
Weak marine panels cause huge delays and fail safety tests. It ruins your project timeline. Choosing the right core material solves this problem and ensures panels pass shipyard inspections.
Core selection directly drives structural behavior by dictating three critical factors: compression yield strength, shear modulus, and load distribution. A solid core prevents panel buckling under pressure, stops structural sagging, and ensures the wall meets IMO and SOLAS safety standards without adding unnecessary dead weight to the ship.

I remember the stress of seeing panels fail during a shipyard inspection in Europe. The core you pick is the heart of the panel, and understanding it will save you money and headaches. Let us look closer at exactly how these cores do their job.
How Does Core Cellular Structure Determine Marine Accommodation Panel Compression Yield Strength?
Crushed wall panels mean you must buy them again. You lose time and profit. Cellular structure stops this crushing by giving the panel true strength to hold up weight.
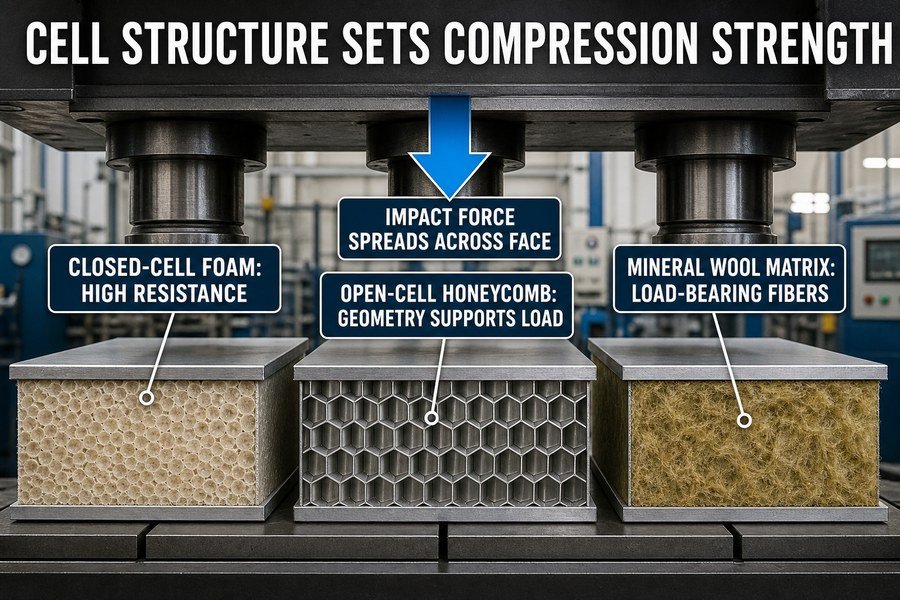
Cellular structure determines compression yield strength through three primary core types: closed-cell foams (high resistance), open-cell structures (moderate resistance), and mineral wool matrixes (structural load-bearing). These structures dictate how the core absorbs impact, distributing forces across the panel face to prevent permanent crushing before reaching its failure point.
I have seen many buyers focus only on the metal skin of a panel. But the inside structure holds the real power. We must look at the three primary core types I mentioned above: closed-cell foams, open-cell structures, and mineral wool matrixes.
Analyzing Closed-Cell Foams and Open-Cell Structures for Panel Strength
Closed-cell foams like PVC or PET have bubbles that do not touch.1 This traps air. When pressure hits the panel, these closed cells push back hard. According to ISO 844 testing standards, a high-quality PVC foam core gives a compression yield strength of 1.0 to 2.5 MPa2. This means it takes a lot of force to permanently crush it. Open-cell structures, like aluminum honeycomb, work differently. The cells are open, but the geometric shapes provide great support. A standard 1/4-inch aluminum honeycomb core has a yield strength of about 1.5 to 3.0 MPa.3 They give moderate to high resistance depending on the cell size. I always tell buyers that if they need strong, lightweight walls for quick assembly, honeycomb is a great choice.
The Role of Mineral Wool Matrixes in Load-Bearing Panels
The third type is the mineral wool matrix, usually rock wool. It is the most common core for marine outfitting because of fire safety. The structure of mineral wool is a web of stone fibers. Its compression strength is lower, usually between 0.04 to 0.06 MPa based on EN 826 standards. However, its structural load-bearing capacity comes from the sheer density and the metal skins holding it tight. The fibers absorb the impact by bending slightly. You must match the core type to your ship's needs. If you buy cheap rock wool, it will crush under pressure.
| Core Cellular Structure Type | Typical Compression Yield Strength | Best Marine Application |
|---|---|---|
| Closed-Cell Foam (PVC) | 1.0 - 2.5 MPa | Wet spaces, lightweight cabins |
| Open-Cell Structure (Honeycomb) | 1.5 - 3.0 MPa | Fast ferries, luxury yacht walls |
| Mineral Wool Matrix (Rock Wool) | 0.04 - 0.06 MPa | SOLAS A-60 fire-rated bulkheads |
Why Does Core Shear Modulus Matter More Than Density in Marine Accommodation Panels?
Heavy panels cost more to ship and install. Adding density does not always fix weak walls. A high shear modulus stops panels from bending without adding expensive, useless weight.
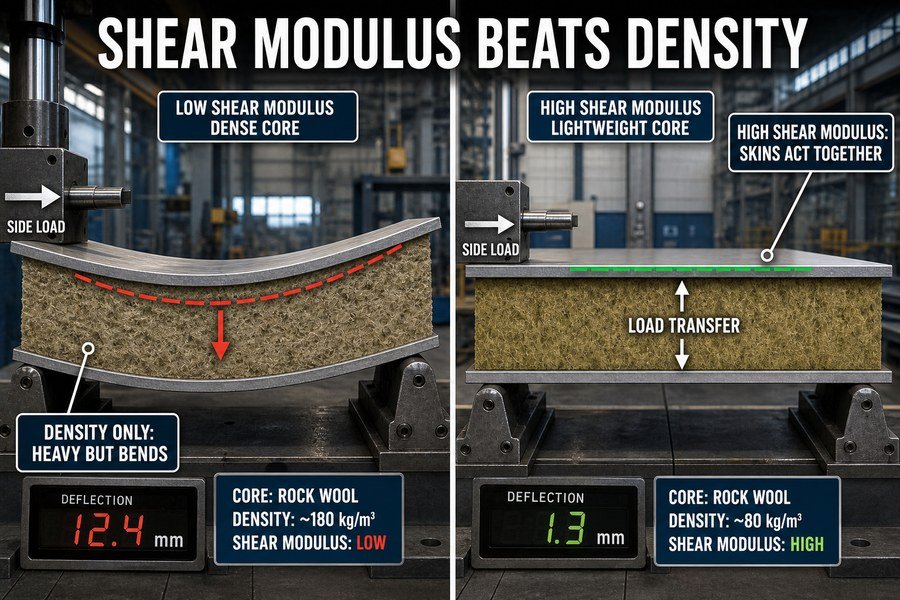
Core shear modulus matters more than density because it measures the core's ability to resist sliding forces between the two metal skins. A high shear modulus prevents panel deflection, ensures load transfer between skins, and maintains structural integrity during ship movement, achieving stiffness without relying on heavy, dense materials.
Many buyers think a heavier panel is a stronger panel. I used to think this too when I first started in the factory. But this is wrong. Density just means how much it weighs. Shear modulus is the true hero. It measures the core's ability to resist sliding forces between the two metal skins.4
Understanding How Shear Modulus Resists Sliding Forces and Deflection
When a marine panel bends, the outer skin stretches, and the inner skin compresses. The core in the middle tries to slide.5 A high shear modulus stops this sliding. If the core slides, the panel bends too much. This is called panel deflection. We must prevent panel deflection to keep the walls flat and strong. For example, a good PET foam core might have a density of only 100 kg/m³, but a shear modulus of 15 to 20 MPa according to ASTM C273 standard tests. This gives excellent stiffness. If you just add density, maybe using a 150 kg/m³ rock wool, the shear modulus is much lower, often around 2 to 4 MPa6. The heavier panel actually bends easier under a side load.
Ensuring Load Transfer and Structural Integrity During Ship Movement
The core must ensure load transfer between the skins. When the ship hits waves, the whole structure moves and vibrates. A good shear modulus maintains structural integrity during this ship movement. It locks the skins together so they act as one thick solid piece. This is how we achieve stiffness without relying on heavy, dense materials. You save money on shipping because the panels are lighter, and your workers can install them faster. I always check the shear test reports from the supplier before I recommend a product.
| Core Material | Typical Density | Typical Shear Modulus (ASTM C273) | Performance Result |
|---|---|---|---|
| Rock Wool (Low Density) | 120 kg/m³ | ~ 2 MPa | High deflection under load |
| Rock Wool (High Density) | 150 kg/m³ | ~ 4 MPa | Moderate deflection, very heavy |
| PET Foam Core | 100 kg/m³ | 15 - 20 MPa | Very low deflection, lightweight |
| Aluminum Honeycomb | 50 kg/m³ | 20 - 30 MPa | Zero visible deflection, ultra-light |
How Does Core Anisotropy Affect Marine Accommodation Panel Bending Stiffness?
Unpredictable panel bending causes joints to break. Replacing broken joints ruins your profit margin. Understanding anisotropy lets you install panels the right way so they never bend and break.
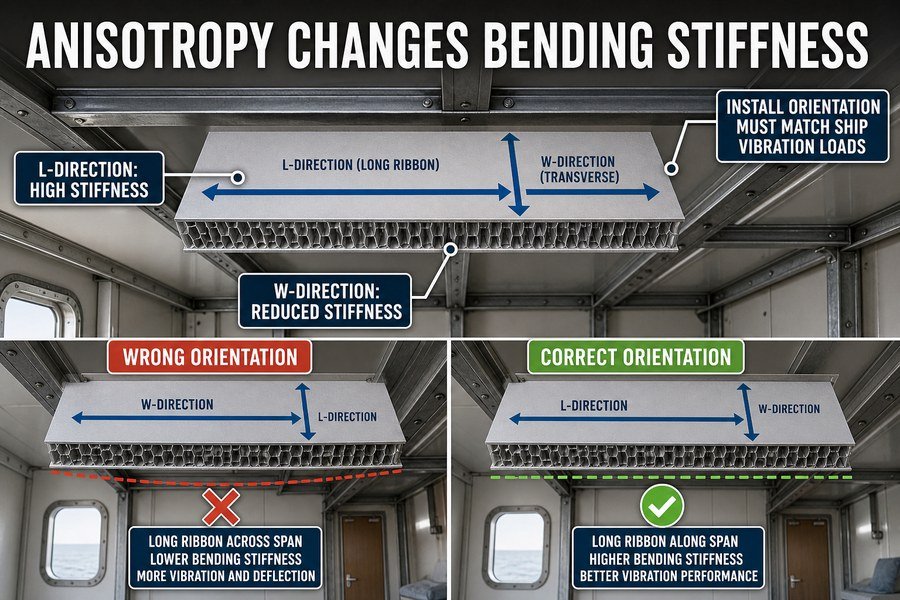
Core anisotropy affects bending stiffness because materials have different mechanical properties in different directions. This creates three distinct bending behaviors: high stiffness along the primary fiber length, reduced stiffness across the width, and thickness-dependent stiffness, requiring panels to be installed in the correct orientation to handle ship vibrations.
Anisotropy is a big word, but the idea is very simple. It just means the material is stronger in one direction than another.7 Wood is a good example; it splits easily one way but not the other. Marine panel cores, especially rock wool and honeycomb, are very anisotropic.
High Stiffness Along Length and Reduced Stiffness Across Width
Let us look at rock wool. During manufacturing, the fibers align in a specific way. This creates high stiffness along the primary fiber length.8 If you push the panel in this direction, it is very strong. But if you push it the other way, it has reduced stiffness across the width. For aluminum honeycomb, the ribbon direction (the way the foil is glued) is much stiffer than the transverse direction. According to Hexcel's mechanical data for honeycomb, the shear modulus in the ribbon direction (L-direction) is often double the shear modulus in the transverse direction (W-direction)9. For example, it might be 300 MPa in the L-direction and only 150 MPa in the W-direction.
Thickness-Dependent Stiffness and Correct Installation Orientation
There is also thickness-dependent stiffness. The thicker the core, the stiffer the panel gets10, but this changes how the anisotropic forces act. You must pay attention to this when you cut and mount the panels. Because of these three distinct bending behaviors, requiring panels to be installed in the correct orientation to handle ship vibrations is an absolute rule. If a factory cuts the panels wrong, the weak direction might face the main structural loads. When the ship engine runs, the vibration will bend the panel and crack the ceiling profiles. Always ask the factory which way the core fibers run.
| Anisotropic Property Area | Honeycomb L-Direction | Honeycomb W-Direction | Impact on Panel |
|---|---|---|---|
| Shear Modulus | High (~300 MPa) | Lower (~150 MPa) | Stiffer bending along L-axis |
| Compressive Strength | Equal | Equal | Crushing resistance is uniform |
| Installation Priority | Align with long span | Align with short span | Stops sagging on ceilings |
How Does Binder Composition Keep Rock Wool Cores Dimensionally Stable in Marine Environments?
Wet and vibrating ship environments destroy cheap panels. The core falls apart and the wall collapses. A good chemical binder glues the fibers tight to survive moisture and heavy shaking.
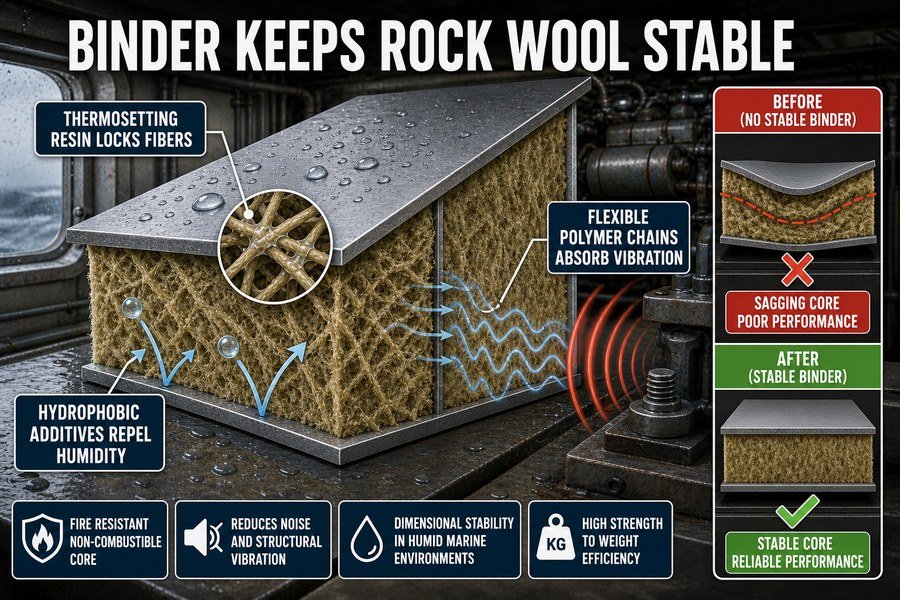
Binder composition keeps rock wool dimensionally stable by providing three protective functions: thermosetting resin links prevent fibers from shifting, hydrophobic additives repel marine humidity to stop swelling, and flexible polymer chains absorb engine vibrations, ensuring the mineral wool block does not break down or sag inside the panel.
Rock wool is just made of melted rocks spun into cotton-like threads11. By itself, it has no shape. It is the binder that gives it life. I have seen cheap panels arrive at a shipyard, and all the rock wool had fallen to the bottom of the metal skins because the binder failed.
How Thermosetting Resin Links Prevent Fibers from Shifting
The first protective function comes from the glue itself. Factories use phenolic resins. These thermosetting resin links prevent fibers from shifting12. When baked in an oven at around 200 degrees Celsius, the resin cures and turns hard. It locks every single stone fiber in place. This forms a solid block. According to the ISO 10365 standard for adhesives, a good thermosetting binder will not melt again once it is cured13. This means even if the cabin gets hot, the core stays exactly the same size and shape.
How Hydrophobic Additives and Flexible Polymer Chains Protect the Core
Ships are wet. The sea air is full of water. If rock wool gets wet, it shrinks and loses fire protection. Good binders include silane or mineral oil. These hydrophobic additives repel marine humidity to stop swelling and rotting. I always ask suppliers for the water absorption test report. Based on EN 1609 standards, good marine rock wool absorbs less than 1 kg/m² of water14. Finally, a ship shakes constantly. Pure phenolic resin can be brittle. High-quality suppliers add small amounts of flexible agents. These flexible polymer chains absorb engine vibrations. Because of these three things, ensuring the mineral wool block does not break down or sag inside the panel is guaranteed. Your walls stay straight for years.
| Binder Component | Chemical Function | Real-World Marine Benefit | Standard / Test |
|---|---|---|---|
| Phenolic Resin | Locks fibers in a rigid matrix | Stops panel sagging | ISO 10365 |
| Hydrophobic Oil | Repels atmospheric moisture | Prevents core rot | EN 1609 (<1 kg/m²) |
| Polymer Modifiers | Adds slight flexibility | Survives engine vibration | Factory vibration tests |
How Does Core Fiber Orientation Affect Marine Sandwich Panel Load Distribution?
Pushing a heavy load against a weak wall leaves ugly dents. Clients refuse to pay for dented walls. Changing the core fiber direction stops dents by spreading the heavy load.
Core fiber orientation affects load distribution by dictating the force path through two specific setups: parallel orientation (fibers run along the panel, distributing bending stress) and perpendicular orientation (fibers stand up, maximizing direct compression resistance). The right orientation carries point loads away from the metal skin to prevent dents.

As a buyer, you must ask the factory about fiber direction. It changes everything about how the wall handles bumps and pushes. We cut the rock wool blocks in different ways before we glue them to the steel skins.
Parallel Orientation for Distributing Bending Stress
The first setup is the parallel orientation. Here, the fibers run flat along the panel. Imagine laying a bunch of straws flat on a table. This setup is excellent for distributing bending stress.15 If wind pushes hard against a big window panel, the parallel fibers stretch and share the pull. However, they are weak if you poke them directly. Traditional rock wool slabs often have this parallel structure by default. They are easy to make and cheap. But I do not recommend them for high-traffic corridors where people bang carts into the walls.
Perpendicular Orientation for Maximizing Direct Compression Resistance
The second setup is much better for tough marine walls. This is the perpendicular orientation, also called a lamella core. The factory cuts the rock wool slab into strips and turns them 90 degrees. Now, all the fibers stand up, pointing straight at the metal skins. Think of standing straws straight up. This maximizes direct compression resistance. According to internal factory tests, a lamella rock wool core can hold over 0.1 MPa of compressive stress, which is nearly double the strength of standard flat fibers16. When a food cart hits the wall, the standing fibers fight back. This right orientation carries point loads away from the metal skin to prevent dents. You get a perfect, flat wall that makes the shipyard owner happy.
| Fiber Orientation Type | Manufacturing Method | Best Structural Feature | Typical Compressive Strength |
|---|---|---|---|
| Parallel (Standard Slab) | Standard block slicing | High bending flexibility | 0.04 - 0.06 MPa |
| Perpendicular (Lamella) | Cut into strips, turned 90° | Very high impact resistance | 0.08 - 0.12 MPa |
How to Calculate the Optimal Stiffness-to-Weight Ratio for Marine Bulkhead Panel Cores?
Guessing panel specs leads to heavy ships and wasted fuel. Shipyards hate overweight materials. Calculating the exact stiffness-to-weight ratio keeps your panels light but strong enough to pass rules.
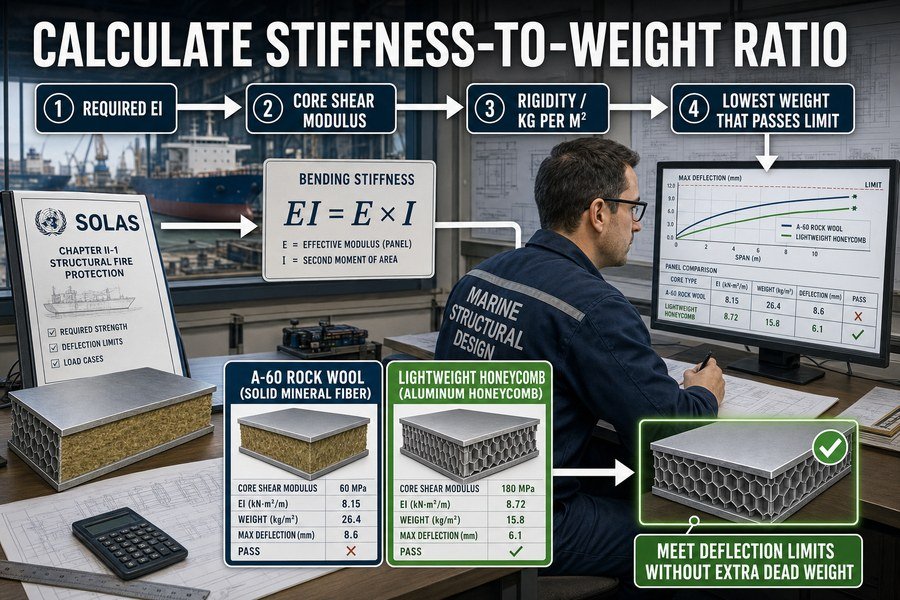
Calculate the optimal stiffness-to-weight ratio by completing four steps: determine the required bending stiffness (EI) from SOLAS rules, find the core shear modulus, divide the panel flexural rigidity by its square meter weight, and compare alternatives to find the lowest weight that meets the mandatory deflection limits.
When I advise overseas buyers, they always want the lightest panel. But the lightest panel might bend like paper. We must do basic math to find the perfect balance. Do not let the factory guess this for you.
Determining Required Bending Stiffness and Finding Shear Modulus
The first step is to determine the required bending stiffness (EI) from SOLAS rules17. SOLAS dictates how much a bulkhead can deflect during a fire or structural load. The formula for flexural rigidity is EI = E * I, where E is the Young's Modulus of the metal skins (steel is about 200 GPa, aluminum is 69 GPa18) and I is the moment of inertia. Next, you must find the core shear modulus. As we discussed earlier, this value comes straight from the core supplier's ASTM C273 test report. The core holds the skins apart, creating the thickness needed for a high moment of inertia19.
Dividing Rigidity by Weight and Comparing Material Alternatives
Now we get the final ratio. You must divide the panel flexural rigidity by its square meter weight. Let us say you have a 50mm thick A-60 rock wool panel. The steel skins are 0.6mm thick. The total weight is about 18 kg/m². You calculate the stiffness and divide it by 18. Then, you test the fourth step: compare alternatives to find the lowest weight that meets the mandatory deflection limits. If a shipyard allows a B-15 rating instead of A-60, you can switch to an aluminum honeycomb core. The honeycomb panel might only weigh 6 kg/m². Its stiffness-to-weight ratio is much higher. You get a stiff wall, and you save 12 kg for every single square meter. On a big cruise ship, this saves hundreds of tons of fuel.
| Calculation Step | Data Needed | Source of Data | Purpose in Process |
|---|---|---|---|
| 1. Find Required EI | Max deflection limit | SOLAS / Shipyard Specs | Sets the minimum target |
| 2. Find Core Modulus | Shear modulus (MPa) | ASTM C273 Lab Report | Ensures skins stay parallel |
| 3. Divide by Weight | Weight (kg/m²) | Factory tech sheet | Gives the actual ratio number |
| 4. Compare Limits | Rating (A-60 vs B-15) | IMO Fire Test Reports | Finds the lightest safe option |
Conclusion
Selecting the proper core material controls the structural behavior of marine panels. Mastering compression, shear modulus, fiber direction, and binders guarantees you buy safe, high-quality, and cost-effective outfitting products.
-
"[PDF] Enhancing Damage Tolerance Of The Constituents Of Sandwich ...", https://scholarworks.utep.edu/context/open_etd/article/5007/viewcontent/Nieto_utep_0459D_14317.pdf. A materials-science source should support that closed-cell polymer foams are characterized by mostly non-interconnected gas cells, explaining why PVC and PET foams can be used as lightweight sandwich-panel cores. Evidence role: definition; source type: education. Supports: Closed-cell foams such as PVC or PET have non-interconnected bubbles or cells.. Scope note: This supports the structural description of closed-cell foam generally, not the performance of any specific panel product. ↩
-
"[PDF] Evaluation of sandwich panels with various polyurethane foam ...", https://web.mst.edu/vbirman/papers/Evaluation%20of%20sandwich%20panels%20with%20various%20polyurethane%20foam-cores%20and%20ribs_2015.pdf. A peer-reviewed or standards-based materials source should document typical compressive yield-strength ranges for rigid PVC foam cores tested under ISO 844 or comparable compression methods. Evidence role: statistic; source type: paper. Supports: High-quality PVC foam cores can have compression yield strengths in the approximate range of 1.0 to 2.5 MPa.. Scope note: Reported values depend strongly on foam density, temperature, strain rate, and product grade, so the citation would contextualize rather than universally prove the full stated range. ↩
-
"[PDF] Mechanical Properties Characterization of Composite Sandwich ...", https://ntrs.nasa.gov/api/citations/19880000739/downloads/19880000739.pdf. A technical or research source should report compressive/yield-strength data for aluminum honeycomb cores and show how cell size, foil thickness, and density influence values in the MPa range. Evidence role: statistic; source type: research. Supports: A 1/4-inch aluminum honeycomb core can have compressive yield strength around 1.5 to 3.0 MPa, depending on construction details.. Scope note: The support is likely conditional, because a nominal 1/4-inch cell size alone does not determine strength without alloy, foil gauge, density, and loading direction. ↩
-
"[PDF] Facesheet Wrinkling in Sandwich Structures", https://ntrs.nasa.gov/api/citations/19990017863/downloads/19990017863.pdf. ASTM C273/C273M defines a standard test method for determining the shear properties of sandwich-core materials, supporting the use of shear modulus as a measure of a core’s resistance to relative sliding between sandwich faces. Evidence role: definition; source type: institution. Supports: Shear modulus measures the sandwich core's ability to resist sliding forces between metal skins.. Scope note: This source defines the measurement and property; it does not by itself prove that shear modulus is always more important than density for every panel design. ↩
-
"[PDF] Sandwich Constructions - USNA", https://www.usna.edu/Users/mecheng/pjoyce/composites/Short_Course_2003/13_PAX_Short_Course_Sandwich-Constructions.pdf. Engineering references on sandwich structures describe bending as tension and compression in the face sheets with transverse shear carried primarily by the core, supporting the stated load-sharing mechanism in a sandwich panel. Evidence role: mechanism; source type: education. Supports: In bending, sandwich-panel skins carry tensile and compressive stresses while the core carries shear.. Scope note: The support is general to sandwich panels and composite structures, not specific to every marine panel construction or joint detail. ↩
-
"[PDF] Mechanical Properties Characterization of Composite Sandwich ...", https://ntrs.nasa.gov/api/citations/19880000739/downloads/19880000739.pdf. Experimental studies of mineral-wool or rock-wool sandwich-panel cores report comparatively low shear stiffness relative to polymer foams and honeycomb cores, supporting the claim that high-density rock wool may still have a low shear modulus. Evidence role: statistic; source type: paper. Supports: A 150 kg/m³ rock wool core may have a shear modulus around 2–4 MPa, lower than structural foam cores of similar or lower density.. Scope note: Reported shear modulus depends strongly on fiber orientation, binder content, compression level, and panel construction; a source may support the order of magnitude rather than the exact 2–4 MPa range for all products. ↩
-
"[PDF] Structural Orientation and Anisotropy in Biological Materials", https://www2.lbl.gov/ritchie/Library/PDF/2020-ZLiu-OrientAnisop.pdf. A materials-science definition of anisotropy describes properties that vary with direction, which supports the article’s simplified explanation of direction-dependent strength. Evidence role: definition; source type: encyclopedia. Supports: Anisotropy means a material’s properties, such as strength or stiffness, differ depending on direction.. Scope note: This source would support the definition of anisotropy generally, not the specific behavior of any marine panel core. ↩
-
"Mineral Wool Macrostructure Parameter's Relation with Product's ...", https://www.academia.edu/109792349/Mineral_Wool_Macrostructure_Parameter_s_Relation_with_Product_s_Mechanical_Properties. Research on mineral wool and fibrous insulation describes how fiber orientation influences directional mechanical properties, supporting the mechanism by which aligned fibers can produce anisotropic stiffness. Evidence role: mechanism; source type: paper. Supports: Manufacturing-induced fiber alignment in rock wool can create higher stiffness along the fiber direction than across it.. Scope note: The support is likely contextual unless the source studies the same marine-grade rock wool core and manufacturing process discussed in the article. ↩
-
"[PDF] HexWeb™ Honeycomb Attributes and Properties", https://ptacts.uspto.gov/ptacts/public-informations/petitions/1532285/download-documents?artifactId=qBhD2Q8_InLw7mCKS0T3DNrU_HnGMOWM6GdbnBGAbNdLYyFgd_8TR40. Published honeycomb-core mechanical data distinguish L- and W-directions and report substantially different shear moduli, supporting the claim that ribbon-direction shear stiffness can exceed transverse-direction stiffness. Evidence role: statistic; source type: other. Supports: Aluminum honeycomb cores can have a shear modulus in the L-direction that is about twice the W-direction value.. Scope note: Exact ratios depend on honeycomb alloy, cell size, density, and product grade; a cited datasheet would support representative values rather than a universal rule. ↩
-
"[PDF] Mechanical Properties Characterization of Composite Sandwich ...", https://ntrs.nasa.gov/api/citations/19880000739/downloads/19880000739.pdf. Sandwich-panel theory shows that increasing core thickness raises the separation between face sheets and generally increases bending stiffness, supporting the statement that thicker cores make panels stiffer. Evidence role: mechanism; source type: education. Supports: Increasing the thickness of a sandwich-panel core generally increases panel bending stiffness.. Scope note: The relationship is general for sandwich structures and assumes comparable face sheets, bonding, and core material; it does not by itself predict vibration performance in a particular ship installation. ↩
-
"Mineral wool - Wikipedia", https://en.wikipedia.org/wiki/Mineral_wool. A general reference on mineral wool manufacturing supports that stone wool is produced by melting mineral raw materials and fiberizing the melt into wool-like fibres. Evidence role: definition; source type: encyclopedia. Supports: Rock wool is made by melting rock or mineral raw materials and spinning or fiberizing them into cotton-like threads.. Scope note: This supports the manufacturing description in general terms, not the specific composition or process used by any individual panel supplier. ↩
-
"[PDF] The Effect of Wet Strength Resins on the Dimensional Stability of ...", https://scholarworks.wmich.edu/cgi/viewcontent.cgi?article=1016&context=engineer-senior-theses. Technical literature on mineral wool binders describes thermosetting phenolic or phenol-formaldehyde resins as binders that cure into a crosslinked network, giving mineral wool products mechanical cohesion and dimensional stability. Evidence role: mechanism; source type: paper. Supports: Thermosetting resin links in mineral wool binders help keep fibres from shifting by forming a cured crosslinked matrix.. Scope note: The source would support the binder mechanism generally, but not the absolute claim that all fibres are immobilized under all marine conditions. ↩
-
"Thermosetting polymer", https://en.wikipedia.org/wiki/Thermosetting_polymer. Materials science references define thermosetting polymers as polymers that form irreversible crosslinked networks on curing and do not soften and flow like thermoplastics when reheated. Evidence role: definition; source type: education. Supports: A cured thermosetting binder will not melt again in the same way as an uncured or thermoplastic material.. Scope note: This supports the thermoset behavior of the resin class, not the heat resistance limit of a specific binder formulation in a ship panel. ↩
-
"PRODUCT SELECTION GUIDE - Industrial Insulation", https://www.nrc.gov/docs/ML1923/ML19235A078.pdf. EN 1609 is cited in insulation literature as a method for measuring short-term water absorption by partial immersion, and mineral-wool product specifications sometimes report results in kg/m² using this method. Evidence role: general_support; source type: institution. Supports: Water absorption of mineral wool insulation can be measured under EN 1609 and reported as kg/m², with low values such as below 1 kg/m² used in some specifications.. Scope note: EN 1609 provides the test method; it does not by itself establish that less than 1 kg/m² is a universal requirement for all marine rock-wool panels. ↩
-
"[PDF] Design Method of Bending Load-Carrying Capacity for Sandwich ...", https://scholarsmine.mst.edu/cgi/viewcontent.cgi?article=1976&context=isccss. A materials-science source on sandwich panels or mineral wool anisotropy should support that fiber orientation affects load transfer, with fibers aligned in-plane contributing differently to bending/tensile behavior than fibers oriented through-thickness. Evidence role: mechanism; source type: paper. Supports: Parallel fiber orientation helps distribute bending stress in rock wool sandwich panels.. Scope note: The source may establish the mechanical principle generally rather than proving performance for the specific panel design described here. ↩
-
"Wool-Reinforced Cement Based Composites - PMC - NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC7475810/. A neutral technical source should document typical compressive-strength ranges for mineral wool lamella cores versus standard slab-oriented cores, supporting the stated order-of-magnitude comparison while noting that exact MPa values depend on density, binder content, facing material, and test standard. Evidence role: statistic; source type: paper. Supports: Lamella-oriented rock wool cores can reach about 0.1 MPa compressive stress and are substantially stronger in compression than standard flat-fiber slabs.. Scope note: The evidence may provide representative ranges rather than validating the article’s internal factory-test result directly. ↩
-
"fire divisions structural fire protection - Academia.edu", https://www.academia.edu/36023861/FIRE_DIVISIONS_STRUCTURAL_FIRE_PROTECTION. The International Convention for the Safety of Life at Sea and the IMO Fire Test Procedures Code establish fire-safety performance requirements for ship divisions, including criteria used to classify A- and B-class bulkheads and decks. Evidence role: historical_context; source type: institution. Supports: Required bending stiffness for marine fire-rated panels should be checked against applicable SOLAS/IMO requirements and project specifications.. Scope note: These sources support the regulatory context for fire-rated divisions, but project-specific deflection limits may also come from class society rules, shipyard specifications, or structural design standards. ↩
-
"[PDF] The Young's modulus of 1018 steel and 6061 - OSTI", https://www.osti.gov/servlets/purl/989816. Engineering reference data commonly list Young’s modulus for steel at approximately 200 GPa and for aluminum alloys at approximately 69–70 GPa, supporting the order-of-magnitude modulus values used in flexural-rigidity calculations. Evidence role: definition; source type: education. Supports: Typical Young’s modulus values are about 200 GPa for steel and about 69 GPa for aluminum.. Scope note: Exact modulus varies by alloy, heat treatment, and product form, so design calculations should use certified material data where available. ↩
-
"[PDF] Mechanical Properties Characterization of Composite Sandwich ...", https://ntrs.nasa.gov/api/citations/19880000739/downloads/19880000739.pdf. Sandwich-structure theory explains that lightweight cores separate stiff face sheets, increasing the section’s second moment of area and bending stiffness while carrying transverse shear. Evidence role: mechanism; source type: research. Supports: In sandwich panels, the core separates the skins and thereby increases moment of inertia and bending stiffness.. Scope note: This supports the general structural mechanism; the magnitude of stiffness gain depends on face-sheet properties, core thickness, bonding quality, and loading conditions. ↩



