workers bend the panels too much during transport. The panel cannot handle the bending. The gel coat cracks. The ISO 4586 standard provides clear visual guides to check for these surface cracks. You must reject any panel showing signs of crazing. The cracks will grow larger on the ship.
Spotting Pinholes and Alligatoring in Gel Coats
Pinholes are tiny holes in the panel surface. They happen when small air bubbles pop in the gel coat during production.2 Dust and dirt will enter these tiny holes. This makes the new panel look dirty and old very fast. I spot pinholes easily by rubbing a dark marker over a small sample area. The dark ink stays inside the holes. You can see them clearly.
The last major defect is alligatoring. The panel surface looks like rough crocodile skin. This happens when the gel coat cures poorly in the factory. The workers might apply the second coat of resin before the first coat dries completely. This bad timing ruins the panel surface. All four of these defects mean the supplier has bad quality control. You must check all four defects before you pay for a shipment.
| Defect Type | Primary Cause | Visual Appearance | Inspection Method |
|---|---|---|---|
| Blisters | Trapped moisture under gel coat | Raised bumps on the surface | Angle inspection under bright light |
| Crazing | Physical stress or over-bending | Tiny web-like micro-cracks | Visual check per ISO 4586 |
| Pinholes | Popped air bubbles during cure | Tiny open holes in the surface | Ink or marker test on sample |
| Alligatoring | Poor gel coat curing times | Rough, wrinkled skin texture | Direct surface touch and sight |
How to Verify Resin-to-Glass Ratio in GRP/FRP Marine Accommodation Panel Face Sheets?
Unsure if your supplier uses enough glass fiber? Low glass content means weak panels that break easily under pressure. You must know how to verify the exact ratio.
You verify the resin-to-glass ratio using the ASTM D2584 burnout test, targeting a 30% to 40% glass content by weight for standard marine accommodation panels. Higher glass content (up to 50%) is used for structural panels, while anything below 25% indicates weak, resin-rich cost-cutting.

The ASTM D2584 Burnout Test Process for Fiberglass
Glass fiber gives the panel its strength. Resin holds the fiber together. Some factories try to save money. They use more cheap resin and less expensive glass fiber. This makes the panel weak. I always ask the factory for an ASTM D2584 test report. We call this the burnout test.
The test is very simple. A technician cuts a small piece of the GRP face sheet. They weigh the sample carefully. They put the sample in a very hot furnace. The heat burns away all the resin. Only the glass fiber remains. The technician weighs the glass fiber. They compare the final weight to the starting weight. This gives you the exact glass percentage. If you buy panels from Asia, you must demand this exact test report. Do not trust their words. Trust the numbers.
Interpreting Resin-to-Glass Ratio Values for Marine Panels
You must know what the test numbers mean. For standard marine accommodation panels, you want a 30% to 40% glass content by weight.3 This range gives the best balance of strength and cost. The panel will survive daily use on a ship.
Sometimes you need structural panels for heavy-duty areas. These panels need up to 50% glass content. They are stronger but cost more money. However, you must watch out for very low numbers. If the test shows anything below 25% glass content, you have a big problem. This low number indicates weak, resin-rich cost-cutting by the supplier. The panel will crack when workers try to install it. I have seen cheap panels snap in half because the glass ratio was only 20%.
| Glass Content % | Panel Application | Quality Assessment |
|---|---|---|
| Below 25% | None (Do not use) | Very weak, cheap resin-rich material |
| 30% to 40% | Standard accommodation panels | Good balance of strength and cost |
| 45% to 50% | Structural or heavy-duty panels | High strength, premium cost |
Which Hardness or Abrasion Test Confirms GRP/FRP Face Sheet Durability?
Soft panel surfaces scratch easily during cabin installation. This leads to shipyard complaints and delayed payments. You need strict tests to prove durability.
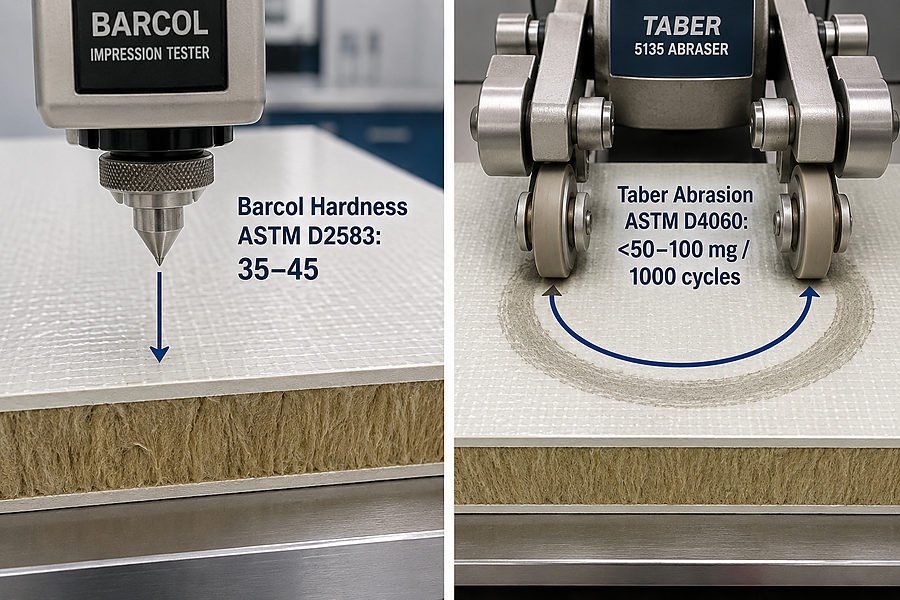
You confirm GRP/FRP face sheet durability using two main tests: the Barcol Hardness Test (ASTM D2583) requiring a score of 35 to 45, and the Taber Abrasion Test (ASTM D4060) which should show less than 50mg to 100mg weight loss per 1000 cycles.
Executing the Barcol Hardness Test (ASTM D2583) on GRP Panels
Shipbuilders drop tools. Passengers drag heavy luggage. The panel face sheet must resist these impacts. The Barcol Hardness Test is the best way to check this. The official standard is ASTM D2583.
I carry a Barcol impressor tool when I visit factories. It is a small, hand-held device. You press the tool against the GRP panel. A small steel point tries to push into the plastic surface. The tool shows a number on a dial. For good marine panels, you need a score of 35 to 45. If the score is below 35, the resin is too soft. It did not cure properly. It will dent very easily. If the score is above 45, the panel is too hard and brittle. It might shatter if someone hits it. A score of 35 to 45 proves the factory controlled the curing temperature correctly.4
Evaluating Taber Abrasion Test (ASTM D4060) Results
Hardness is not enough. You also need to check abrasion resistance. Abrasion means rubbing and scratching. The Taber Abrasion Test checks this perfectly. The standard is ASTM D4060.
In this test, a machine rubs two rough wheels against a spinning panel sample. The machine rubs the sample for 1000 cycles. The tester weighs the sample before and after the rubbing. A good GRP face sheet should show less than 50mg to 100mg weight loss5. If the sample loses more than 100mg, the surface will wear out too fast on the ship. The color will fade. The panel will look old in just one year. You must ask your Asian suppliers for both the Barcol and the Taber test results.
| Test Name | Standard | Target Result | What It Measures |
|---|---|---|---|
| Barcol Hardness | ASTM D2583 | Score of 35 to 45 | Resistance to denting and impacts |
| Taber Abrasion | ASTM D4060 | < 50mg to 100mg loss | Resistance to scratching and rubbing |
What Gel Coat Thickness Ensures Long-Life GRP/FRP Marine Accommodation Panel Skin?
If the gel coat is too thin, the panel degrades quickly. If it is too thick, it cracks under pressure. You must demand the perfect thickness.
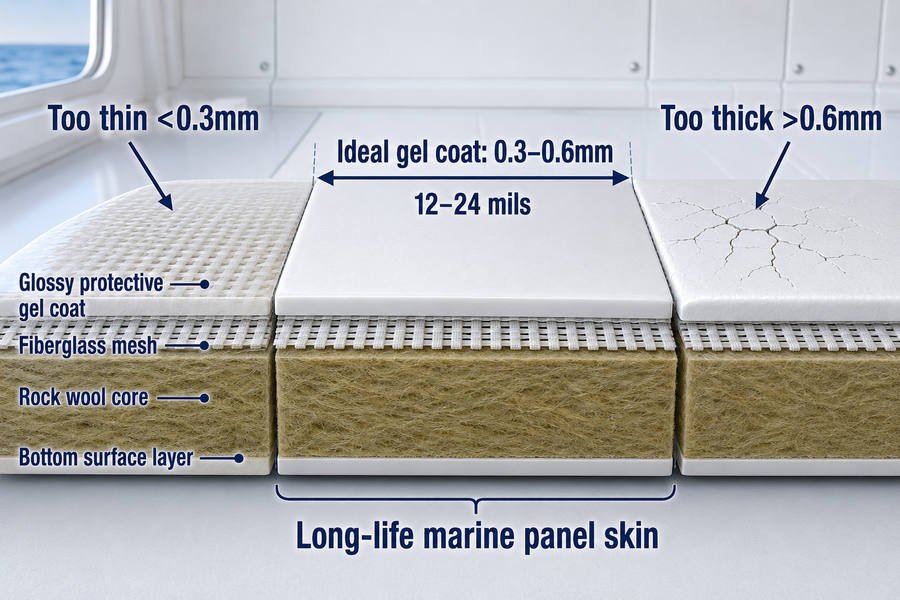
The ideal gel coat thickness for long-life GRP/FRP marine panel skins is between 0.3mm and 0.6mm (12 to 24 mils). Thickness below 0.3mm exposes the fiberglass mesh, while thickness above 0.6mm causes brittleness and cracking, according to marine composite best practices.
Measuring Ideal Gel Coat Thickness for Marine Environments
The gel coat is the outer skin of the GRP panel. It provides the color. It also stops water from reaching the glass fibers inside. I have learned that gel coat thickness is critical for panel life. The ideal gel coat thickness is between 0.3mm and 0.6mm.6 In the United States, workers call this 12 to 24 mils.
I use an ultrasonic thickness gauge to measure the gel coat. I place the gauge on the finished panel. It sends sound waves into the plastic. It tells me the exact thickness of the outer layer. You must measure the panel in several different spots. Hand-sprayed gel coats often have thick and thin areas. A good factory maintains an even thickness across the whole board.
The Dangers of Incorrect Gel Coat Thickness in FRP Panels
Some factories try to save expensive gel coat material. They spray a very thin layer. If the thickness is below 0.3mm, you face a huge risk. The rough texture of the fiberglass mesh will show through the surface. We call this "print-through." Also, a thin coat cannot block ultraviolet light or moisture. The panel will turn yellow rapidly.
Other factories make a different mistake. They spray too much gel coat to cover up bad surface work. If the thickness is above 0.6mm, the gel coat becomes very brittle. When the ship vibrates at sea, the thick gel coat will crack like eggshells. These cracks let water inside the panel. The water destroys the interior core. You must keep the thickness strictly between 0.3mm and 0.6mm to prevent both problems.
| Thickness Range | Mil Equivalent | Panel Performance Result |
|---|---|---|
| Below 0.3mm | < 12 mils | Exposes glass mesh, poor moisture blocking |
| 0.3mm to 0.6mm | 12 to 24 mils | Ideal durability, good flexibility, long life |
| Above 0.6mm | > 24 mils | Highly brittle, cracks easily under vibration |
How to Tell Hand Lay-Up from Pultruded GRP/FRP Marine Accommodation Panel Face Sheets?
Are you paying for premium pultruded panels but receiving cheap hand lay-up ones? Suppliers might trick you. You must know how to tell them apart.
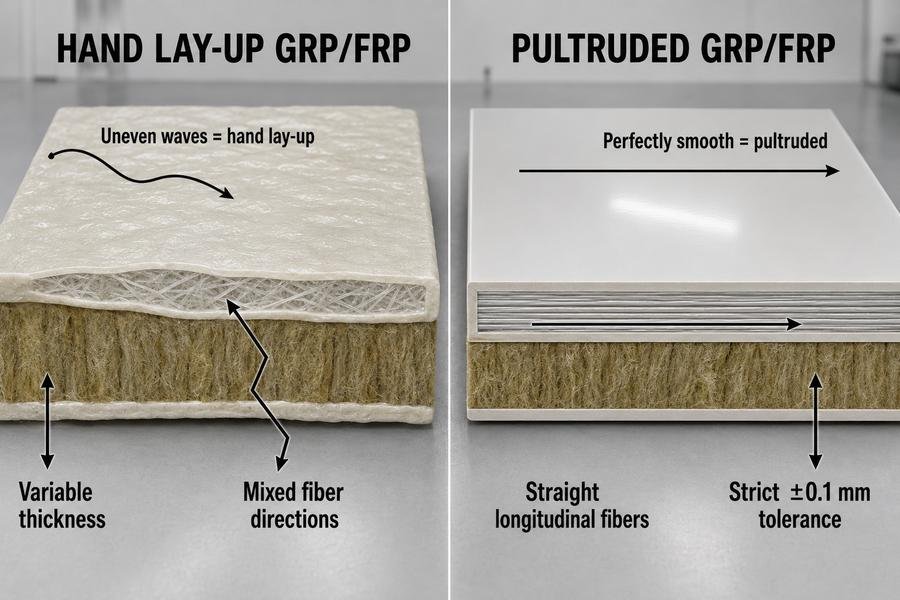
You can tell hand lay-up from pultruded GRP/FRP panels by checking three things: surface uniformity (pultruded is perfectly smooth, hand lay-up has uneven waves), thickness consistency (pultruded holds a strict ±0.1mm tolerance), and fiber alignment (pultruded fibers are strictly straight and longitudinal).
Visual Differences in Surface Uniformity and Fiber Alignment
I help many procurement officers avoid scams. Pultrusion is an automated machine process.7 Hand lay-up relies on human workers rolling resin by hand.8 Pultrusion costs more but produces much better panels.
First, you must look at surface uniformity. A pultruded panel comes out of a hot steel die. The machine makes the surface perfectly smooth. It looks like a mirror. A hand lay-up panel relies on a worker with a roller. You will always see slight uneven waves on a hand lay-up surface.
Next, you must check the fiber alignment. Look closely at the cut edge of the panel. In pultrusion, a machine pulls the glass fibers tightly in one direction.9 The fibers are strictly straight and longitudinal. In hand lay-up, workers place mats of chopped fibers randomly. The fibers point in all different directions.
Comparing Thickness Tolerances Between Pultrusion and Hand Lay-Up
The biggest difference is thickness consistency. I always carry digital calipers to inspect panels. A pultruded panel is exact. Because it goes through a fixed steel mold, it holds a strict ±0.1mm tolerance10. If you order a 3mm face sheet, every part of the sheet will measure exactly 2.9mm to 3.1mm.
Hand lay-up cannot achieve this precision. Human hands apply different pressure on the resin roller. The thickness will vary wildly. One corner might be 2.5mm, while the middle is 3.5mm. This wide tolerance causes huge problems during cabin assembly. The aluminum profiles will not fit correctly over the uneven panel edges. You will spend extra hours trying to force the parts together. You must check these three factors to ensure you get the pultruded quality you paid for.
| Inspection Factor | Pultruded Panels | Hand Lay-Up Panels |
|---|---|---|
| Surface Uniformity | Perfectly smooth, machine finish | Uneven waves, roller marks |
| Thickness Consistency | Strict ±0.1mm tolerance | Wide variation across the board |
| Fiber Alignment | Strictly straight and longitudinal | Random directions, chopped mats |
How to Inspect GRP/FRP Face Sheets for Voids and Dry Spots?
Hidden voids and dry spots destroy the strength of your marine panels. They cause structural failure over time. You must find them before shipyard installation.
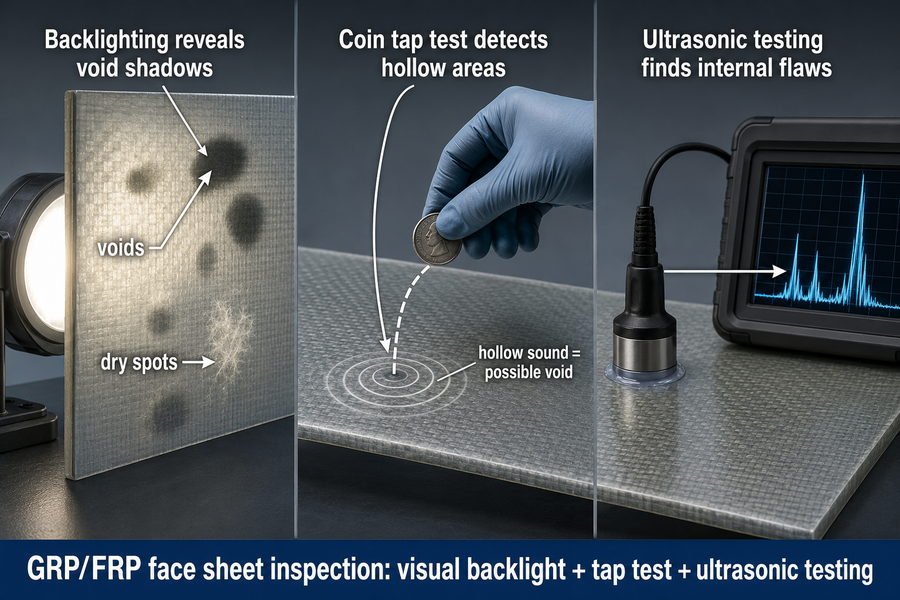
You inspect GRP/FRP face sheets for voids and dry spots using three methods: visual inspection with high-intensity backlighting to reveal shadows, the coin tap test for hollow sounds, and ultrasonic testing for precise internal flaw detection according to ISO 13586 standards.
Visual and Acoustic Tests for GRP/FRP Voids
Voids are empty air pockets hidden inside the resin. Dry spots are areas where the resin did not soak the glass fiber completely. Both flaws make the panel very weak.11 I use three main methods to catch these problems.
The first method is visual inspection with high-intensity backlighting. You place a very bright light behind the thin GRP face sheet. The light shines through the translucent plastic. If there is a void or a dry spot inside, it blocks the light differently.12 You will see dark shadows or bright white patches.
The second method is the coin tap test. This is an old but effective trick. I take a large metal coin. I gently tap the coin across the surface of the panel. Solid areas make a sharp, high-pitched click. Voids make a dull, flat, hollow sound.13 The empty space absorbs the sound energy. You can quickly map out bad spots just by listening carefully.
Advanced Ultrasonic Testing for Internal Dry Spots
Sometimes the face sheet is too thick for lights and tapping. European shipyards demand hard proof of quality. For this, you must use advanced ultrasonic testing. The ISO 13586 standard governs this process for plastics.
An ultrasonic machine sends high-frequency sound waves deep into the panel. A computer screen shows how the waves bounce back. Solid fiberglass returns a steady signal. Voids and dry spots disrupt the signal completely. The machine gives you a precise picture of the internal flaws. It can detect air bubbles as small as one millimeter.14 I require my suppliers to use ultrasonic testing on all high-end structural panels. It takes more time, but it guarantees perfection. You will never face a panel collapse if you use these three inspection methods.
| Inspection Method | Equipment Needed | How It Detects Voids/Dry Spots | Cost Level |
|---|---|---|---|
| Backlighting | High-intensity lamp | Reveals internal shadows and white patches | Very Low |
| Coin Tap Test | Large metal coin | Changes sharp clicks to dull hollow sounds | Zero |
| Ultrasonic Test | ISO 13586 testing device | Bounces sound waves to find precise flaws | High |
Conclusion
Evaluating GRP marine panel face sheets requires checking surface defects, glass ratios, hardness, gel coat thickness, manufacturing methods, and internal voids to guarantee durability, safety, and project success.
-
"[PDF] Galvanic blistering in carbon fiber polymer composites", https://digitalcommons.uri.edu/cgi/viewcontent.cgi?article=4990&context=oa_diss. A technical source on fiberglass/gelcoat blistering should support that water ingress beneath a gelcoat or laminate surface can create osmotic pressure and visible blisters in GRP/FRP structures. Evidence role: mechanism; source type: paper. Supports: Blisters in GRP/FRP surfaces can occur when moisture becomes trapped beneath the gel coat.. Scope note: Support is likely strongest for marine fiberglass laminates and may not prove the exact cause of every blister found on factory panels. ↩
-
"(PDF) Additives for Gel Coats - Academia.edu", https://www.academia.edu/14542109/Additives_for_Gel_Coats. A composites manufacturing source should support that pinholes in gelcoat or laminate surfaces can result from entrapped air, voids, or bubbles that open at the surface during application or curing. Evidence role: mechanism; source type: education. Supports: Pinholes in gel-coated GRP/FRP surfaces can be caused by entrapped air bubbles during production.. Scope note: The source may identify air entrapment as one common cause among several, rather than the only cause of pinholes. ↩
-
"Mechanical Properties of GFRPs Exposed to Tensile, Compression ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7998433/. Composite materials references commonly describe glass-fiber content as a key determinant of GRP strength and stiffness, with typical hand lay-up laminates often falling in the approximate 30–40% fiber-by-weight range, giving contextual support for this benchmark. Evidence role: general_support; source type: education. Supports: A 30% to 40% glass content by weight is presented as an appropriate benchmark for standard marine accommodation panels.. Scope note: Such sources support typical GRP laminate ranges and the strength relevance of fiber fraction, but may not establish a universal requirement specifically for marine accommodation panels. ↩
-
"Barcol hardness test - Wikipedia", https://en.wikipedia.org/wiki/Barcol_hardness_test. ASTM D2583 defines Barcol indentation hardness testing for reinforced thermosetting plastics, and composites literature reports Barcol hardness as an indicator of cure development in polyester or vinyl-ester FRP; this supports using Barcol values in GRP quality control, but not a universal 35–45 marine-panel specification. Evidence role: mechanism; source type: paper. Supports: A Barcol score of 35 to 45 indicates proper curing control for GRP marine panels.. Scope note: External sources are likely to support the relationship between Barcol hardness and cure state only contextually; the exact 35–45 range may depend on resin system, laminate construction, and buyer specification. ↩
-
"Mechanism and Influence Factors of Abrasion Resistance of High ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9102880/. ASTM D4060 describes measuring abrasion resistance by rotating abrasive wheels and reporting wear, commonly as mass loss after a specified number of cycles; polymer and composite studies use this method to compare surface wear, but they do not establish a universal <50–100 mg pass/fail limit for all GRP marine face sheets. Evidence role: general_support; source type: paper. Supports: A good GRP face sheet should show less than 50 mg to 100 mg weight loss in a Taber Abrasion Test.. Scope note: The method can support the relevance of Taber mass-loss data, while the specific threshold requires application-specific or material-specific validation. ↩
-
"[PDF] COMPOSITE MATERIALS HANDBOOK", https://snebulos.mit.edu/projects/reference/MIL-STD/MIL-HDBK-17-3F.pdf. Marine-composite fabrication references commonly describe gel coat application thickness in the approximate 0.3–0.6 mm range, or about 12–24 mils, as a practical range for balancing surface coverage with cured-film stress; this is application guidance rather than a universal standard for every gel coat formulation or service environment. Evidence role: expert_consensus; source type: institution. Supports: The ideal gel coat thickness is between 0.3mm and 0.6mm.. Scope note: The range may vary by resin chemistry, application method, laminate design, and manufacturer specifications. ↩
-
"Pultrusion - Wikipedia", https://en.wikipedia.org/wiki/Pultrusion. A neutral composites-manufacturing reference should define pultrusion as a continuous process in which reinforcement fibers are impregnated with resin and pulled through a heated die, supporting the characterization of pultrusion as automated machine manufacturing. Evidence role: definition; source type: education. Supports: Pultrusion is an automated machine process.. Scope note: This supports the process definition, not the later claims about relative product quality. ↩
-
"[PDF] AN INTRODUCTION TO COMMON HAND-LAYUP METHODS WITH ...", https://brightspotcdn.byui.edu/45/f4/f9bfc62d4800a0b2951c7631d428/justin-cooleyf18.pdf. A composites-manufacturing handbook or university source should describe hand lay-up as an open-mold manual process in which operators place reinforcement and apply or compact resin using brushes, rollers, or squeegees. Evidence role: definition; source type: education. Supports: Hand lay-up relies on human workers rolling resin by hand.. Scope note: This establishes the manual nature of the process, but does not by itself prove that all hand lay-up panels have poor dimensional or surface quality. ↩
-
"Pultrusion of glass fiber reinforced polypropylene bidirectional ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12618566/. A technical source on pultrusion should explain that continuous fiber reinforcements are pulled through the resin bath and die along the production direction, which supports the claim that pultruded parts commonly contain longitudinally oriented fibers. Evidence role: mechanism; source type: research. Supports: In pultrusion, a machine pulls the glass fibers tightly in one direction.. Scope note: Pultruded composites may also include mats, veils, or multidirectional reinforcements, so the source would support the general tendency rather than prove every fiber is strictly unidirectional. ↩
-
"[PDF] REFERENCE Standards, Specification, Codes and Reports for FRP ...", https://abc-utc.fiu.edu/wp-content/uploads/2022/02/FRP-Composites-StandardsSpecificationsCodes-Summary.pdf. A pultrusion tolerance standard or technical reference should be used to support that fixed-die pultrusion can produce comparatively consistent dimensions and that dimensional tolerances are specified for pultruded composite profiles. Evidence role: general_support; source type: other. Supports: A pultruded panel holds a strict ±0.1mm tolerance.. Scope note: A general pultrusion source may not verify a universal ±0.1 mm tolerance; that value likely depends on part geometry, material system, die condition, and the applicable supplier or standard specification. ↩
-
"Void Content Determination of Carbon Fiber Reinforced Polymers", https://pmc.ncbi.nlm.nih.gov/articles/PMC8951427/. Studies of fiber-reinforced polymer composites report that voids, resin-starved regions, and incomplete fiber wet-out can reduce laminate strength and stiffness by interrupting load transfer and creating stress concentrations. Evidence role: mechanism; source type: paper. Supports: Voids and dry spots weaken GRP/FRP panels.. Scope note: The severity depends on void fraction, flaw size, flaw location, fiber architecture, resin system, and loading mode. ↩
-
"[PDF] METHODS FOR DETECTING DEFECTS IN COMPOSITE ...", https://www.oregon.gov/odot/Programs/ResearchDocuments/Detect_Defects_Comp_Structures.pdf. Nondestructive inspection guidance for translucent composite laminates describes transmitted-light or backlighting methods as visual techniques that can reveal internal features through changes in light transmission. Evidence role: mechanism; source type: institution. Supports: Backlighting can reveal voids or dry spots in thin translucent GRP face sheets through differences in transmitted light.. Scope note: This supports the principle of backlighting but is most applicable to thin or translucent laminates; opaque, thick, pigmented, or cored panels may not be inspectable this way. ↩
-
"[PDF] AC 43-214A - Repairs and Alterations to Composite and Bonded ...", https://www.faa.gov/documentLibrary/media/Advisory_Circular/AC_43-214A.pdf. Composite inspection manuals describe tap testing as an acoustic screening method in which sound laminate typically gives a sharper response while delaminations, disbonds, or void-like defects can produce a duller sound. Evidence role: general_support; source type: government. Supports: Coin or tap testing can indicate voids or similar internal discontinuities by a change from a sharp sound to a dull or hollow response.. Scope note: Tap testing is qualitative and operator-dependent; it is less reliable for very small, deep, or geometrically complex defects. ↩
-
"(PDF) Ultrasonic Testing of Glass Fiber Reinforced Composite with ...", https://www.academia.edu/64108779/Ultrasonic_Testing_of_Glass_Fiber_Reinforced_Composite_with_Processing_Defects. Experimental ultrasonic nondestructive evaluation studies of FRP or GFRP specimens can document the smallest artificial voids or air inclusions resolved under specified probe frequency, coupling, and laminate-thickness conditions. Evidence role: statistic; source type: paper. Supports: Ultrasonic testing can detect millimeter-scale air bubbles or voids in GRP/FRP panels under suitable test conditions.. Scope note: A one-millimeter detection threshold is not universal; it depends on equipment frequency, calibration, material attenuation, defect depth, geometry, and inspection procedure. ↩



