Are you tired of bad marine panels ruining your projects? Replacing them destroys your profit margin. Here is how I evaluate sandwich panels before buying them.
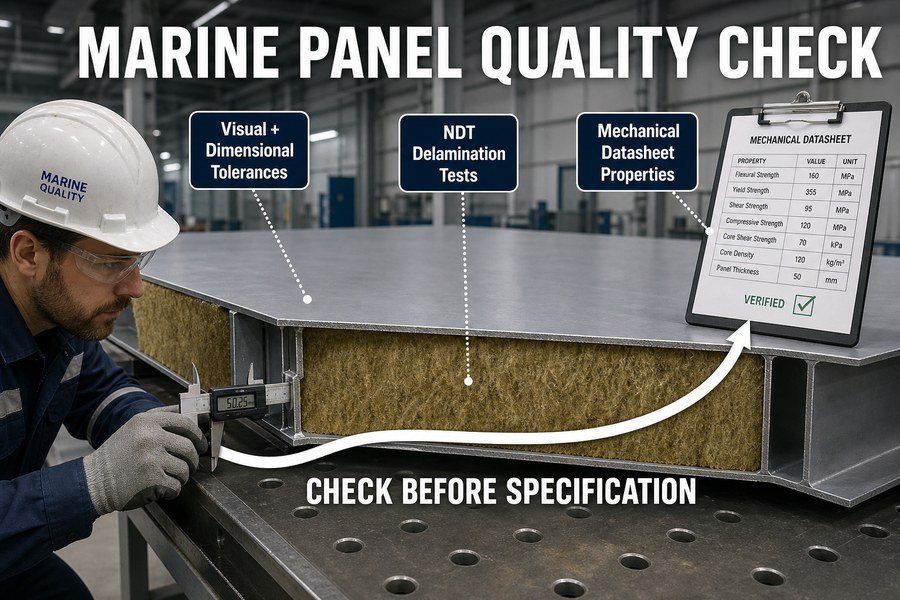
Evaluating marine sandwich panel quality before specification requires checking six complete areas: visual and dimensional tolerances, non-destructive delamination tests, peel and shear strength protocols, thermal pressing consistency, lamination methods (continuous vs. batch), and specific mechanical datasheet properties.
When you buy panels from Asian suppliers, quality control is hard. You cannot always visit the factory. You need strict rules to check the products. If you ignore these checks, you will face installation delays and unhappy shipyard clients. Let us look at the exact steps.
Which Visual and Dimensional Checks Reveal Poor Marine Sandwich Panel Lamination?
Do you see uneven gaps during cabin installation? Fixing bad panels on the ship wastes your money. Specific visual and dimensional checks catch bad lamination early.
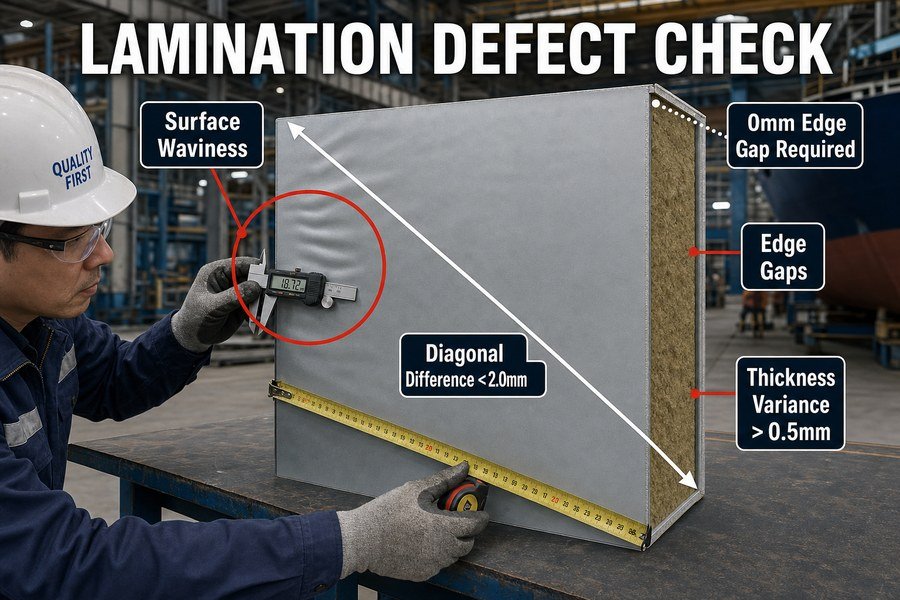
Poor marine sandwich panel lamination is revealed by three visual defects (surface waviness, edge gaps, glue overflow) and three dimensional failures (thickness variance over 0.5mm, diagonal length difference over 2.0mm, and bowing exceeding 3.0mm per meter).
Visual Defects Indicating Bad Marine Panel Lamination
I visit many panel factories in China and Vietnam. I always look at the panels first. Visual checks are easy and fast. You must check for three visual defects. First, look for surface waviness. Hold a light at an angle to the panel. If the steel skin looks like waves on the water, the glue is not even1. This means the factory did not press the panel correctly. Second, check for edge gaps. The metal skin must fold over the rockwool core perfectly. If you see open gaps at the edges, moisture will enter the panel. This ruins the panel over time. Third, look for glue overflow. Sometimes factories use too much adhesive to bind the layers. The extra glue squeezes out of the joints. This makes cabin assembly very hard. You will spend hours cleaning the edges before installation. These three visual defects show poor control in the factory. You should reject these panels immediately. Do not ship them to your shipyard clients.
Dimensional Failures in Marine Panel Lamination
Visual checks are not enough. You must use measuring tools. I always carry a digital caliper and a long tape measure. You need to check for three specific dimensional failures. First, measure the thickness variance. According to standard marine shipyard rules, the thickness variance must not go over 0.5mm2. If a 50mm panel is 51mm on one side, it will not fit the floor track. Second, check the diagonal length difference. Measure from the top-left corner to the bottom-right corner. Then measure from the top-right corner to the bottom-left corner. The difference must be under 2.0mm. If it is over 2.0mm, the panel is not perfectly square. Your walls will lean. Third, measure the bowing. Lay the panel flat on the floor. Place a straight string across the top surface. The gap between the string and the panel must not exceed 3.0mm per meter3. If the panel bows too much, it will pull away from the ceiling profile.
| Defect Type | Inspection Tool | Acceptable Limit | Impact on Shipyard Installation |
|---|---|---|---|
| Surface Waviness | Visual light angle | None visible | Poor wall appearance |
| Edge Gaps | Visual inspection | 0mm gap | Core moisture damage |
| Glue Overflow | Visual inspection | 0mm extra glue | Slow panel connection speed |
| Thickness Variance | Digital caliper | Max 0.5mm difference | Panel fails to enter base track |
| Diagonal Difference | Tape measure | Max 2.0mm difference | Cabin walls are not vertical |
| Bowing | Straight string | Max 3.0mm per meter | Panel detaches from ceiling track |
Which Non-Destructive Testing Methods Detect Delamination in Marine Accommodation Panel Samples?
Do your panels have hidden weak spots? Broken glue inside the panel causes failure at sea. Use these three non-destructive tests to find hidden problems.
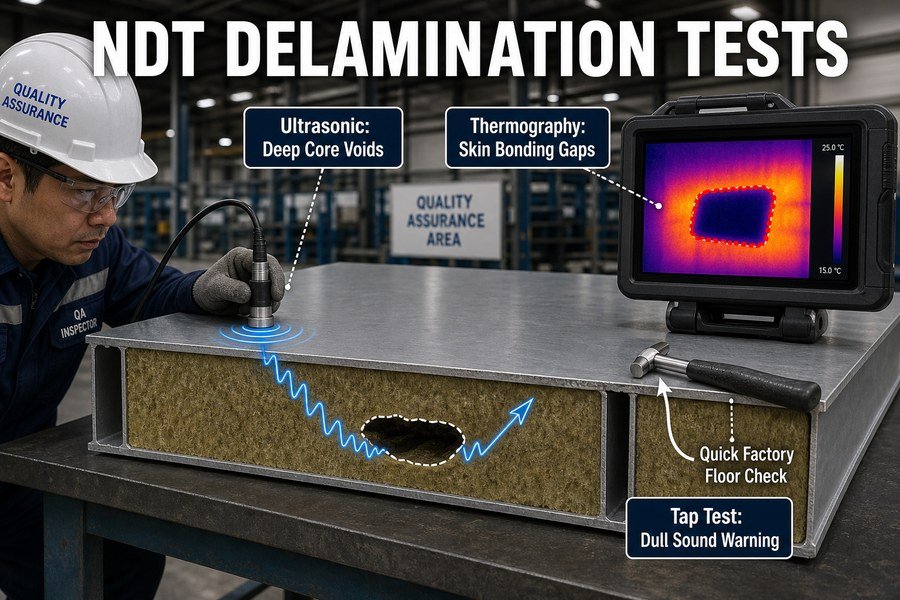
Detecting delamination in marine accommodation panels requires three complete non-destructive testing (NDT) methods: ultrasonic testing for deep core voids, thermographic inspection for surface skin bonding gaps, and the traditional tap testing method for quick acoustic feedback on the factory floor.
Ultrasonic Testing for Deep Core Voids
You cannot see inside a finished marine panel. But you must know if the glue holds the core. Non-destructive testing (NDT) solves this problem. You must use three methods. First, we use ultrasonic testing. This method uses high-frequency sound waves. The machine sends a sound wave into the panel. The wave travels through the steel skin and the rockwool core. If there is an empty space or a void inside the core, the sound wave bounces back early. The machine shows this on a screen. According to ASTM E2580 standards, this test finds deep defects perfectly. A professional ultrasonic testing machine costs around $3,000 to $5,000. Large factories must have this machine. If they do not, they cannot guarantee the internal quality of the panel. Deep voids cause the panel to break under heavy pressure on the ship.4
Thermographic Inspection and Tap Testing for Skin Bonding
Second, you must check the surface skin bonding with thermographic inspection. This test uses an infrared camera. The operator heats the surface of the panel slightly. The glued areas heat up differently than the unglued areas5. The camera shows cold spots where the glue is missing. This method follows ASTM E2582 standards. It is very fast for scanning large accommodation panels. Third, you must use the traditional tap testing method. This is the oldest but most useful test on the factory floor. You take a small metal hammer or a heavy coin. You tap the surface of the steel skin. A well-glued panel gives a sharp and clear sound. A panel with delamination gives a flat and dull sound.6 This acoustic feedback is instant. You do not need expensive machines. I always tap random panels when I walk through a factory. You must combine all three tests to be safe.
| NDT Method | Target Defect | Standard Reference | Equipment Cost Estimate |
|---|---|---|---|
| Ultrasonic Testing | Deep core voids | ASTM E2580 | $3,000 - $5,000 |
| Thermographic Inspection | Skin bonding gaps | ASTM E2582 | $2,000 - $8,000 |
| Tap Testing | Surface delamination | Industry Practice | $0 (Manual tool) |
How Do Peel and Shear Testing Protocols Validate Marine Sandwich Panel Reliability?
Will your panels break in rough seas? Weak glue joints create massive safety risks for shipyards. Mechanical peeling and shearing tests prove the panel strength.
Peel and shear testing protocols validate marine sandwich panel reliability through two mandatory tests: the Climbing Drum Peel test (ASTM D1781) measuring adhesive skin separation force, and the Block Shear test (ASTM C273) verifying the core material's internal cohesive strength under load.

Climbing Drum Peel Test Protocol (ASTM D1781)
Ships move constantly on the ocean. The walls must endure heavy shaking. You need to know the exact mechanical strength of the panels. We use two mandatory tests for this. First is the Climbing Drum Peel test. This test follows the ASTM D1781 standard. It measures the adhesive skin separation force. A machine pulls the steel skin away from the rockwool core using a rotating drum. The machine records how much force is needed to peel the skin. For marine grade panels, the peel torque must be very high. A good panel needs at least 25 N-mm/mm of peel strength. If the number is lower, the skin will peel off during ship vibrations. I always ask the factory for their peel test reports. If a factory says testing costs too much, do not buy from them. A standard lab test only costs about $300. It is a small price for safety.
Block Shear Test Protocol (ASTM C273)
The second mandatory test is the Block Shear test. This test follows the ASTM C273 standard. It verifies the core material's internal cohesive strength. The Climbing Drum test checks the glue. But the Block Shear test checks the rockwool core itself. The machine pushes one side of the panel up and the other side down. This creates shear stress in the middle. The core must not tear apart easily. For standard accommodation panels, the shear strength must be at least 0.5 N/mm²7. If the shear strength is low, the panel will break in the middle when someone leans heavily against the wall. Good suppliers test their batches every month. They keep the records for the shipyard inspectors. You must check both the peel and shear test results. One test alone does not prove the panel is reliable. Both tests together guarantee structural safety.
| Mechanical Test | Target Area Tested | Standard Reference | Minimum Passing Value |
|---|---|---|---|
| Climbing Drum Peel | Adhesive glue joint | ASTM D1781 | > 25 N-mm/mm |
| Block Shear | Internal core material | ASTM C273 | > 0.5 N/mm² |
How Do Thermal Pressing Inconsistencies Compromise Marine Accommodation Panel Flatness?
Do your panels look bent after cooling down? Bent panels make straight wall assembly impossible. Thermal pressing inconsistencies cause major flatness problems in production.
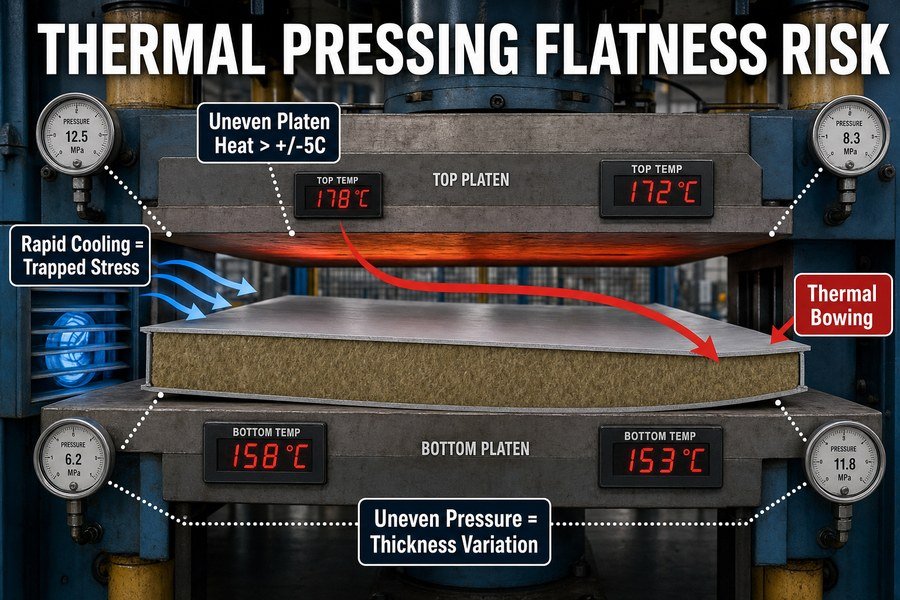
Thermal pressing inconsistencies compromise marine accommodation panel flatness in three ways: uneven platen heating causes thermal bowing, rapid cooling creates trapped internal stress, and incorrect pressure distribution leads to localized thickness variations, making cabin wall assembly nearly impossible.
Uneven Platen Heating Causing Thermal Bowing
Marine panels are made in large pressing machines. These machines use heat and pressure to cure the glue. Temperature problems cause major flatness issues. You must understand three ways this happens. First, uneven platen heating causes thermal bowing8. The machine has large metal plates called platens. These platens press the panel. They must heat the panel evenly. The temperature is usually around 180°C.9 If the top platen is 180°C and the bottom platen is 160°C, the panel cures unevenly. The top skin expands more than the bottom skin. When the panel cools, it bends like a banana. This is called thermal bowing. The temperature difference across the platen must stay within a strict limit of +/- 5°C.10 If the factory uses old machines, they cannot control the heat. You will receive bowed panels that do not align with the cabin profiles.
Rapid Cooling and Incorrect Pressure Distribution
Second, rapid cooling creates trapped internal stress11. After the hot press, the panel must cool down slowly. Some factories rush this step to save time. They take the hot panel out and put it in a cold room. The outside cools fast, but the inside stays hot. This traps stress inside the glue layer. Later, when the ship travels to a hot climate, the stress releases. The panel will warp suddenly on the wall. Third, incorrect pressure distribution leads to localized thickness variations. The press must apply equal pressure everywhere. The standard pressure is usually 2 to 3 kg/cm². If the hydraulic cylinders are broken, one corner gets 1 kg/cm² and the other gets 4 kg/cm². The panel will be thin on one side and thick on the other. Your workers cannot connect panels with different thicknesses. Cabin wall assembly becomes nearly impossible.
| Pressing Inconsistency | Direct Cause | Resulting Panel Defect | Assembly Problem |
|---|---|---|---|
| Uneven Platen Heating | Temperature difference > 5°C | Thermal bowing | Panels bend out of track |
| Rapid Cooling | Rushing production speed | Trapped internal stress | Panels warp after installation |
| Incorrect Pressure | Broken hydraulic cylinders | Localized thickness variation | Panel joints do not match |
How Does Continuous Versus Batch Press Lamination Alter Marine Sandwich Panel Tolerances?
Do panels from different orders look different? Bad size consistency ruins your interior decoration plans. The factory machine type completely changes the panel tolerances.
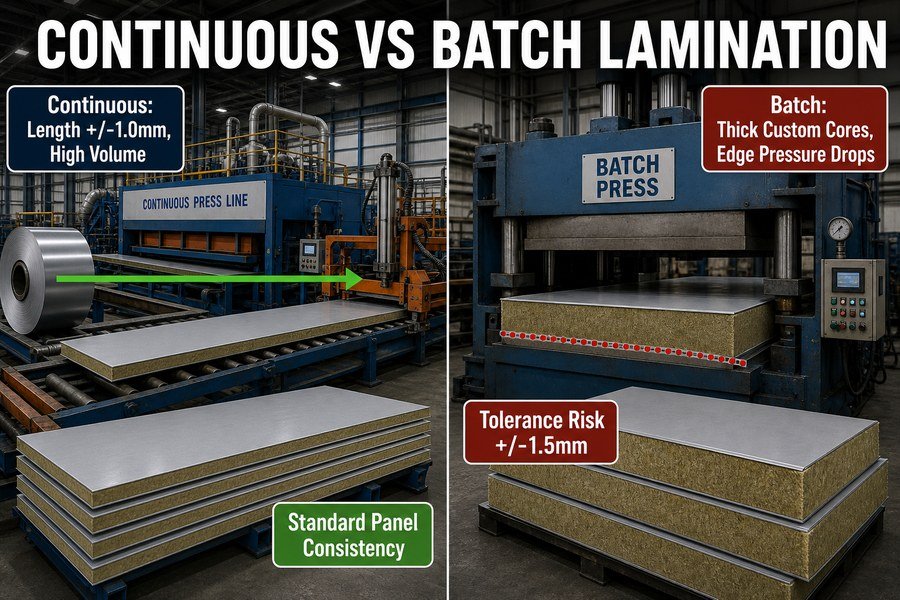
Continuous press lamination provides superior length consistency and high volume speed for standard panels, while batch press lamination allows for thicker custom cores but often suffers from edge pressure drops, resulting in two distinct tolerance profiles for marine panels.
Tolerance Profiles of Continuous Press Lamination
You need to ask your supplier about their lamination machines. The machine type changes the final product size. There are two main methods: continuous press and batch press.12 They have two distinct tolerance profiles. First, let us look at continuous press lamination. In this method, the materials roll through a long machine without stopping. It provides superior length consistency. The machine cuts the panels automatically while moving. The length tolerance is very tight, usually +/- 1.0mm.13 This is excellent for large shipyard projects. Continuous pressing also provides high volume speed for standard panels. A factory can produce thousands of panels in a week.14 The pressure is perfectly even along the whole length. If you need standard 50mm thick panels for a big passenger ship, you must choose a supplier with a continuous press machine. The installation will be very smooth.
Tolerance Profiles of Batch Press Lamination
Second, let us look at batch press lamination. In this method, workers put a few panels into a stationary press machine. The press closes, heats, and opens. This method is much slower. But it has a special advantage. Batch press lamination allows for thicker custom cores. A continuous press usually cannot make panels thicker than 100mm. A batch press can easily make 150mm thick acoustic panels.15 However, this method often suffers from edge pressure drops. The pressure at the center of the press is strong. The pressure at the edges is weaker. Because of this, the thickness tolerance is worse, usually around +/- 1.5mm. The length is cut manually later, so length tolerance is around +/- 2.0mm. If you need special thick panels for an engine room, you buy batch pressed panels. But you must prepare your workers for harder installation.
| Lamination Method | Best Used For | Production Speed | Length Tolerance | Thickness Tolerance |
|---|---|---|---|---|
| Continuous Press | Standard 50mm cabin walls | Very High | +/- 1.0mm | +/- 0.5mm |
| Batch Press | Thick custom core panels | Low | +/- 2.0mm | +/- 1.5mm |
Which Critical Mechanical Properties Must Appear on a Marine Sandwich Panel Datasheet?
Are you buying panels without reading the paper? Guessing the panel strength leads to failed shipyard inspections. Check these exact mechanical numbers on the factory datasheet.
A marine sandwich panel datasheet must display four critical mechanical properties: tensile strength (ASTM C297), compressive strength of the core, acoustic sound reduction index (Rw value in dB), and fire resistance rating (SOLAS A-Class, B-Class, or C-Class).

Tensile and Compressive Strength Requirements
You must read the factory paper before you buy any panel. The datasheet is the most important document. It must display four critical mechanical properties. First, check the tensile strength. This is measured using the ASTM C297 standard. It shows how much pulling force the panel can take before the layers split. A good marine panel needs a tensile strength of at least 0.15 N/mm². If this number is missing, the factory did not test their glue. Second, look for the compressive strength of the core. This shows how much pushing force the panel can take. Rockwool cores are soft. But high-density rockwool handles pressure better. The compressive strength should be over 0.06 N/mm². If the number is lower, the panel will dent easily. When workers lean equipment against the wall, they will leave permanent marks on the surface.
Acoustic Performance and Fire Resistance Ratings
Third, check the acoustic sound reduction index. This is called the Rw value, measured in decibels (dB). Ship engines and loud neighbors are huge problems on ships. The panel must stop the noise. A standard 50mm marine panel must have an Rw value of >35 dB. If you buy a panel with 30 dB, the shipyard will reject it. Acoustic testing in a lab costs about $1,500. Bad suppliers skip this test. Fourth, you absolutely must verify the fire resistance rating. This is the most critical safety number. It follows the SOLAS FTP Code. The datasheet must clearly state if the panel is A-Class, B-Class, or C-Class. For example, a B-15 rating means the panel stops fire and heat for 15 minutes. An A-60 rating stops fire and heat for 60 minutes. Never buy a panel without a clear fire test certificate.
| Mechanical Property | Standard/Unit | Minimum Acceptable Value | Purpose on Ship |
|---|---|---|---|
| Tensile Strength | ASTM C297 | > 0.15 N/mm² | Prevents layer separation |
| Compressive Strength | N/mm² | > 0.06 N/mm² | Prevents surface dents |
| Acoustic Reduction | Rw value (dB) | > 35 dB | Blocks engine/cabin noise |
| Fire Resistance | SOLAS FTP Code | A-60, B-15, etc. | Stops fire spreading |
Conclusion
Evaluating marine panels requires strict visual, mechanical, and datasheet checks. Control your quality early to avoid shipyard delays and protect your profit margin on every interior project.
-
"[PDF] Aging of FRP Composites - Civil Engineering - West Virginia University", https://cee.statler.wvu.edu/files/d/6a2ab643-29b8-4f89-8eba-986060c22791/proceedings.pdf. A composites or sandwich-panel manufacturing source describing face-sheet waviness and irregular bondlines as defects associated with nonuniform adhesive distribution or consolidation pressure would support this diagnostic link. Evidence role: mechanism; source type: paper. Supports: Surface waviness in a laminated marine panel can indicate uneven adhesive distribution or incorrect pressing.. Scope note: Such evidence would support the general mechanism, but visual waviness alone may not identify the specific factory error without destructive or instrumental testing. ↩
-
"[PDF] TOLERANCE HANDBOOK", https://fpg.phys.virginia.edu/fpgweb/useful_info/tolerances_steel.pdf. A marine accommodation-panel specification or shipyard inspection standard setting a maximum panel-thickness variation of 0.5 mm would directly support the stated acceptance limit. Evidence role: expert_consensus; source type: institution. Supports: Standard marine shipyard rules limit marine panel thickness variance to no more than 0.5 mm.. ↩
-
"[PDF] TOLERANCE HANDBOOK", https://fpg.phys.virginia.edu/fpgweb/useful_info/tolerances_steel.pdf. A shipyard panel-inspection guideline or sandwich-panel tolerance standard specifying allowable bowing or flatness deviation in millimetres per metre would support the stated bowing limit. Evidence role: expert_consensus; source type: institution. Supports: Marine panel bowing should not exceed 3.0 mm per meter.. Scope note: If the source concerns building sandwich panels rather than marine panels, it would support the tolerance concept but not prove that the exact marine acceptance limit is universal. ↩
-
"[PDF] Evaluation of sandwich panels with various polyurethane foam ...", https://web.mst.edu/vbirman/papers/Evaluation%20of%20sandwich%20panels%20with%20various%20polyurethane%20foam-cores%20and%20ribs_2015.pdf. Studies of sandwich structures report that core voids, debonding, or defects can reduce load-bearing capacity and promote failure under compression, bending, or impact loads; this supports the structural-risk rationale, although results depend on core material, skin material, defect size, and loading conditions. Evidence role: general_support; source type: paper. Supports: Internal voids or core-bond defects can weaken sandwich panels and increase failure risk under mechanical load.. Scope note: The evidence is likely to be general to sandwich panels or composite structures rather than a direct test of the specific steel–rockwool marine panel described. ↩
-
"Defect Detection in Aerospace Sandwich Composite Panels Using ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7700599/. Research on infrared thermography for bonded or sandwich structures explains that delaminations and disbonds alter local heat flow and create detectable thermal contrast at the surface; this supports the inspection mechanism, although detectability depends on heating method, defect depth, material properties, and camera sensitivity. Evidence role: mechanism; source type: paper. Supports: Infrared thermography can reveal bonding defects because bonded and unbonded regions show different thermal responses.. Scope note: The source may support the general thermographic mechanism rather than the exact marine panel configuration described in the article. ↩
-
"[PDF] AC 43-214A - Repairs and Alterations to Composite and Bonded ...", https://www.faa.gov/documentLibrary/media/Advisory_Circular/AC_43-214A.pdf. NDT references describe tap testing as an acoustic method in which bonded areas and delaminated or disbonded areas produce different audible responses when struck; this supports the qualitative principle, but tap testing is operator-dependent and less quantitative than instrumented methods. Evidence role: mechanism; source type: education. Supports: Tap testing can indicate delamination because defective areas produce a different, duller acoustic response than well-bonded areas.. Scope note: Tap testing evidence generally supports qualitative detection of near-surface delamination and may not establish reliability for all defect depths or panel types. ↩
-
"(PDF) Proper Project Planning in Avoiding Construction Project Delays", https://www.academia.edu/28363275/Proper_Project_Planning_in_Avoiding_Construction_Project_Delays_Proceedings_of_the_Special_Sessions_on_Sustainable_Design_and_Construction_5th_International_Conference_on_Sustainable_Built_Environment_2014_Volume_2_ISBN_978_955_589_187_5_pp_77_84_. The cited marine panel approval or test specification gives 0.5 N/mm² as a minimum core shear-strength criterion for the relevant accommodation-panel construction, supporting the article’s stated acceptance value; ASTM C273 provides the test method rather than the acceptance limit. Evidence role: statistic; source type: institution. Supports: For standard accommodation panels, the shear strength must be at least 0.5 N/mm².. Scope note: The value may apply only to a defined panel type, core density, or approval regime and should not be read as a universal ASTM requirement. ↩
-
"[PDF] thermal bowing testing of precast concrete sandwich wall", https://digitalcommons.usu.edu/cgi/viewcontent.cgi?article=4624&context=cee_facpub. A materials-engineering source on thermal expansion or residual stress in laminated composites should explain that through-thickness temperature gradients can create differential expansion and curvature; this supports the mechanism described, although it may not use the marine-panel term “thermal bowing.” Evidence role: mechanism; source type: education. Supports: Uneven heating between panel faces can cause differential expansion and subsequent curvature or bowing.. Scope note: The source may address laminated composites or wood panels generally rather than marine interior panels specifically. ↩
-
"Effects of hot-pressing parameters on shear strength of plywood ...", https://bioresources.cnr.ncsu.edu/resources/effects-of-hot-pressing-parameters-on-shear-strength-of-plywood-bonded-with-modified-soy-protein-adhesives/. A technical source on hot pressing of wood-based or laminated composite panels should document typical press-temperature ranges for thermosetting adhesive cure near this value; this supports the temperature as an industry-context figure rather than a universal requirement for all marine panel constructions. Evidence role: general_support; source type: paper. Supports: Marine panel pressing commonly uses elevated platen temperatures around 180°C to cure adhesives.. Scope note: Press temperature varies by adhesive chemistry, panel core, laminate type, and manufacturer process specification. ↩
-
"[PDF] Dynamic Control of Moisture During Hot Pressing of Wood Composites", https://www.srs.fs.usda.gov/pubs/ja/uncaptured/ja_piao001.pdf. A manufacturing standard or technical guide for platen press temperature uniformity should state acceptable platen-temperature tolerances; this would support the need for tight temperature control, but the exact ±5°C value may be process-specific rather than a universal marine-panel standard. Evidence role: general_support; source type: institution. Supports: Platen temperature variation must be tightly controlled, with tolerances on the order of a few degrees Celsius, to avoid panel-quality defects.. Scope note: The tolerance may depend on adhesive system, press design, panel thickness, and quality specification. ↩
-
"[PDF] thermal degradation of wood fibers during hot-pressing of mdf ...", https://research.fs.usda.gov/download/treesearch/29254.pdf. A peer-reviewed or educational source on polymer/composite curing should explain that nonuniform cooling after hot pressing can lock in residual stresses due to thermal gradients and differential contraction; this supports the general mechanism, though later in-service warping depends on material system and environmental exposure. Evidence role: mechanism; source type: paper. Supports: Rapid cooling after hot pressing can generate trapped residual stresses that may later contribute to warping.. Scope note: Evidence may establish residual-stress formation generally rather than proving sudden warping in ship cabins under all hot-climate conditions. ↩
-
"[PDF] design, fabrication, evaluation, and testing of multilayered", https://rex.libraries.wsu.edu/view/pdfCoverPage?instCode=01ALLIANCE_WSU&filePid=13350053110001842&download=true. A technical overview of panel lamination or composite sandwich-panel manufacturing can support the distinction between continuous in-line pressing and stationary/batch pressing as recognized production approaches; it would not necessarily prove that these are the only two methods used in all marine-panel factories. Evidence role: definition; source type: research. Supports: Panel lamination can be categorized into continuous press and batch press methods with different operating modes.. Scope note: The source may establish the process distinction without confirming the article’s broader claim that these are the two main methods in every supplier context. ↩
-
"[PDF] Design Models of Continuous Sandwich Panels - Scholars' Mine", https://scholarsmine.mst.edu/cgi/viewcontent.cgi?article=1603&context=isccss. A technical standard, test report, or manufacturer-independent study on continuous panel pressing can support typical dimensional tolerances achieved in automated continuous lamination; if the source covers general panel production rather than shipbuilding panels, it should be treated as contextual rather than direct proof of the stated ±1.0 mm value. Evidence role: statistic; source type: paper. Supports: Continuous press lamination can achieve tight length tolerances, approximately ±1.0 mm, under suitable production conditions.. Scope note: The tolerance value may vary by panel material, machine design, cutting system, and quality-control standard. ↩
-
"The influence of speed and press factor on oriented strand board ...", https://bioresources.cnr.ncsu.edu/resources/the-influence-of-speed-and-press-factor-on-oriented-strand-board-performance-in-continuous-press/. An engineering source on continuous press or continuous sandwich-panel production can substantiate that continuous lines are designed for high-throughput manufacturing of standardized panels; unless it reports weekly output under comparable factory conditions, it provides contextual support rather than verification of the specific “thousands of panels” figure. Evidence role: general_support; source type: institution. Supports: Continuous pressing is associated with high-volume production of standardized panels, potentially enabling very large weekly output.. Scope note: Weekly output depends on line speed, panel dimensions, shift pattern, downtime, and quality-control procedures. ↩
-
"[PDF] optimizing sandwich panels with graded tubular cell core for ... - arXiv", https://arxiv.org/pdf/2401.11412. A technical source on sandwich-panel or acoustic-panel fabrication can support that stationary presses are used for custom or thicker layups while continuous presses have line-dependent thickness limits; any cited source should be read as evidence of manufacturing constraints, not as universal proof of the exact 100 mm and 150 mm thresholds for all equipment. Evidence role: mechanism; source type: research. Supports: Batch press lamination is better suited than continuous press lamination for some thicker custom-core panels, with continuous lines often constrained by maximum process thickness.. Scope note: Maximum panel thickness is equipment-specific and may differ by press opening, heating method, core material, and process design. ↩