
Struggling with warped panels? Heat ruins many marine core materials. Discover the cold press methods that guarantee flat, strong, and certified panels for your outfitting projects without the heat damage.
The three primary cold press methods suitable for marine accommodation panels are hydraulic flatbed pressing for bulk orders, vacuum bag pressing for curved or custom shapes, and manual pneumatic clamping for quick repairs. These cover the full spectrum of flat panel lamination, bespoke shaping, and localized maintenance needs.

I remember testing these methods when we had a batch of panels delaminate in the factory. Heat causes a lot of problems. Let us explore how you can pick the right cold press method for your specific project needs.
When Is Cold Pressing Preferred for Marine Accommodation Panels?
Worried about heat melting your panel insulation? Hot pressing often damages delicate foams. Cold pressing solves this by using pressure and time instead of high temperatures.
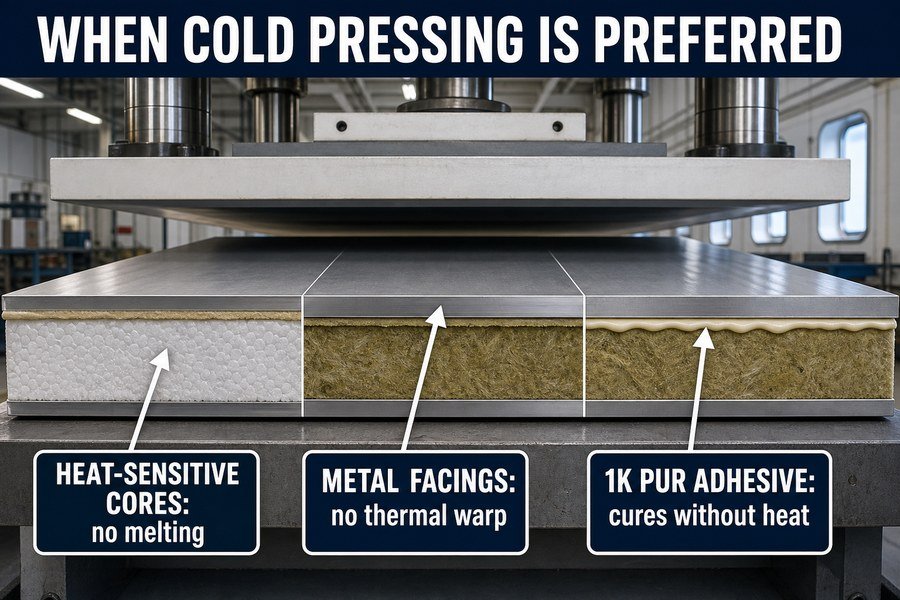
Cold pressing is preferred for marine accommodation panels in three specific scenarios: when bonding heat-sensitive core materials like EPS or PVC foams, when minimizing thermal distortion in large metallic facings, and when using moisture-curing polyurethane adhesives that do not require heat activation.
It took me a few failed batches to realize that heat is not always your friend. Let me break down exactly why cold pressing is often the better choice for certain marine panels.
Bonding Heat-Sensitive Core Materials in Marine Panels
When you make marine wall panels, you often use lightweight cores to save weight. Cores like Expanded Polystyrene (EPS) or PVC foam are very sensitive to heat. According to material data from Diab Group, standard PVC foam starts to soften and deform at temperatures around 75 degrees C (167 degrees F). EPS foam can melt or shrink at 90 degrees C (194 degrees F).1 If you put these materials into a hot press, the core will crush. The panel will lose its thickness and strength. Cold pressing uses room temperature. This protects the core. The pressure squeezes the layers together, but the foam stays intact. You get a perfect, full-thickness panel every time. This is critical when you need strict thickness tolerances for shipyard installations.
Preventing Thermal Distortion in Large Metallic Facings
Marine accommodation panels usually have steel or aluminum skins. These metals expand when they get hot. When you use a hot press, the metal skin gets hot and expands. The core inside stays cooler. When you take the panel out of the hot press, the metal cools down and shrinks. This shrinking pulls on the core. The panel then bows or twists.2 Shipyards hate warped panels. They do not fit into the floor tracks. Cold pressing solves this completely. Because the temperature stays the same the whole time, the metal never expands. The panel comes out of the press perfectly flat. Flat panels make the installation process much faster and easier for the interior decoration workers.
Utilizing Moisture-Curing Polyurethane Adhesives
You do not always need heat to dry glue. Many modern marine factories use one-component polyurethane (1K PUR) adhesives. These adhesives do not need heat to cure. They cure by absorbing moisture from the air and the materials.3 According to guidelines from Sika Marine, adding heat to moisture-curing PUR can actually make the glue dry too fast and become brittle. Cold pressing gives the PUR adhesive the right amount of time to cross-link properly. This creates a very strong, flexible bond. This flexibility is important on ships because ships vibrate constantly. A flexible bond stops the metal skins from peeling away from the rockwool or foam core.4
| Preferred Scenario | Material / Adhesive | Reason to Use Cold Pressing |
|---|---|---|
| Heat-Sensitive Cores | EPS, PVC Foam | Prevents melting and loss of panel thickness |
| Metal Facings | Galvanized Steel, Aluminum | Stops thermal expansion and prevents panel warping |
| Moisture-Cure Glues | 1K PUR Adhesives | Allows natural chemical curing without making glue brittle |
What Is the Cold Press Cycle Time for Marine Accommodation Panels?
Tired of unpredictable production delays? Cold pressing seems slow, but guessing the time ruins panels. You need exact cycle times to keep your schedule on track.
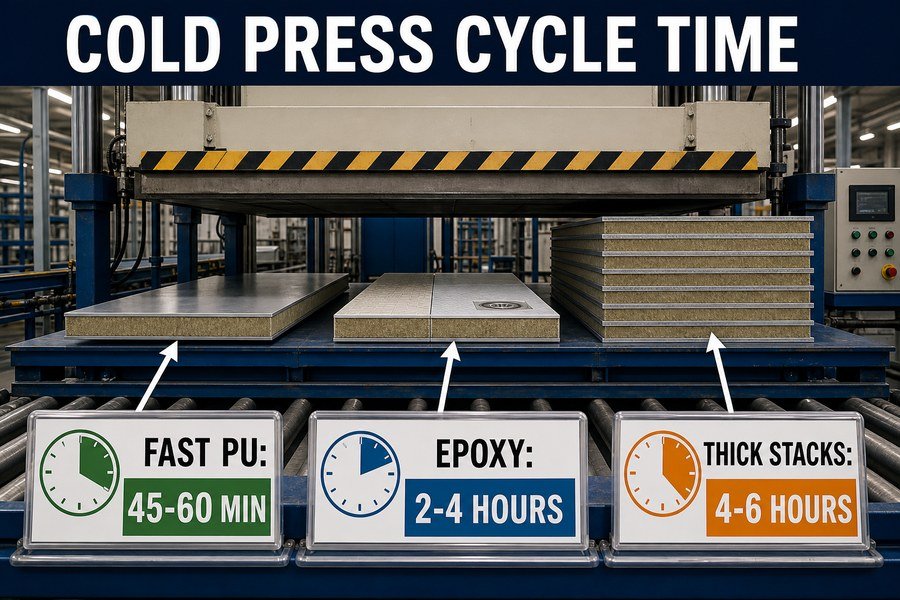
The total cold press cycle time for marine accommodation panels ranges from 45 minutes to 6 hours, depending on three factors: 45 to 60 minutes for fast-curing PU adhesives, 2 to 4 hours for standard epoxy resins, and 4 to 6 hours for thick composite stacks under high humidity.
During my time at the factory, waiting for panels to cure drove me crazy. But opening the press too early causes failures. Let us look at the exact times you must wait for a good bond.
Cycle Times for Fast-Curing Polyurethane Adhesives
If you want to make panels quickly without heat, you use fast-curing polyurethane (PU) adhesives. These are very common in Chinese marine factories. The cycle time for these glues is short. You only need to keep the panel in the cold press for 45 to 60 minutes. The temperature in your factory plays a big part. If your factory is warm, around 25 degrees C (77 degrees F), the glue cures closer to 45 minutes. The glue needs moisture to dry.5 Factory managers often spray a light mist of water on the glue line before pressing. According to Henkel Adhesive technical data, this water mist speeds up the chemical reaction. This 45-minute cycle allows you to process many panels in one shift. It keeps your production moving quickly.
Curing Durations for Standard Epoxy Resins
Sometimes, you need a stronger bond. You might use marine-grade epoxy resins for high-stress areas or wet areas like ship bathrooms. Epoxy resins take much longer to cure in a cold press. The standard cycle time is between 2 to 4 hours. You cannot rush epoxy. If you open the press after 1 hour, the panels will slide apart. The epoxy needs this long time to harden completely. The exact time depends on the hardener you mix with the epoxy resin.6 A "fast" hardener might take 2 hours. A "slow" hardener will take 4 hours. Shipyards accept this longer time because epoxy provides excellent water resistance7. It stops water from destroying the panel core over the life of the ship.
Curing Thick Composite Stacks Under High Humidity
You do not usually press one panel at a time. To save time, factories stack 5 to 10 panels on top of each other. Then, they press the whole stack. This is called a thick composite stack. When you have a thick stack, the cycle time increases to 4 to 6 hours. The weight and pressure take longer to distribute evenly through a thick stack. High humidity also changes the time. If the air is very wet, moisture-curing glues cure unevenly in thick stacks. The outside edges dry fast, but the middle stays wet. You must leave the stack in the press for the full 6 hours. This guarantees the panels in the exact middle of the stack bond just as well as the panels on the top and bottom.
| Adhesive Type | Press Condition | Expected Cold Press Cycle Time |
|---|---|---|
| Fast-Curing PU | Single Panel, 25 degrees C Room Temp | 45 to 60 minutes |
| Standard Epoxy | Single Panel, Standard Hardener | 2 to 4 hours |
| Any Adhesive | Thick Stack (5-10 panels), High Humidity | 4 to 6 hours |
Which Adhesives Suit Cold-Pressed Marine Accommodation Panels?
Panels peeling apart at sea? Using the wrong glue in a cold press is a disaster. You must match the adhesive to the cold process to meet marine safety codes.
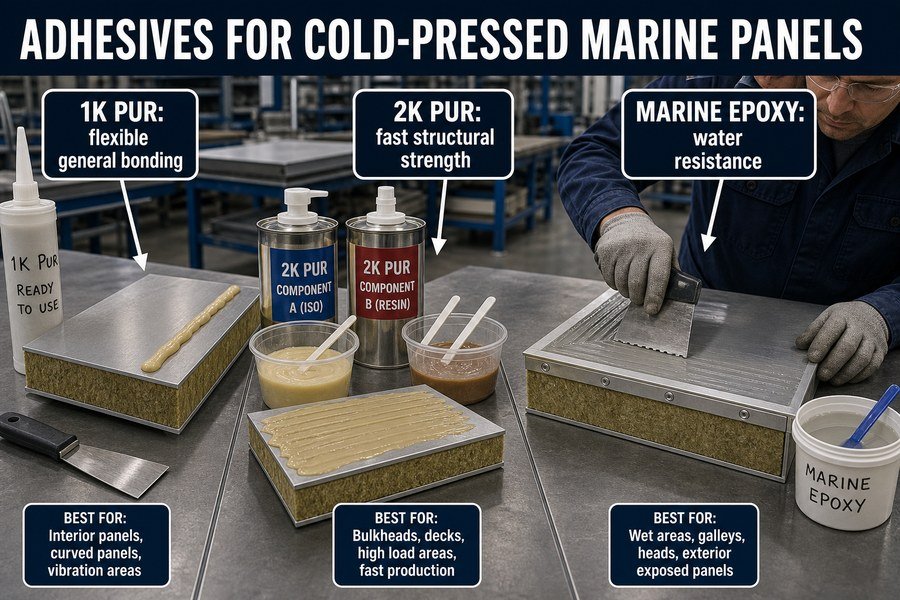
The three most suitable adhesives for cold-pressed marine accommodation panels are one-component moisture-curing polyurethanes (1K PUR) for general bonding, two-component polyurethanes (2K PUR) for fast-setting structural strength, and marine-grade epoxies for ultimate water resistance and bonding dissimilar materials like aluminum to rockwool.
I have seen cheap glues fail fire tests, costing companies thousands of dollars. Here are the specific adhesives you must use for cold pressing to ensure certification and durability.
Properties of One-Component Polyurethanes (1K PUR)
The most common glue for marine panels is one-component polyurethane, or 1K PUR. You use this for general bonding, like attaching PVC film or steel sheets to rockwool cores. It comes ready to use. You do not need to mix it. 1K PUR is great for cold pressing because it cures using the moisture in the air8. You apply about 150 to 200 grams per square meter. According to the IMO FTP Code Part 5, adhesives used on ships must have low flame spread characteristics. Marine-certified 1K PUR meets this rule. It does not burn easily. It also stays slightly flexible after it dries. When a ship hits large waves, the ship bends. The 1K PUR flexes with the ship, so the panel skin does not crack or pop off.
Benefits of Two-Component Polyurethanes (2K PUR)
When you need fast-setting structural strength, you use two-component polyurethane (2K PUR). This glue comes in two parts: a resin and a hardener. You must mix them right before you put the glue on the panel. Because it cures via a chemical reaction between the two parts, it does not rely on air moisture. This means it cures much faster than 1K PUR in a cold press. You get very high structural strength very quickly. We use 2K PUR when making heavy-duty panels, like marine fire doors or floor panels that take a lot of foot traffic. The bond is very rigid. It holds heavy metal skins tightly to dense rockwool cores. It is more expensive, but the fast curing time saves you money on factory labor.
Utilizing Marine-Grade Epoxies for Dissimilar Materials
Sometimes you have to stick two very different materials together. For example, you might need to bond smooth aluminum to rough rockwool for a lightweight ceiling panel. 1K PUR might not grip the smooth aluminum well enough. For this, you need marine-grade epoxy. Epoxy is the best adhesive for water resistance9. You use it for panels going into wet cabins or showers. Epoxy acts like a hard plastic when it cures in the cold press. It fills in all the tiny gaps on the rough rockwool surface. It creates a mechanical lock with the core and a chemical bond with the metal. It takes hours to cure, but the bond is almost impossible to break. You will destroy the rockwool before the epoxy lets go.
| Adhesive Type | Mixing Required? | Best Application for Marine Panels |
|---|---|---|
| 1K PUR | No (Ready to use) | General bonding, steel to rockwool, flexible hold |
| 2K PUR | Yes (Resin + Hardener) | Fast structural strength, fire doors, heavy floors |
| Marine Epoxy | Yes (Resin + Hardener) | High water resistance, wet areas, dissimilar materials |
How Does Cold Pressing Affect Marine Accommodation Panel Stability?
Are your panels bowing after installation? Unstable panels look terrible and cause doors to jam. Cold pressing directly impacts how flat and stable your panels remain over time.
Cold pressing improves marine accommodation panel stability in three ways: it eliminates thermal stress and warping caused by cooling, ensures an even adhesive spread to prevent localized delamination, and allows core materials to retain their original structural density without heat-induced compression or shrinkage.

Once, a shipyard rejected an entire delivery because the panels warped by just 5 millimeters. Let me show you how cold pressing keeps your panels perfectly flat and structurally sound.
Eliminating Thermal Stress and Warping in Panel Facings
The biggest enemy of a flat panel is thermal stress. When you make a panel with a hot press, the heat travels into the steel or aluminum skin. The metal expands. When the press opens, the room temperature cools the metal quickly. The metal tries to shrink back to its normal size. But the glue has already grabbed the core. So, the shrinking metal pulls the whole panel into a curve. This is warping.10 Cold pressing eliminates this problem completely. The metal skin stays at room temperature the entire time. It never expands, so it never shrinks. The panel stays perfectly flat. The ISO 834 fire test preparation guidelines require flat panels with a tolerance of less than 2mm per meter. Cold pressing easily meets this strict flatness rule.
Ensuring Even Adhesive Spread to Prevent Localized Delamination
If glue does not spread evenly, your panel will have weak spots. We call these "dry spots." Over time, the skin will bubble and peel away from the core at these dry spots. This is called localized delamination. A hydraulic cold press applies very steady, flat pressure across the entire panel. Standard cold press pressure ranges from 0.5 to 1.5 MPa (Megapascals).11 This pressure forces the liquid adhesive to spread out perfectly flat between the metal skin and the core. The steady pressure pushes air bubbles out the sides. Because the glue is spread evenly, the holding power is exactly the same on every inch of the panel. You get a highly stable panel that will not bubble or peel after a few years at sea.
Maintaining Core Material Density Without Compression
Marine panels use cores like rockwool, aluminum honeycomb, or foam. These cores have a specific density. The density gives the panel its fire rating and soundproofing power.12 Heat makes some cores soft. If you press a soft core, you crush it. The panel becomes thinner. A crushed core loses its soundproofing ability. Cold pressing protects the core. Because there is no heat, the core stays strong and hard. The cold press only applies enough pressure to bond the glue, not enough to crush the core. The rockwool or foam retains its original structural density. This means a 50mm panel stays exactly 50mm thick. The shipyard gets exactly the fire and noise protection they paid for.
| Stability Factor | Result from Hot Pressing | Result from Cold Pressing |
|---|---|---|
| Thermal Stress | High; causes metal skins to warp upon cooling | None; metal stays flat at room temperature |
| Adhesive Spread | Can dry too fast, leaving weak dry spots | Even spread under steady pressure; no dry spots |
| Core Density | Heat softens core, leading to compression | Core retains full density and original thickness |
What Equipment Is Needed for Cold-Pressed Marine Accommodation Panels?
Setting up a new panel line? Buying the wrong press wastes money and ruins output. You need specific equipment to cold press marine panels properly and efficiently.
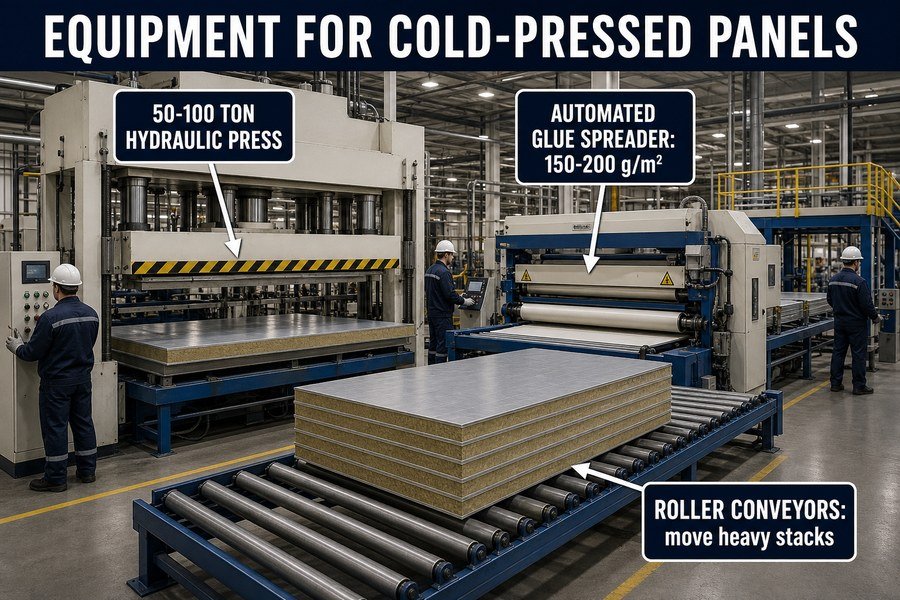
Producing cold-pressed marine accommodation panels requires three main pieces of equipment: a hydraulic flatbed cold press machine capable of at least 50 tons of pressure, an automated glue spreader for uniform adhesive application, and heavy-duty roller conveyors for moving large, heavy panel stacks into the press.
When I helped upgrade our factory line, choosing the right machinery was the hardest part. You do not need fancy heaters, but you do need heavy, reliable equipment. Here is the exact list.
Hydraulic Flatbed Cold Press Machines and Pressure Requirements
The heart of the operation is the hydraulic flatbed cold press machine. You cannot use a small, cheap press. Marine panels are large, usually 1200mm wide and up to 2500mm long. You need a press with a massive steel bed that covers this whole size. More importantly, you need high pressure. For marine panels, the machine must be capable of producing at least 50 tons of total pressure13. Many good factories use 100-ton presses. The hydraulic cylinders push the top platen down onto the panel stack. This high pressure forces the glue into the rough surface of the rockwool. A basic industrial hydraulic cold press from a supplier on Alibaba or Made-in-China will cost between $15,000 and $30,000. You must ensure the steel platens are perfectly flat, or your panels will come out wavy.
Automated Glue Spreaders for Uniform Application
Applying glue by hand with a roller is too slow and very messy. To make good panels, you need an automated glue spreader. This machine has large rubber rollers. You pour the polyurethane adhesive into the top. As the metal skin or core passes through the rollers, the machine applies a perfectly even coat of glue. For marine panels, you set the machine to apply about 150 to 200 grams of glue per square meter14. The automated spreader saves you a lot of money because you do not waste expensive glue. It also ensures there are no dry spots. If you use 2K PUR, you need a special spreader that mixes the two parts exactly right before rolling them onto the panel.
Heavy-Duty Roller Conveyors for Moving Panel Stacks
A stack of five marine panels with steel skins and heavy rockwool cores can weigh over 300 kilograms. Your workers cannot carry this by hand. You must install heavy-duty roller conveyors. These conveyors link the glue spreader to the cold press machine. After the workers place the glued skins and cores together, they push the heavy stack along the metal rollers directly into the open press. This protects the workers' backs.15 It also stops the panel layers from sliding around before the press closes. Once the pressing is done, rollers on the other side carry the finished panels away to the packing area. Without good conveyors, your production speed will be very slow.
| Equipment Item | Key Specification | Primary Function in Panel Production |
|---|---|---|
| Hydraulic Cold Press | 50 to 100 tons pressure capacity | Squeezes layers together to form a solid, flat panel |
| Automated Glue Spreader | 150 - 200 g/m2 application rate | Applies an even layer of adhesive without wasting glue |
| Roller Conveyors | High weight capacity (>500kg) | Moves heavy panel stacks safely into and out of the press |
Does Cold Pressing Cut Energy Costs of Marine Accommodation Panels?
Are energy bills eating your profit margins? Hot presses use huge amounts of electricity or steam. Switching to cold pressing can drastically reduce your daily factory running costs.
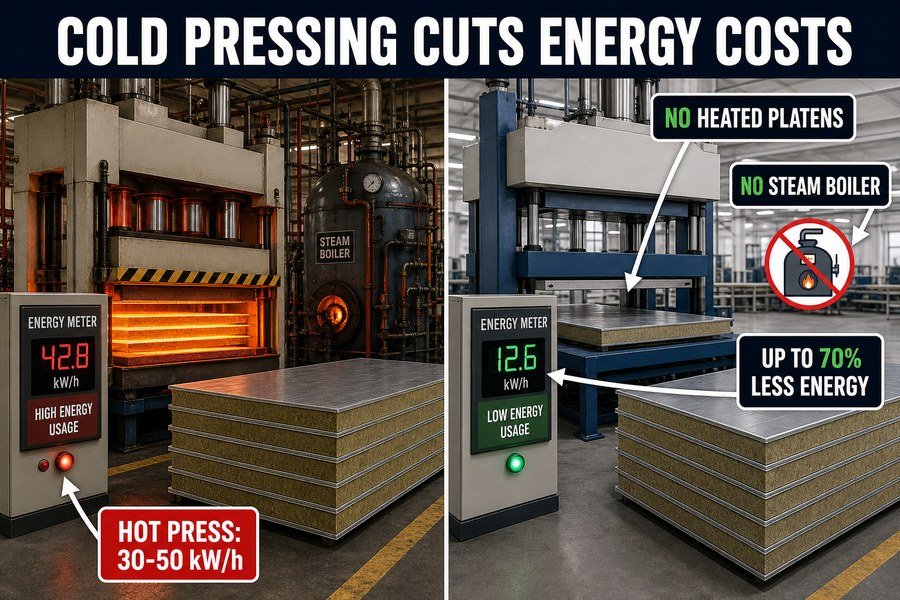
Cold pressing cuts energy costs for marine accommodation panels by eliminating three major expenses: it removes the need for electric heating platens, eliminates the operation of steam boilers, and reduces cooling system requirements, resulting in up to a 70% reduction in total energy consumption compared to hot pressing.
In my early days, our electricity bill for the hot presses was shocking. When we shifted some production to cold pressing, the savings were immediate. Let us calculate the exact cost differences.
Eliminating Electric Heating Platens and Steam Boilers
Hot press machines use either giant electric heating platens or hot oil heated by massive steam boilers. Heating a large steel bed to 100 degrees C (212 degrees F) takes a huge amount of power. According to data from woodworking and panel machinery manufacturers like Italpresse, a standard hot press machine consumes about 30 to 50 kilowatts per hour (kW/h)16 just to stay hot. A boiler system burns expensive gas or oil all day long. A cold press machine does not have heating platens. It does not need a boiler. The only part of a cold press that uses electricity is the hydraulic pump motor. You turn the pump on for one minute to close the press, and one minute to open it. During the long curing time, the machine uses zero power.
Overall Factory Energy Reduction and Cost Savings
Because a cold press only uses power to move the hydraulic cylinders, its energy footprint is tiny. A typical hydraulic pump on a cold press only needs a 4 to 5 kW motor. It runs for maybe 10 minutes total per hour. So, the cold press uses less than 1 kW/h of electricity. Compare 1 kW/h to the 40 kW/h used by a hot press. This is a massive drop in energy use. By switching to cold pressing, factories can achieve up to a 70% reduction17 in the total energy used for the lamination process. If electricity costs $0.15 per kW/h, running a hot press for an 8-hour shift costs $48. Running the cold press costs less than $2. Over a whole year of making marine panels, this saves thousands of dollars. You can use these savings to offer better prices to your shipyard clients.
Reducing Factory Cooling System Requirements
Hot presses create a terrible working environment. They radiate intense heat into the factory air. During the summer, the factory becomes dangerously hot for the workers18. To fix this, you have to run large industrial fans or expensive air conditioning systems to cool the building down. This adds even more to your electricity bill. Cold presses stay at room temperature. They add zero heat to your factory. Your workers stay comfortable, and they work faster. More importantly, you do not have to spend money running big cooling fans. You save money directly on the press machine, and you save money indirectly by lowering the cooling costs of the whole building.
| Energy Cost Source | Hot Pressing Requirement | Cold Pressing Requirement |
|---|---|---|
| Machine Operation | 30 to 50 kW/h (constant heating) | < 1 kW/h (hydraulic pump only) |
| Steam / Oil Boilers | Required; burns gas or fuel all day | Not required |
| Factory Cooling | High; requires large fans or AC | Low; room temperature operation |
Conclusion
Cold pressing offers a reliable, low-energy method to produce flat, certified marine panels. By matching the right press, adhesive, and pressure, you guarantee top-quality outfitting for any shipyard project.
-
"Shrinkage Behavior of Polystyrene-based Foam Molded Parts ...", http://ui.adsabs.harvard.edu/abs/2016PhDT........42G/abstract. Polymer-materials data report that EPS and PVC structural foams have limited heat resistance, with softening, heat-deflection, or dimensional-change behavior occurring in the approximate temperature range discussed, supporting the need to control processing temperature for foam-core sandwich panels. Evidence role: statistic; source type: research. Supports: PVC foam and EPS foam can soften, deform, melt, or shrink at temperatures that may be reached in hot pressing.. Scope note: Exact temperature limits vary by foam grade, density, formulation, and test method, so the figures should be presented as material-specific rather than universal. ↩
-
"[PDF] Measuring Spatial Variation Of Residual Stresses in a Composite", https://www2.lanl.gov/residual/MMCpreprint.pdf. Studies of sandwich panels and bonded multi-material laminates show that temperature gradients and differences in coefficients of thermal expansion can generate residual stresses and out-of-plane deformation, providing a mechanical basis for warping in heated metal-faced panels. Evidence role: mechanism; source type: paper. Supports: Thermal expansion mismatch and temperature gradients in metal-faced composite panels can cause bowing or twisting.. Scope note: Such sources support the general mechanism; the amount of bowing depends on panel geometry, skin thickness, core material, adhesive, and press cycle. ↩
-
"[PDF] Wood/Adhesive Interactions and Weather Durability - VTechWorks", https://vtechworks.lib.vt.edu/bitstream/handle/10919/29866/Ren_D_D_2010.pdf. Polyurethane-adhesive chemistry references describe one-component moisture-curing PUR systems as isocyanate-terminated prepolymers that react with atmospheric or substrate moisture to form a cross-linked polyurethane/polyurea network. Evidence role: mechanism; source type: paper. Supports: One-component polyurethane adhesives cure through reaction with moisture from air or substrates rather than requiring heat as the primary curing trigger.. Scope note: This supports the curing mechanism generally; individual commercial formulations may include additives or recommended processing conditions that modify cure speed. ↩
-
"Enhancing Fatigue Life and Strength of Adhesively Bonded ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10573937/. Research on bonded sandwich structures and adhesive joints indicates that more compliant adhesive layers can reduce peel-stress concentrations and improve resistance to debonding or fatigue under cyclic loading, supporting the role of bond flexibility in reducing skin-core separation risk. Evidence role: mechanism; source type: paper. Supports: Flexible adhesive bonds can help reduce peeling or debonding between metal skins and rockwool or foam cores, especially under vibration or cyclic loading.. Scope note: The evidence supports reduced risk rather than an absolute prevention of peeling; performance depends on adhesive formulation, surface preparation, core type, and service loads. ↩
-
"[PDF] Wood/Adhesive Interactions and Weather Durability - VTechWorks", https://vtechworks.lib.vt.edu/bitstream/handle/10919/29866/Ren_D_D_2010.pdf. Polyurethane adhesive chemistry references describe one-component PU curing as a reaction with ambient or substrate moisture, which supports the statement that moisture is required for cure rather than simple solvent drying. Evidence role: mechanism; source type: education. Supports: Moisture-curing polyurethane adhesives require moisture to cure.. Scope note: This supports the curing mechanism for moisture-curing PU systems generally, but individual formulations may include other cure pathways or additives. ↩
-
"Cure kinetics characterization and monitoring of an epoxy ...", https://dr.lib.iastate.edu/bitstreams/e7a4e65e-c3e5-47e2-a77c-5db4450f8767/download. Epoxy chemistry and composites references explain that cure rate and working time depend strongly on the amine hardener formulation and curing conditions, supporting the claim that different hardeners change epoxy press or cure duration. Evidence role: mechanism; source type: paper. Supports: Epoxy resin curing duration depends on the hardener mixed with the resin.. Scope note: Such sources may establish the dependence on hardener type without verifying the article's specific 2-4 hour cold-press range. ↩
-
"Bio-Based Dual-Layer UV-Cured Oil- and Water-Resistant ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12984292/. Marine materials or polymer references commonly describe cured epoxy networks as having low water permeability and strong moisture resistance compared with many wood adhesives, supporting its use where water exposure is expected. Evidence role: general_support; source type: research. Supports: Marine-grade epoxy resins provide strong water resistance for bonded panels in wet or high-stress areas.. Scope note: Water resistance varies by epoxy formulation, surface preparation, cure quality, and service conditions, so this does not prove lifetime protection for every ship panel. ↩
-
"Curing Kinetics and Structure-Property Relationship of Moisture ...", https://ui.adsabs.harvard.edu/abs/2023EurPJ.20112579M/abstract. Technical literature on one-component polyurethane adhesives describes their curing mechanism as a reaction of isocyanate-terminated prepolymers with ambient or substrate moisture, supporting the statement that 1K PUR systems cure through moisture exposure. Evidence role: mechanism; source type: paper. Supports: One-component polyurethane adhesives cure by reacting with moisture from the air or substrate.. Scope note: Cure rate and final properties vary with formulation, humidity, substrate moisture, temperature, and bond-line thickness. ↩
-
"The Effect of the Salt Water Aging on the Mechanical Properties of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7240460/. Engineering and materials references commonly identify cured epoxy resins as having strong adhesion and good resistance to water and chemicals, supporting the use of marine-grade epoxies in wet-service bonding applications. Evidence role: general_support; source type: encyclopedia. Supports: Marine-grade epoxy adhesives are suitable for water-resistant bonding applications.. Scope note: The source can support epoxy's suitability for water-resistant bonding, but the phrase "best" is comparative and depends on formulation, substrates, surface preparation, and service conditions. ↩
-
"[PDF] Viscoelastic Model to Capture Residual Stresses in Heat Cured ...", https://open.clemson.edu/cgi/viewcontent.cgi?article=1099&context=auto_eng_pub. A technical source on residual stresses in bonded metal or sandwich panels supports that differential thermal expansion and cooling can create residual stresses that distort panel geometry after pressing or curing. Evidence role: mechanism; source type: paper. Supports: Thermal expansion during hot pressing and contraction during cooling can cause bonded metal-faced panels to warp.. Scope note: This would support the thermal-stress mechanism generally; the magnitude of warping depends on material, adhesive, panel geometry, and process parameters. ↩
-
"[PDF] Performance of Sandwich Panels in FPL Experimental Unit", https://www.fpl.fs.usda.gov/documnts/fplrp/fplrp12.pdf. A manufacturing study or technical handbook on adhesive bonding of sandwich panels supports typical cold-pressing pressure ranges used to consolidate panel skins and cores during curing. Evidence role: statistic; source type: paper. Supports: Cold pressing for panel bonding commonly uses pressures around 0.5 to 1.5 MPa.. Scope note: Reported pressure ranges may vary by adhesive chemistry, core material, facing material, and panel size, so the citation should be treated as contextual rather than universal. ↩
-
"[PDF] optimizing sandwich panels with graded tubular cell core for ... - arXiv", https://arxiv.org/pdf/2401.11412. Research on mineral-wool, foam, or honeycomb-core sandwich panels supports that core density and structure influence thermal/fire performance and acoustic insulation or absorption characteristics. Evidence role: mechanism; source type: paper. Supports: Core density contributes to the fire and acoustic performance of marine sandwich panels.. Scope note: The relationship is material-specific; density is one important factor but not the only determinant of fire rating or soundproofing performance. ↩
-
"[PDF] Fabrication of Lighweight Sandwich Panels of the Aircraft type", https://www.govinfo.gov/content/pkg/GOVPUB-A13-PURL-gpo43147/pdf/GOVPUB-A13-PURL-gpo43147.pdf. A technical source on sandwich-panel bonding or adhesive lamination should support that cold pressing requires sufficient platen pressure to consolidate the skins and core during cure; it may contextualize, rather than directly verify, the specific 50-ton threshold. Evidence role: mechanism; source type: paper. Supports: Marine panel production requires high total press pressure, with at least 50 tons stated as the minimum in the article.. Scope note: The exact tonnage depends on panel area, adhesive type, core material, and press design, so a source may support the need for high pressure without prescribing this exact minimum. ↩
-
"[PDF] Strength and Durability of One-Part Polyurethane Adhesive Bonds to ...", https://research.fs.usda.gov/download/treesearch/5964.pdf. A technical paper or adhesive-manufacturing handbook on polyurethane bonding of sandwich panels should provide typical adhesive spread rates, giving context for whether 150-200 g/m2 is within a plausible application range. Evidence role: statistic; source type: paper. Supports: Marine panel glue spreaders are set to apply about 150-200 g/m2 of adhesive.. Scope note: Adhesive spread rates vary with substrate porosity, adhesive formulation, open time, and panel construction, so the cited range may be application-specific rather than a universal rule. ↩
-
"[PDF] Materials Handling and Storage - OSHA", https://www.osha.gov/sites/default/files/publications/OSHA2236.pdf. Occupational-safety guidance from a government or health-and-safety institution should support that mechanical aids such as conveyors reduce manual handling demands and can lower the risk of back injury when moving heavy loads. Evidence role: expert_consensus; source type: government. Supports: Using roller conveyors to move heavy panel stacks helps protect workers from back strain associated with manual handling.. Scope note: Such guidance supports the ergonomic rationale generally, but it does not measure injury reduction for this specific factory layout or panel weight. ↩
-
"[PDF] Influence of Hot Pressing Technological Parameters on Plywood ...", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2021/09/BioRes_16_4_7550_Spulle_MKKLSZ_Infl_Hot_Pressing_Parameters_Plywwod_Bending_19285.pdf. A technical energy study or equipment specification for industrial wood-panel hot presses can substantiate the order of magnitude of heating-platen power demand, while distinguishing power ratings in kW from energy consumption in kWh. Evidence role: statistic; source type: paper. Supports: A standard hot press machine consumes about 30 to 50 kW/h just to stay hot.. Scope note: Reported values depend on press size, platen area, target temperature, insulation, and duty cycle; the unit in the article may need correction from kW/h to kW or kWh. ↩
-
"Energy efficiency challenges in pulp and paper manufacturing", https://bioresources.cnr.ncsu.edu/resources/energy-efficiency-challenges-in-pulp-and-paper-manufacturing-a-tutorial-review/. A comparative life-cycle, energy-audit, or manufacturing-process study can provide context for energy reductions from eliminating heated pressing in lamination, though any percentage should be treated as process- and facility-specific. Evidence role: statistic; source type: paper. Supports: Switching from hot pressing to cold pressing can reduce total lamination-process energy use by up to 70%. . Scope note: A 70% reduction may not generalize across all panel types, adhesives, press sizes, production schedules, or factory energy systems. ↩
-
"Heat Hazard Recognition | Occupational Safety and Health ... - OSHA", http://www.osha.gov/heat-exposure/hazards. Occupational-health guidance on heat stress supports that radiant heat from industrial equipment can contribute to hazardous workplace heat exposure and increase risks to workers. Evidence role: expert_consensus; source type: government. Supports: Heat radiated by hot presses can make factory conditions dangerously hot for workers.. Scope note: Such guidance establishes the health risk mechanism but does not quantify the temperature conditions in this specific factory setting. ↩



