
Tired of warped cabin walls failing shipyard inspections? Weak panels cost time and money. I will show you how proper sandwich construction solves these headaches and passes safety standards.
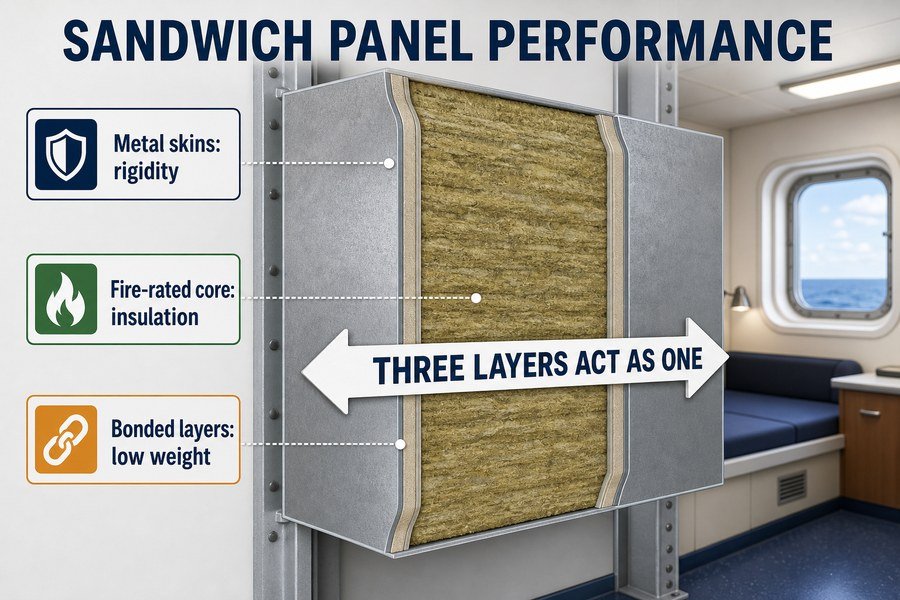
Sandwich construction dictates panel performance by combining two high-strength metallic skins with a lightweight, fire-rated core (like rockwool or honeycomb). This three-part system provides total structural rigidity, A-Class or B-Class fire resistance, acoustic dampening, and thermal insulation, all while keeping the vessel's overall weight low.
To understand why some panels last 20 years while others bend during installation, we need to look under the surface. Let us break down the engineering inside these panels so you can buy the exact right materials for your ship interior projects.
How Does Composite Action Between Skin and Core Govern Marine Sandwich Panel Stiffness?
Do your panels bend easily when workers move them? A bending panel means weak composite action. Let us fix this by understanding how skins and cores work together.
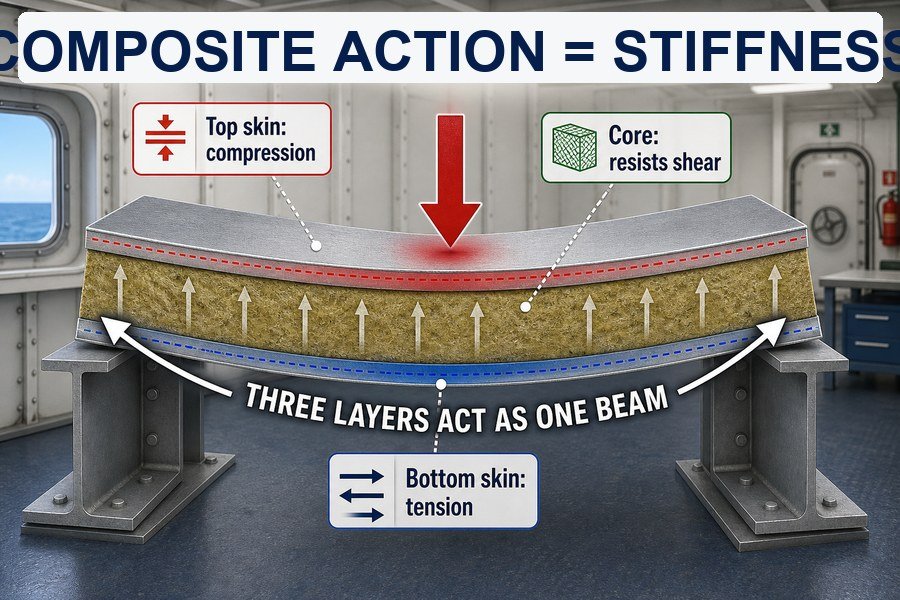
Composite action governs stiffness by making three separate layers act as one solid beam. The outer skins handle tensile and compressive stresses, while the inner core resists shear forces. Without this combined action, the panel loses up to 90% of its stiffness and bends easily under pressure.
As an outfitting specialist, I see many buyers focus only on the thickness of the metal. But the real magic is the composite action. When you push on a wall panel, the system reacts as a whole. According to standard structural engineering principles (like those found in Roark's Formulas for Stress and Strain), the face sheets take the bending loads1. We typically use 0.6 mm galvanized steel or aluminum sheets. By themselves, these thin metal sheets flop around. But when they are securely glued to a core, they become extremely rigid. The layers must work together.
Role of Outer Skins in Handling Tensile and Compressive Stresses
When a panel faces a load, the front skin compresses, and the back skin stretches. The outer skins act like the flanges of an I-beam. Because steel is very strong, it easily handles this stretching and squeezing. If you buy cheap panels with skins thinner than 0.5 mm, the metal will wrinkle under compression.
Function of the Inner Core in Resisting Shear Forces
The inner core separates the skins. A thicker core means a stiffer panel. However, the core must stop the two skins from sliding past each other. This sliding force is called shear. For marine panels, we often use rockwool with a density of 120 kg/m3 to 150 kg/m3 (based on SOLAS Chapter II-2 requirements for A-Class bulkheads). This dense rockwool is strong enough to fight the shear forces. If the core fails to resist shear, the skins slide, and the stiffness drops by up to 90%2.
| Layer Component | Primary Structural Function | Common Material Spec | Result of Component Failure |
|---|---|---|---|
| Outer Skins | Takes tensile and compressive stress | 0.6 mm Galvanized Steel | Surface wrinkling and buckling |
| Inner Core | Resists shear forces | 120 kg/m3 Rockwool | Loss of stiffness, skins slide |
| Adhesive Bond | Locks layers together | 2-part Polyurethane | Complete loss of composite action |
Why Does Adhesive Bond Integrity Dictate Marine Sandwich Panel Load Capacity?
Seeing panel skins peel off is a buyer's nightmare. Poor glue ruins projects and fails safety checks. Let me explain why strong adhesive bonds are your best defense against failure.
Adhesive bond integrity dictates load capacity by transferring shear forces between the outer skins and the inner core. We rely on two main adhesive types: polyurethane (PU) and epoxy. If the glue fails, the composite action breaks, causing skin delamination and instant loss of load capacity.

The glue inside your marine panel is just as important as the steel. I always tell my clients that if you buy cheap panels, you are usually buying cheap glue. The adhesive bond is the only bridge that passes the heavy forces from the metal skins into the rockwool core. If this bridge breaks, the panel cannot hold any weight. In marine outfitting factories, we use two main types of glue to transfer these forces and stop delamination.
How Polyurethane (PU) Adhesives Transfer Shear Forces
Polyurethane (PU) adhesives are the most common choice for marine cabins. A good 2-component PU glue gives a shear strength of about 5 MPa to 8 MPa3 (according to typical ISO 4587 lap shear testing data). PU is great because it remains slightly flexible. Ships have big engines that vibrate constantly. When the ship vibrates, the PU glue stretches slightly without breaking. This safely transfers the shear forces day after day, keeping the load capacity high.
Why Epoxy Adhesives Prevent Skin Delamination
Epoxy adhesives are the second type, used mostly for panels that face extreme heavy loads or very wet areas. Epoxy cures very hard and can offer over 15 MPa of shear strength4. However, it is less flexible. If the factory applies the adhesive layer too thinly—for example, using less than 150 grams per square meter to save money—the skins will separate from the core. We call this delamination. Once delamination happens, the panel can no longer hold weight, and the load capacity drops to zero.
| Adhesive Type | Typical Shear Strength | Flexibility Level | Best Application Area |
|---|---|---|---|
| 2-Part Polyurethane | 5 to 8 MPa | High | Standard accommodation cabins |
| Epoxy Resin | Over 15 MPa | Low | Heavy-load or wet areas |
| Cheap 1-Part Glue | Under 2 MPa | Medium | Not recommended for ships |
How Does Interfacial Shear Stress Distribution Affect Marine Accommodation Panel Load Behavior?
Do heavy lights or cabinets pull your panels apart? Uneven stress destroys panels fast. Let us see how stress spreads out to keep your cabin walls safe and strong.
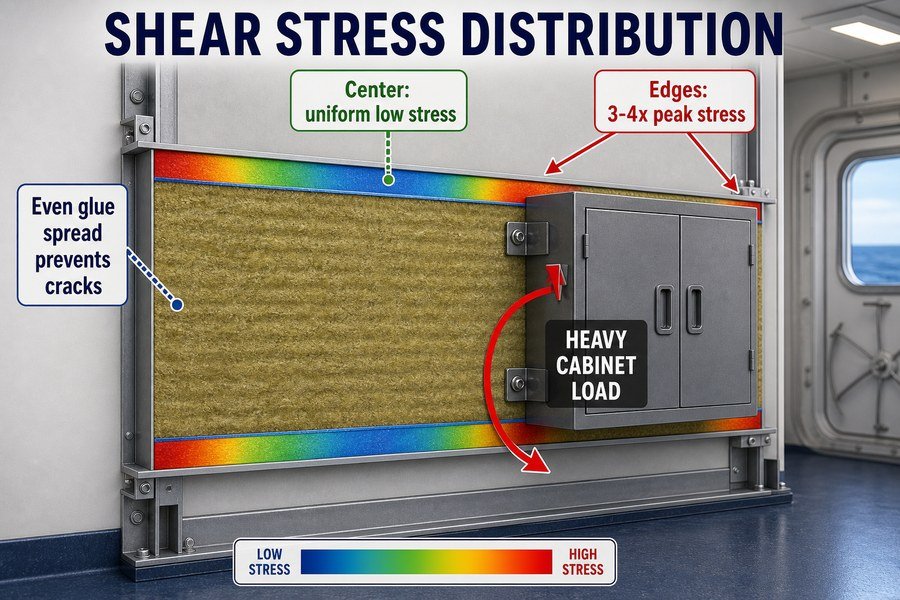
Interfacial shear stress distribution affects load behavior through two primary mechanisms: uniform stress handling across the flat surface and concentrated stress near the panel edges. Proper distribution ensures the panel supports heavy weights evenly, while uneven distribution causes the bond line to crack at weak points.
When you mount a heavy TV or a fire extinguisher to a marine wall panel, the weight pulls straight down. This pulling creates shear stress right at the interface where the metal meets the core. The distribution of this stress dictates how the panel behaves under pressure. There are two main ways stress acts on the panel, and your supplier must understand both to build a quality product.
Managing Uniform Stress Handling Across the Flat Surface
First, let us look at uniform stress handling in the center of the panel. Here, the shear stress spreads out evenly over a large area. If the factory applies the glue evenly—usually about 200 to 250 grams per square meter based on industry best practices5—the stress stays low. The rockwool core absorbs the load safely. The load behavior remains stable because every square inch of the flat surface takes a tiny piece of the total weight.
Controlling Concentrated Stress Near the Panel Edges
Second, we must manage concentrated stress near the panel edges. The edges of the panel take the hardest hit. When a ship rocks in the ocean, the metal profiles holding the panel push hard against the edges. Stress spikes very high here. According to finite element analysis (FEA) studies in marine engineering, peak shear stresses at the edges can be 3 to 4 times higher than in the center6. If the panel edges do not have extra reinforcement, this uneven distribution causes the bond line to crack. The panel will begin to fail from the outside in.
| Stress Location | Stress Level | Cause of Stress | Prevention Method |
|---|---|---|---|
| Center Surface | Low (Uniform) | Wall-mounted items | Even glue spread (250 g/m2) |
| Panel Edges | High (Concentrated) | Ship movement and tracks | Edge reinforcements |
| Joint Areas | Medium | Panel connection points | Tight tolerances and good profiles |
Which Manufacturing Tolerances Ensure Long-Term Dimensional Stability in Marine Accommodation Panels?
Sick of gaps between wall panels during ship installation? Bad sizing causes major delays. Let us look at the exact numbers you need to demand from your Asian suppliers.
Manufacturing tolerances ensure dimensional stability by strictly controlling three key factors: length/width accuracy, overall thickness consistency, and panel flatness. Adhering to these precise limits prevents thermal warping, eliminates installation gaps, and ensures the interior walls remain perfectly aligned and solid over their 20-year lifespan.

As a procurement officer, you know that time is money in a shipyard. If panels do not fit perfectly side-by-side, workers waste days cutting them or forcing them together. To get true long-term dimensional stability, the factory must strictly control three specific manufacturing tolerances. I always check these numbers before signing a contract with a new factory.
Controlling Length and Width Accuracy to Prevent Installation Gaps
First, the factory must hit tight length and width accuracy. According to shipbuilding ISO 834-1 standards7, the length and width tolerance should not exceed ±1.0 mm for a standard 2000 mm long panel. If a panel is 2 mm too wide, it will not fit correctly into the bottom track. The workers will force it, creating hidden stress. Over time, as the ship cabin gets hot and cold, this built-up stress makes the panel warp and bend.
Maintaining Thickness Consistency and Panel Flatness for Alignment
Second, we need absolute thickness consistency and precise panel flatness. A standard marine accommodation panel is usually 50 mm thick (often used to meet B-15 class fire ratings). The thickness tolerance must be ±0.5 mm. If the thickness changes from top to bottom, the joints between two panels will not be flush. You will see an ugly, uneven line. Furthermore, the overall panel flatness tolerance (often called bowing) should be less than 1.5 mm per meter. If the core is cut badly, the panel will not be flat. Over the 20-year lifespan of a commercial ship, these bad tolerances lead to squeaking walls and cracked paint.
| Tolerance Category | Acceptable Limit | Impact of Bad Tolerance |
|---|---|---|
| Length / Width | ±1.0 mm | Panels will not fit in floor tracks |
| Thickness | ±0.5 mm | Uneven wall joints and bad finish |
| Flatness (Bowing) | Max 1.5 mm per meter | Wall warping and squeaking |
How Does Localized Core Crushing Initiate Premature Marine Sandwich Panel Failure?
Ever notice ugly dents where furniture is bolted to the wall? This is core crushing, and it ruins your cabin's safety rating. Let us find out how to stop this.
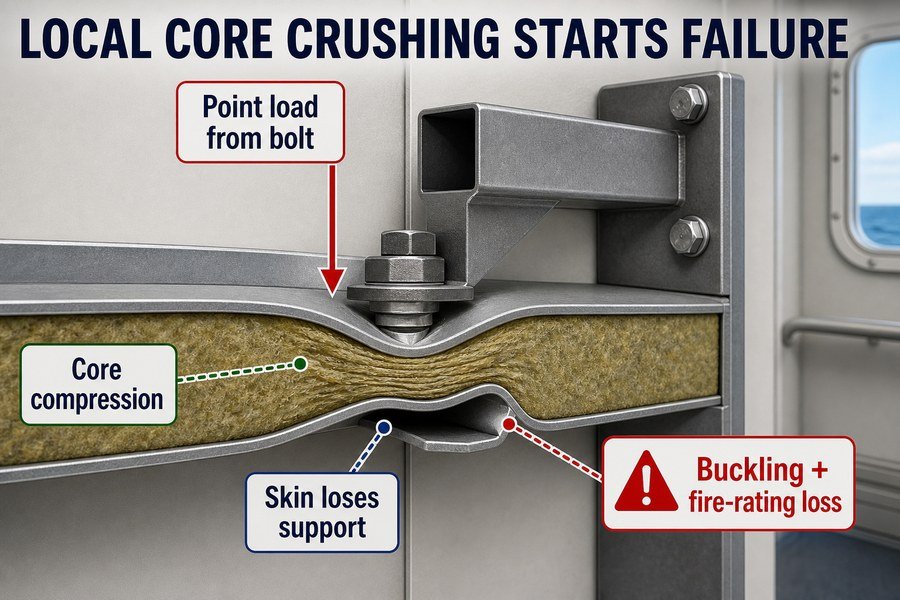
Localized core crushing initiates failure through two main stages: initial core compression from point loads (like heavy bolts), followed by a complete loss of support for the metal skin. Once the skin loses backing, it buckles inward, destroying both the structural integrity and the fire-rating.
A marine panel is very strong against wide, flat loads. But it is very weak against point loads. A point load is a heavy force pressing on a tiny spot. When yard workers drill holes to hang a 30 kg mirror or a heavy electrical box, they tighten the bolts very hard. This causes localized core crushing8. The failure process happens in two distinct stages that completely ruin the panel.
Initial Core Compression from Point Loads and Heavy Bolts
The first stage is initial core compression. The thin 0.6 mm steel skin bends inward under the tight bolt head. The rockwool core underneath has a compressive strength of only about 0.04 MPa to 0.06 MPa (based on standard mineral wool technical data). This soft resistance is not enough to fight the metal bolt. The rockwool fibers crush and break under the pressure. The core in that local area becomes permanently flat, creating a dent.
Loss of Skin Support Leading to Structural Buckling
The second stage is the loss of support for the metal skin, which leads directly to buckling. Once the core is crushed, there is an empty gap right behind the steel skin. The skin now has no backing to keep it straight. When the ship vibrates, that crushed spot acts as a major weak point. The skin buckles and folds. Not only does this look terrible, but it also destroys the panel's fire rating9. If a cabin fire breaks out, flames and extreme heat will pass right through the crushed gap, failing the SOLAS A-60 or B-15 fire safety rules.
| Failure Stage | Action Happening | Direct Consequence |
|---|---|---|
| 1. Point Load Applied | Bolt is tightened hard | Extreme pressure on small area |
| 2. Core Compression | Rockwool fibers break | Permanent dent in the core |
| 3. Loss of Support | Skin loses solid backing | Hollow gap forms behind skin |
| 4. Final Buckling | Skin folds inward | Loss of fire rating and strength |
How Does the Core-to-Skin Thickness Ratio Optimize Marine Sandwich Panel Strength-to-Weight Metrics?
Heavy ships burn more fuel and cost more money. You need strong walls that do not add dead weight. Let us balance panel thickness to get the best results.
The core-to-skin thickness ratio optimizes metrics by balancing three variables: the thickness of the heavy outer skins, the volume of the light inner core, and overall stiffness. A thick core with thin skins maximizes bending strength while significantly reducing the total weight, creating high efficiency.
Every extra kilogram on a ship costs the owner money in fuel.10 As a procurement officer, if you buy panels that are too heavy, the shipyard will complain. The secret to a perfect panel is the core-to-skin thickness ratio. This ratio carefully balances three important variables to get the absolute best strength-to-weight metrics for your budget.
Managing the Thickness of the Heavy Outer Skins
First, we must closely manage the thickness of the heavy outer skins. Steel is very heavy. Galvanized steel has a density of about 7850 kg/m3. If you increase the skin thickness from 0.6 mm to 0.8 mm just to make it feel stronger, you add nearly 3.1 kg of dead weight to every square meter of the panel. For a whole ship, that equals tons of extra weight. So, we keep the skins as thin as possible while still preventing simple puncture damage from daily cabin use.
Maximizing the Volume of the Light Inner Core for Stiffness
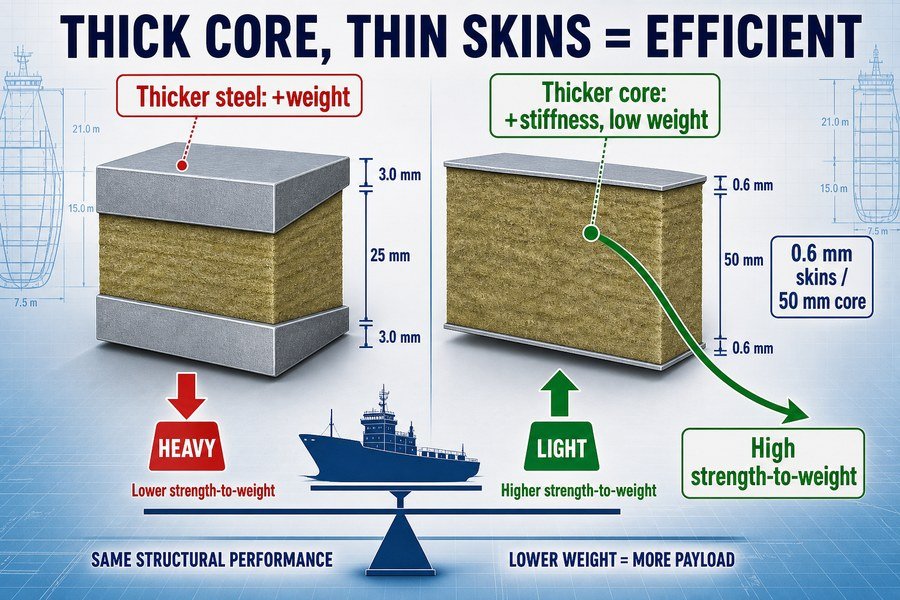
Second, we maximize the volume of the light inner core to gain massive overall stiffness. Rockwool is incredibly light. It usually weighs only 120 kg/m3. If we want to make the panel twice as stiff, we do not double the heavy steel thickness. Instead, we increase the core thickness. According to the basic laws of structural mechanics, doubling the core thickness increases the panel's bending stiffness by almost eight times11, but adds very little weight. For example, moving from a 25 mm core to a 50 mm core increases the panel weight by only about 3 kg per square meter, but gives incredible strength.
| Design Choice | Panel Stiffness | Added Weight | Overall Efficiency |
|---|---|---|---|
| Double the Steel Thickness | 2x Stiffer | Very High (+ tons) | Poor |
| Double the Core Thickness | 8x Stiffer | Very Low (+ 3kg/m2) | Excellent |
| Standard Ratio (0.6mm / 50mm) | Optimal | Standard Base | Industry Best Practice |
Conclusion
By understanding sandwich construction, core ratios, and adhesive bonds, you can source marine panels that stop warping, save dead weight, and meet strict shipyard safety rules easily.
-
"[PDF] Sandwich Constructions - USNA", https://www.usna.edu/Users/mecheng/pjoyce/composites/Short_Course_2003/13_PAX_Short_Course_Sandwich-Constructions.pdf. Sandwich-structure references describe the faces as carrying the primary tensile and compressive bending stresses while the core maintains separation and transfers shear, which supports the article’s explanation of composite panel action. Evidence role: mechanism; source type: education. Supports: In a bonded composite or sandwich panel, the outer skins carry most bending-related tensile and compressive stresses.. Scope note: This supports the general mechanics of sandwich panels, not the performance of any specific 0.6 mm steel or aluminum product. ↩
-
"[PDF] Evaluation of sandwich panels with various polyurethane foam ...", https://web.mst.edu/vbirman/papers/Evaluation%20of%20sandwich%20panels%20with%20various%20polyurethane%20foam-cores%20and%20ribs_2015.pdf. Studies of sandwich panels with debonding, core shear degradation, or loss of composite action report substantial reductions in flexural stiffness, supporting the mechanism that shear-transfer failure can severely reduce panel rigidity. Evidence role: statistic; source type: paper. Supports: If the core or bond fails to transfer shear, the panel can lose a very large share of its bending stiffness.. Scope note: The precise value of a 90% stiffness loss is design- and failure-mode-dependent and should be supported only if the cited study reports a comparable magnitude under similar conditions. ↩
-
"Rigid and Flexible Double Shear Lap Adhesive Joint at Elevated ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8434176/. A peer-reviewed materials study using single-lap shear testing reports MPa-scale shear strengths for polyurethane adhesive joints, giving contextual support for the stated 5–8 MPa range. Evidence role: statistic; source type: paper. Supports: A good 2-component PU glue gives a shear strength of about 5 MPa to 8 MPa.. Scope note: Reported values vary with substrate, surface preparation, adhesive formulation, bond-line thickness, and curing conditions, so the source would support the range as contextual rather than universal. ↩
-
"[PDF] Adhesively Bonded Multi-Material Single Lap Joints Under Static ...", https://academicworks.cuny.edu/cgi/viewcontent.cgi?article=2063&context=cc_etds_theses. Published adhesive-joint research reports epoxy single-lap shear strengths exceeding 15 MPa under controlled laboratory conditions, supporting the claim that epoxy systems can reach this strength level. Evidence role: statistic; source type: paper. Supports: Epoxy cures very hard and can offer over 15 MPa of shear strength.. Scope note: The evidence would not prove performance in every marine panel, because lap-shear strength depends on adherend material, surface treatment, environmental exposure, and cure schedule. ↩
-
"[PDF] High temperature performance of soy-based adhesives", http://citeseerx.ist.psu.edu/viewdoc/download;jsessionid=B29DEC4FF3186026865BAB90B778C0F9?doi=10.1.1.398.9109&rep=rep1&type=pdf. The source should document typical adhesive spread-rate ranges or bonding-process guidance for metal-faced mineral-wool sandwich panels, supporting the stated application range as an industry-practice parameter rather than as a universal requirement. Evidence role: general_support; source type: institution. Supports: Even adhesive application at about 200 to 250 g/m² is an industry-practice range for stable bonding in metal-to-core sandwich panels.. Scope note: Applicable adhesive rates vary by adhesive chemistry, substrate preparation, panel design, and manufacturer specifications; the source may provide contextual process guidance rather than direct validation of this exact range for all marine wall panels. ↩
-
"[PDF] Sandwich Constructions - USNA", https://www.usna.edu/Users/mecheng/pjoyce/composites/Short_Course_2003/13_PAX_Short_Course_Sandwich-Constructions.pdf. The source should present finite-element or experimental analysis showing that sandwich-panel edge regions or supports experience substantially higher shear-stress concentrations than central field regions under load, providing support for the edge-concentration mechanism; if it does not report the exact 3–4× ratio, it should be treated as contextual evidence only. Evidence role: mechanism; source type: paper. Supports: Finite-element studies can show that shear stresses near sandwich-panel edges are several times higher than stresses in the central panel area.. Scope note: The magnitude of edge stress concentration depends on panel geometry, boundary conditions, material properties, fasteners, and loading assumptions; a cited study may support the general concentration effect without proving the precise ratio for this panel type. ↩
-
"[PDF] TOLERANCE HANDBOOK", https://fpg.phys.virginia.edu/fpgweb/useful_info/tolerances_steel.pdf. ISO 834-1 defines general requirements for fire-resistance testing, including the standard furnace time-temperature exposure used in building-element tests; this provides context for the cited standard but does not directly establish dimensional tolerances for marine accommodation panels. Evidence role: definition; source type: institution. Supports: According to shipbuilding ISO 834-1 standards, the length and width tolerance should not exceed ±1.0 mm for a standard 2000 mm long panel.. Scope note: Contextual support only; a separate shipbuilding or product-specification source would be needed to verify the stated ±1.0 mm length/width tolerance. ↩
-
"[PDF] A Numerical Study on the Effect of Facesheet-Core Disbonds on the ...", https://ntrs.nasa.gov/api/citations/20150019391/downloads/20150019391.pdf. Studies of sandwich panels under concentrated or indentation loading describe local face-sheet bending and core crushing as a typical failure mode when load is applied over a small contact area. Evidence role: mechanism; source type: paper. Supports: Tightened bolts or other point loads can cause localized core crushing in a sandwich-style marine panel.. Scope note: The cited mechanics literature may address sandwich panels generally rather than this exact marine rockwool-and-steel panel configuration. ↩
-
"46 CFR Part 116 Subpart D -- Fire Protection - eCFR", https://www.ecfr.gov/current/title-46/chapter-I/subchapter-K/part-116/subpart-D. IMO/SOLAS fire-test requirements for A- and B-class divisions evaluate insulation and integrity under standardized furnace exposure, so damage or untested penetrations that alter the panel assembly can no longer be assumed to retain the certified rating. Evidence role: expert_consensus; source type: institution. Supports: Crushing, gaps, or untested penetrations in a fire-rated marine panel can compromise the basis for its A-60 or B-15 fire rating.. Scope note: Such sources establish the certification basis and integrity requirements; they may not directly test the specific crushed-gap scenario described in the article. ↩
-
"[PDF] Chapter 7 Resistance and Powering of Ships - USNA", https://www.usna.edu/NAOE/_files/documents/Courses/EN400/02.07%20Chapter%207.pdf. Naval-architecture references describe ship displacement as a factor in hull resistance and required propulsive power, which links added onboard mass to higher fuel demand under comparable operating conditions. Evidence role: mechanism; source type: education. Supports: Additional ship weight can increase fuel consumption and operating cost.. Scope note: The relationship is operationally dependent; speed, hull form, loading condition, and sea state affect the magnitude of the fuel penalty. ↩
-
"[PDF] Study the Effects of Core Orientation and Different Face Thicknesses ...", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?params=/context/theses/article/2246/&path_info=Josh_Lister_Final_Edit_Masters_Thesis.pdf. Sandwich-structure theory explains that increasing the distance between the face sheets raises the panel second moment of area and flexural rigidity substantially, so increasing core thickness can greatly increase bending stiffness while adding comparatively little core mass. Evidence role: mechanism; source type: education. Supports: Increasing sandwich-panel core thickness can increase bending stiffness far more efficiently than adding heavy face-sheet material.. Scope note: The near-eightfold figure is an idealized scaling approximation; actual stiffness depends on face-sheet properties, core shear stiffness, bonding, span, and boundary conditions. ↩



