
Choosing the wrong bonding method ruins panel quality. If your panels break apart at sea, repair costs will destroy your project profit. Let me show you the right methods.
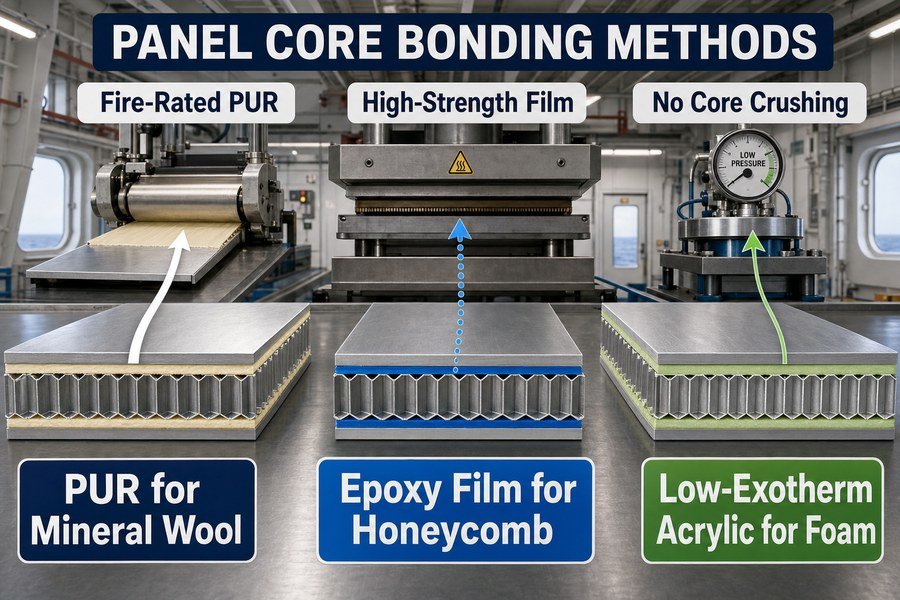
Marine accommodation panel cores use three main bonding methods: reactive polyurethane (PUR) for mineral wool, thermosetting epoxy films for aluminum honeycomb, and low-exotherm acrylics for foam cores. Choosing the right method ensures IMO A-class fire ratings, stops structural delamination, and controls your final material costs.
You might think any strong glue will work for ship interiors, but my time in the outfitting factory taught me otherwise. A cheap glue on the wrong core creates a disaster. Let us look at the exact methods you need to use for your shipyard projects.
How Are Honeycomb Cores Bonded in Marine Accommodation Panels?
Honeycomb panels often fail testing if bonded poorly. Weak bonds mean panels peel apart under ship vibrations. We use specific heat-press methods to stop this completely.
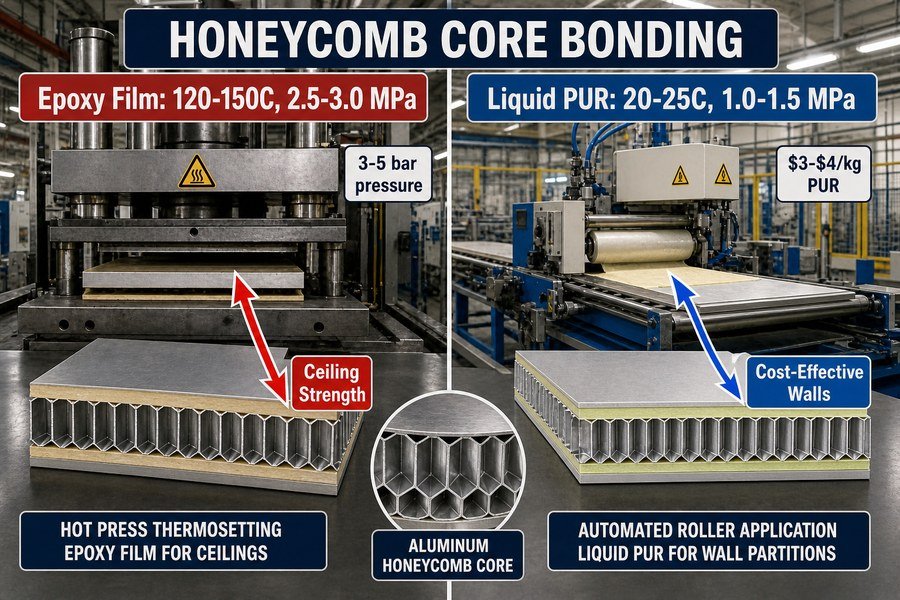
Aluminum honeycomb cores are bonded using two methods: hot-press thermosetting epoxy films cured at 120°C to 150°C, and two-component liquid polyurethane (PUR) applied via automated rollers. Epoxy films offer superior tensile strength for ceilings, while PUR provides cost-effective flexibility for standard wall partitions.
Aluminum honeycomb cores have very little surface area1. You are only bonding the thin edges of the metal hex shapes. Because of this, we must use two distinct methods. I remember when a client bought cheap honeycomb panels from an unknown factory. The panels broke apart after just two months at sea.
Hot-Press Thermosetting Epoxy Films for Honeycomb Ceilings
First, we use hot-press thermosetting epoxy films. According to composite technical data from suppliers like Hexcel, epoxy films need a curing temperature between 120°C and 150°C2. We apply 3 to 5 bars of pressure during this heat cycle. The film melts slightly, creates a thick edge around each honeycomb cell3, and then becomes hard. This gives a tensile strength of 2.5 to 3.0 MPa. I always tell my buyers to pick this method for marine ceiling panels. High strength means the panel will not fall down from the ceiling under heavy ship vibration. The film costs about $8 to $12 per square meter, but it is worth the price for safety.
Two-Component Liquid Polyurethane for Honeycomb Wall Partitions
Second, we use two-component liquid polyurethane (PUR). We apply this using automated rollers. The factory sets the coating weight to 150 to 200 grams per square meter. This method cures at room temperature, around 20°C to 25°C. It provides a tensile strength of 1.0 to 1.5 MPa. This strength is lower than epoxy, but the glue only costs about $3 to $4 per kilogram in Asian markets. This lower price makes it the best choice for standard vertical wall partitions. Gravity is not pulling the panel face away from the core on a wall, so you do not need the extreme strength of epoxy film. Both methods pass the IMO FTP Code Part 1 for low smoke toxicity.
| Bonding Method | Curing Temperature | Tensile Strength | Cost Estimate | Best Marine Application |
|---|---|---|---|---|
| Thermosetting Epoxy Film | 120°C to 150°C | 2.5 - 3.0 MPa | $8 - $12 / sqm | Marine Ceiling Panels |
| Two-Component Liquid PUR | 20°C to 25°C | 1.0 - 1.5 MPa | $3 - $4 / kg | Standard Wall Partitions |
Which Adhesive Application Suits Mineral Wool Marine Accommodation Panels?
Mineral wool is heavy and drinks glue like water. Using the wrong application wastes glue and creates heavy panels. We use specific methods to control costs.
Mineral wool marine panels use two adhesive applications: automated roller coating for flat surface bonding at 150-200g/sqm, and pressurized spray application for complex edge profiles at 100-120g/sqm. Both methods exclusively use one-component moisture-curing polyurethane to guarantee A-class fire resistance and long-term structural integrity.

Mineral wool is the standard core for marine fire doors and A-Class wall panels. When I worked on the production line, I saw how much adhesive mineral wool can soak up. It is like a sponge. To control this, we use two distinct application methods using one-component moisture-curing polyurethane4. We use this specific adhesive because it meets the IMO SOLAS rules for low flame spread.
Automated Roller Coating for Flat Mineral Wool Surfaces
The first method is automated roller coating. We use this for all the main flat surfaces of the steel skins. The machine spreads a very precise layer of the one-component PUR. According to marine manufacturing standards, we set the rollers to apply exactly 150 to 200 grams per square meter. If we use more, the panel gets too heavy and your cost goes up. If we use less, the heavy mineral wool (usually 120 to 140 kg/m3 density)5 will not stick. After the roller applies the glue, we mist it with water. The glue needs this water moisture to dry and cure hard within 2 to 4 hours. The glue itself costs $2.5 to $3.5 per kilogram from brands like Henkel or Sika.
Pressurized Spray Application for Mineral Wool Edges
The second method is pressurized spray application. Flat rollers cannot reach the bent edges or the internal joint profiles of the metal skin. For these complex areas, our workers use manual spray guns. The air pressure turns the thick adhesive into a fine mist. The spray applies a thinner layer, about 100 to 120 grams per square meter. This amount is enough to seal the edges well. It does not leave ugly glue lines on the finished panel joints. Controlling this application weight directly protects your profit margin on large European shipyard orders.
| Application Method | Adhesive Type | Target Coating Weight | Curing Time | Target Panel Area |
|---|---|---|---|---|
| Automated Roller | 1-Part Moisture PUR | 150 - 200 g/sqm | 2 - 4 hours | Main Flat Metal Skins |
| Pressurized Spray | 1-Part Moisture PUR | 100 - 120 g/sqm | 2 - 4 hours | Panel Edges and Joints |
Why Do Foam Cores Need Different Bonding Pressure in Marine Accommodation Panels?
Foam cores will break if you press them too hard. Crushed cores ruin panel thickness. You must control the pressure perfectly to keep the panel flat.
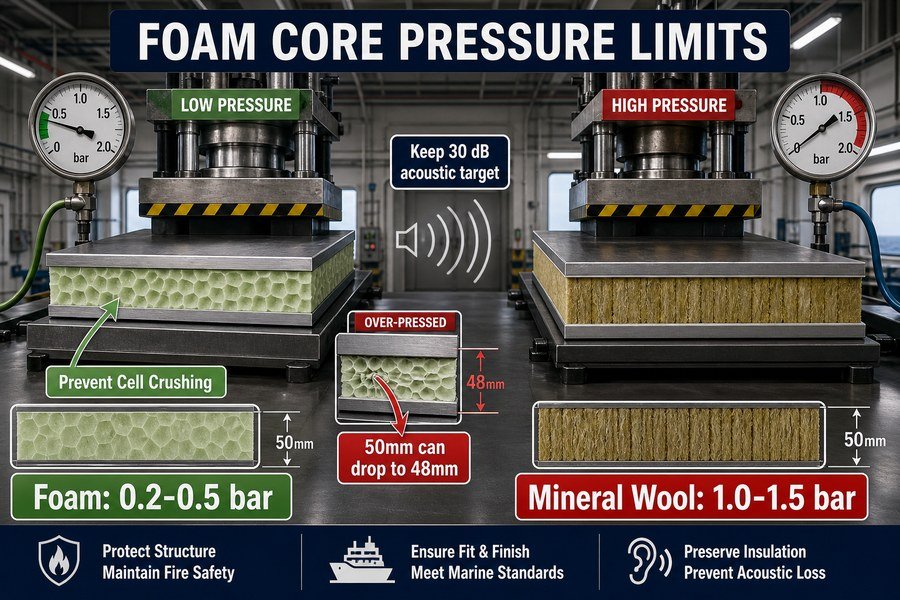
Foam cores require low bonding pressure (0.2 to 0.5 bars) to prevent crushing the cellular structure, whereas mineral wool handles 1.0 to 1.5 bars. Applying excessive pressure permanently compresses foam, reducing acoustic insulation and causing the panel to fall out of the standard 50mm thickness tolerance.
Foam cores, like XPS (Extruded Polystyrene) or PET (Polyethylene Terephthalate), are very popular for lightweight marine furniture and B-Class cabin partitions. But they are very fragile inside the pressing machine. A common mistake I see buyers make is thinking factories press all panels the same way.
Low Bonding Pressure Limits for Cellular Foam Cores
We must strictly use low bonding pressure limits for cellular foam cores6. Based on test data from core manufacturers like Armacell, a PET foam core with a density of 100 kg/m3 will break down if the pressure goes over its limit. So, we set our hydraulic presses to apply only 0.2 to 0.5 bars (around 20 to 50 kPa) of pressure. If the pressure goes higher, the tiny plastic bubbles inside the foam burst. When this happens, a standard 50mm thick panel will crush down to 48mm. This thin panel will not fit tightly into the metal floor tracks on the ship. Also, crushing the foam destroys the trapped air spaces. This ruins the acoustic reduction value, dropping the soundproofing below the standard shipyard requirement of 30 dB.
High Bonding Pressure Thresholds for Mineral Wool Cores
On the other hand, we use high bonding pressure thresholds for mineral wool cores. Mineral wool is made of rocks spun into fibers. These fibers lock together. They do not have closed bubbles that burst. For a 50mm mineral wool panel, we apply 1.0 to 1.5 bars of pressure. This high pressure forces the liquid polyurethane deep into the loose rock fibers. It creates a very strong mechanical grip7. If you try to use foam-level low pressure on mineral wool, the glue only stays on top. The metal skin will easily peel off during transit from your Asian supplier to your European job site.
| Core Material | Recommended Press Pressure | Typical Core Density | Potential Damage if Over-Pressed | Acoustic Impact |
|---|---|---|---|---|
| PET / XPS Foam | 0.2 to 0.5 bars | 80 - 150 kg/m3 | Permanent thickness loss (e.g., 50mm to 48mm) | Drops below 30 dB |
| Mineral Wool | 1.0 to 1.5 bars | 120 - 160 kg/m3 | Very low risk of crushing | No negative impact |
Roller vs Spray Bonding for Marine Accommodation Panels?
Choosing between roller and spray bonding changes your final price. One method is fast but limited, while the other is slow but does custom work.
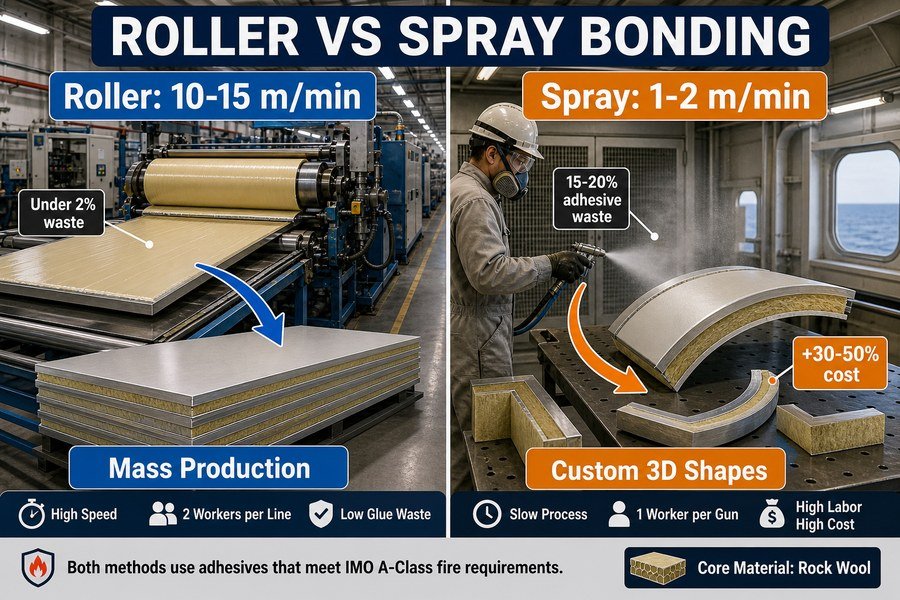
Roller bonding applies adhesive uniformly at high speeds (10-15 meters/minute) for mass-producing flat panels, ensuring low glue waste. Spray bonding operates slowly (1-2 meters/minute) but is essential for custom 3D shapes, curved edges, and tight corners. Factories combine both methods to balance speed with complex detailing.
When you visit a marine panel factory in China or Vietnam, you will see the main production line right away. The choice between roller and spray methods directly controls how fast the factory can ship your order. As a buyer, you need to understand what you are paying for.
High-Speed Mass Production Using Roller Bonding
High-speed mass production uses roller bonding completely. This method uses large steel and rubber cylinders. According to automated line specs, these rollers push the steel skins through at speeds of 10 to 15 meters per minute8. The roller puts down a perfectly even layer of glue. It wastes almost zero adhesive. This high efficiency keeps your panel price low. The labor cost also drops because the factory only needs two workers to watch the machine. Roller bonding is the only way a factory can build 1,000 square meters of flat standard wall panels in a single day shift.
Precision Detailing on Custom Shapes Using Spray Bonding
However, precision detailing on custom shapes needs spray bonding. Flat rollers are useless when you buy curved ceiling panels, corner pieces, or custom window frames. Workers use manual spray guns for these items. Spray bonding is much slower. A worker might only finish 1 to 2 square meters per minute. Also, the spray puts glue into the air. This wastes about 15% to 20% of the adhesive9. Because of the wasted glue and high labor time, spray-bonded custom pieces cost at least 30% to 50% more than flat panels. Good factories must use both methods to finish a full interior order.
| Production Method | Production Speed | Adhesive Waste | Labor Required | Best Used For |
|---|---|---|---|---|
| Roller Bonding | 10 - 15 meters/minute | Under 2% | 2 workers per line | Standard Flat Wall Panels |
| Spray Bonding | 1 - 2 meters/minute | 15% - 20% | 1 worker per gun | Curved & Custom 3D Shapes |
Which Bonding Method Secures Edge Integrity in Marine Accommodation Panels?
Delamination almost always starts at the edges. If water gets in, the core rots. We use a strong edge bonding method to stop this problem.
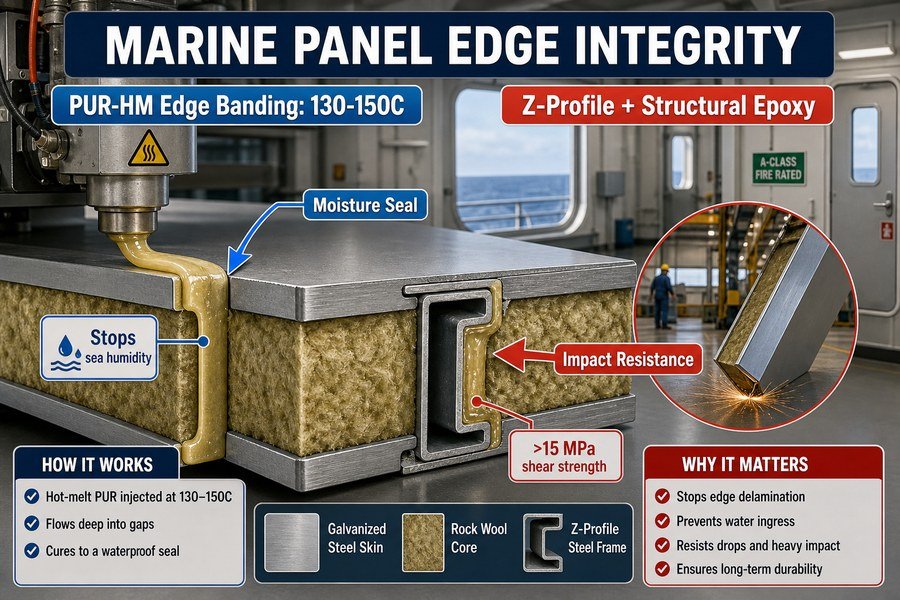
Securing edge integrity in marine panels requires two methods: edge-banding with hot-melt polyurethane (PUR-HM) injected at 130°C for absolute moisture sealing, and internal Z-profile steel framing bonded with structural epoxy for high-impact resistance. These methods stop edge delamination and prevent sea humidity from entering the core.
The edges of a marine panel are the weakest points. During installation in the shipyard, workers drag and drop the panels. If the edge bonding is weak, the thin steel skin bends back. Even worse, wet sea air will enter the core material.
Moisture Sealing with Hot-Melt Polyurethane (PUR-HM) Edge Banding
To stop moisture, we use hot-melt polyurethane (PUR-HM) edge banding. Standard cold glue is not enough. PUR-HM is a solid block of glue that we heat up. According to technical guides from edge-banding machine makers like HOMAG, we must inject the glue at exactly 130°C to 150°C. It flows deeply into the tiny open gaps between the metal skin and the mineral wool core. As it cools down to room temperature, it takes moisture from the air and cures into a hard plastic10. This forms a 100% waterproof seal. This is very important for wet rooms on the ship, like public bathrooms. It stops the mineral wool from drinking water and growing mold.
Impact Resistance with Z-Profile Steel and Structural Epoxy
To stop physical damage, we secure the edges with internal Z-profile steel framing bonded with structural epoxy. On heavy-duty marine doors or thick wall panels, just gluing the skin to the core is bad. We push a 0.6mm or 0.8mm thick galvanized steel Z-profile into the edge of the mineral wool. We use structural two-part liquid epoxy to bond this steel profile to the inside of the outer metal skins. Epoxy has a massive shear strength of over 15 MPa11. This means when the shipyard workers drop the panel on its edge, the corner stays strong and the skin will not break open.
| Edge Bonding Method | Main Adhesive / Material | Application Temp | Primary Protection Type | Typical Shear Strength |
|---|---|---|---|---|
| Hot-Melt Edge Banding | PUR-HM Adhesive | 130°C - 150°C | Moisture & Water Ingress | 3 - 5 MPa |
| Internal Steel Framing | Structural 2-Part Epoxy | Room Temperature | Physical Impact & Dropping | > 15 MPa |
Can Film Adhesives Replace Liquid Adhesives in Marine Accommodation Panels?
Liquid glues are messy and take hours to dry. Film adhesives offer a clean, fast process. But they cannot replace liquids in every single panel type.
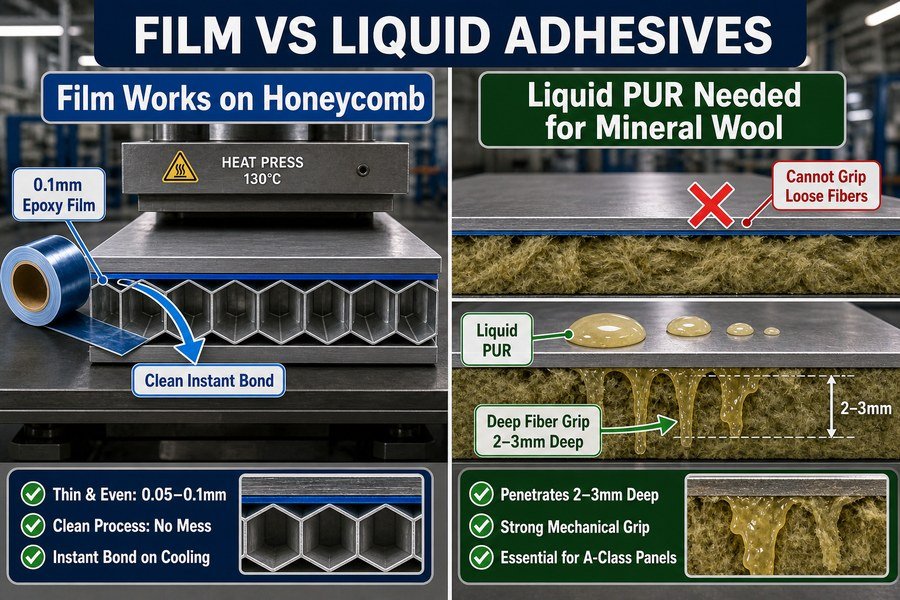
Film adhesives can completely replace liquid adhesives for honeycomb and flat metal core panels, offering zero mess, perfectly even thickness (0.1mm), and instant bonding upon cooling. However, film adhesives cannot replace liquids for mineral wool cores because films cannot flow into and grip the loose fiber structure.
Buyers often ask me if we can just use dry adhesive films for everything to save time. It sounds perfect. Liquid glue requires daily machine cleaning, it smells bad, and workers can mix it wrong. Film adhesives come in easy, dry rolls.
The Success of Film Adhesives on Honeycomb Cores
I tell my clients about the success of film adhesives on honeycomb cores12. For aluminum honeycomb panels, film adhesives are the absolute best choice. The film, usually an epoxy, comes in a precise thickness, typically 0.05mm to 0.1mm. When we put it between the aluminum skin and the honeycomb core in a heat press at 130°C, the film melts exactly where it touches the metal. There is no messy liquid squeezing out at the edges. When the panel leaves the hot press and cools down, the bond is instant. You do not need to wait 4 hours for it to dry like liquid PUR. This speed saves factory floor space and lowers your total cost.
The Failure of Film Adhesives on Loose Mineral Wool
But I must explain the failure of film adhesives on loose mineral wool. Film adhesives cannot replace liquid adhesives here. Mineral wool has a very rough, uneven surface made of loose rock fibers. When a film adhesive melts, it only stays on the very top flat layer of the fibers. It does not sink deeply. If you use a film on mineral wool, the metal skin will peel off very easily. Liquid polyurethane is completely different. We apply 150g/sqm of liquid, and it sinks 2mm to 3mm deep into the rock wool13. This creates a deep grip that dry films simply cannot do.
| Panel Core Type | Liquid Adhesive Viability | Film Adhesive Viability | Reason for Performance |
|---|---|---|---|
| Aluminum Honeycomb | Yes (But messy and slow) | Perfect (Clean, fast) | Films melt perfectly onto smooth metal edges |
| Mineral Wool | Perfect (Deep fiber grip) | No (Total surface failure) | Films cannot soak into deep loose fibers |
| Flat Solid Boards | Yes | Yes | Both bond well to smooth, flat surfaces |
How Can Adhesive Optimization Reduce Marine Accommodation Panel Weight?
Heavy panels increase ship fuel use. Lowering panel weight starts with the glue layer. You can drop total weight just by changing how you apply adhesive.
Adhesive optimization reduces marine panel weight through three methods: switching to foaming polyurethane adhesives that expand to fill gaps using 30% less mass, applying precision dot-matrix glue patterns instead of full-surface coating, and using ultra-thin 0.05mm epoxy films. These methods can remove up to 0.5 kg per panel.

Weight is a huge issue for European cruise ships and fast passenger ferries. Every extra kilogram burns more expensive fuel over the ship's 25-year life.14 A standard 600mm x 2400mm wall panel has about 1.44 square meters of surface area on each side. If you use thick glue, it adds weight very quickly.
Utilizing Foaming Polyurethane for Volume Without Weight
The best method is utilizing foaming polyurethane for volume without weight. Standard liquid PUR dries as a heavy, solid plastic. But advanced factories now use a special moisture-curing PUR that foams up slightly as it dries15. According to industrial adhesive data from companies like Jowat, this foaming action makes the glue expand. It fills the tiny gaps in the core without adding extra liquid weight. By using this, we drop the glue amount from 200 grams per square meter down to 140 grams per square meter. That is a 30% reduction in adhesive weight. On a large cruise ship with 50,000 square meters of panels, you save over 6,000 kilograms of dead weight just from picking a better glue.
Implementing Dot-Matrix Patterns and Ultra-Thin Epoxy Films
Next, we are implementing dot-matrix patterns and ultra-thin epoxy films. For lightweight honeycomb ceilings, we do not coat the entire metal sheet. Modern glue rollers use a dot-matrix pattern. They print tiny drops of glue instead of a heavy, solid sheet. This cuts the glue weight by another 20%.16 Alternatively, we use ultra-thin 0.05mm epoxy films instead of standard films. A standard 0.1mm film weighs about 100 grams per square meter.17 By switching to high-strength 0.05mm film, we cut the weight to 50 grams per square meter. Between both sides of a standard panel, these smart methods easily remove 0.4 to 0.5 kg per panel.
| Weight Optimization Method | Old Adhesive Weight | New Optimized Weight | Total Weight Saved per 1.44 sqm Panel |
|---|---|---|---|
| Foaming PUR (Wall Panel) | 400 g/sqm (both sides) | 280 g/sqm (both sides) | ~0.17 kg saved per panel |
| Dot-Matrix Application | 300 g/sqm (both sides) | 240 g/sqm (both sides) | ~0.08 kg saved per panel |
| Ultra-Thin 0.05mm Film | 200 g/sqm (both sides) | 100 g/sqm (both sides) | ~0.14 kg saved per panel |
Conclusion
Using the right bonding method—whether hot-press films, PUR rollers, or precise pressure control—ensures your marine panels pass safety tests, stay intact, and keep your interior projects highly profitable.
-
"[PDF] Experimental validation of co-cure process of honeycomb sandwich ...", https://sites.usc.edu/composites/files/2022/06/Experimental-validation-D-Zebrine.pdf. A technical reference on honeycomb sandwich construction describes honeycomb cores as cellular structures whose face sheets bond primarily to the narrow cell-wall edges, supporting the limited bonding-area premise. Evidence role: mechanism; source type: education. Supports: Aluminum honeycomb cores have limited bonding surface because the adhesive contacts mainly the thin edges of the hexagonal cell walls.. Scope note: This supports the bonding geometry in general; it does not quantify the surface area for the specific core used in the article. ↩
-
"[PDF] General Disclaimer One or more of the Following Statements may ...", https://ntrs.nasa.gov/api/citations/19690011688/downloads/19690011688.pdf. Manufacturer technical data for aerospace or marine-grade epoxy film adhesives commonly specifies hot-press cure schedules in the approximate 120–150 °C range, supporting the stated curing-temperature range for such adhesive films. Evidence role: general_support; source type: other. Supports: Thermosetting epoxy film adhesives used for honeycomb panels typically require curing at about 120 °C to 150 °C.. Scope note: Cure temperature is formulation-specific; the cited range should be treated as representative unless the exact adhesive grade is identified. ↩
-
"[PDF] Experimental validation of co-cure process of honeycomb sandwich ...", https://sites.usc.edu/composites/files/2022/06/Experimental-validation-D-Zebrine.pdf. Composite sandwich manufacturing references describe adhesive-film flow during curing as forming fillets at honeycomb cell edges, which increases the bonded contact region between the core and face sheet. Evidence role: mechanism; source type: research. Supports: During hot pressing, epoxy film adhesive can flow and form thicker adhesive fillets around honeycomb cell edges before curing.. Scope note: The source can support the fillet-formation mechanism generally, but it may not prove the exact fillet size or performance of the article’s manufacturing process. ↩
-
"[PDF] Study of coatings based on polyisocyanates of moisture cure ...", https://upcommons.upc.edu/bitstreams/bd174862-6977-4277-bd90-f4e125a0f4f9/download. Polyurethane chemistry references explain that one-component moisture-curing polyurethane systems cure through reaction of isocyanate groups with ambient or added water, forming crosslinked polyurethane/polyurea structures and releasing carbon dioxide as a by-product. Evidence role: mechanism; source type: paper. Supports: One-component PUR adhesives require moisture to cure.. Scope note: This supports the curing mechanism generally; cure time depends on formulation, film thickness, humidity, temperature, and substrate conditions. ↩
-
"Determination of Thermal Properties of Mineral Wool Required for ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10488771/. Technical literature on fire-resistant mineral-wool sandwich panels reports that high-density stone wool cores are used to improve fire performance and mechanical stability, with densities in approximately the 100–150 kg/m³ range appearing in tested fire-rated panel constructions. Evidence role: general_support; source type: paper. Supports: Fire-rated mineral wool cores in panels can commonly use densities around 120–140 kg/m³.. Scope note: This supports the plausibility of the stated density range for high-density fire-rated panels, but density specifications vary by manufacturer, certification, and panel design. ↩
-
"Experimental Study of the Dynamic and Static Compression ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9460389/. Compression studies of closed-cell polymer foams describe cell-wall buckling, collapse, and permanent densification once compressive stress exceeds the foam’s yield or plateau region, supporting the need to keep bonding loads below the core’s compressive-strength limit. Evidence role: mechanism; source type: paper. Supports: Cellular PET/XPS foam cores require low bonding pressure because excessive pressure can crush or permanently deform the closed-cell structure.. Scope note: Such sources support the damage mechanism generally; they may not prescribe the exact press settings for a particular PET or XPS product. ↩
-
"Mechanical Properties of Polyurethane Adhesive Bonds in a Mineral ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8152272/. Research on bonded sandwich panels with fibrous mineral-wool cores can support the mechanism that adhesive penetration into an open fibrous network creates mechanical interlocking and improves skin-core bond strength. Evidence role: mechanism; source type: paper. Supports: Higher bonding pressure can help polyurethane adhesive penetrate mineral wool fibers and form a stronger mechanical bond between the metal skin and core.. Scope note: The evidence would support the bonding mechanism, but not necessarily the stated 1.0–1.5 bar pressure range or the transit-failure scenario without additional process tests. ↩
-
"[PDF] TigerPrints - Clemson OPEN", https://open.clemson.edu/cgi/viewcontent.cgi?article=1640&context=all_theses. A technical reference on continuous roll coating or panel lamination line operation supports that roll-applied coating/adhesive systems can run at comparable continuous line speeds on flat substrates. Evidence role: statistic; source type: research. Supports: Automated roller bonding lines can move steel skins through production at speeds of 10 to 15 meters per minute.. Scope note: This would provide contextual support for the plausibility of the speed range, not verification of the capacity of any specific marine panel factory. ↩
-
"[PDF] Control Technology, Automotive Refinishing Industry ... - EPA", https://www.epa.gov/sites/default/files/2015-06/documents/isocyanate_profile_chapter_6.pdf. Government or technical guidance on spray application transfer efficiency supports that atomized spraying can lose a measurable share of coating or adhesive to overspray and airborne dispersion. Evidence role: statistic; source type: government. Supports: Manual spray bonding can waste about 15% to 20% of adhesive because some sprayed material becomes overspray rather than bonding to the part.. Scope note: Transfer-efficiency figures vary by spray equipment, viscosity, operator technique, ventilation, and part geometry, so the source may support the mechanism and approximate range rather than this exact factory-specific percentage. ↩
-
"Mechanism and kinetics of moisture-curing process of reactive hot ...", https://ui.adsabs.harvard.edu/abs/2020CEJA....400051S. Studies of reactive polyurethane hot-melt adhesives describe curing as a moisture-driven reaction of residual isocyanate groups that increases molecular weight and crosslinking, supporting the stated curing mechanism. Evidence role: mechanism; source type: paper. Supports: PUR-HM adhesive cures by reacting with moisture from the air into a hardened polymer network.. Scope note: This supports the general PUR-HM curing chemistry, not the exact performance of the specific marine edge-banding system described. ↩
-
"Parametric Investigation into the Shear Strength of Adhesively ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9694882/. Published testing of structural epoxy adhesive joints commonly reports lap-shear strengths in the tens of megapascals for metal substrates, which is consistent with a threshold above 15 MPa. Evidence role: statistic; source type: paper. Supports: Structural two-part epoxy adhesives can achieve shear strengths greater than 15 MPa in bonded metal joints.. Scope note: Reported shear strength depends strongly on epoxy formulation, substrate preparation, joint geometry, cure conditions, and test standard; it does not prove the value for every marine panel assembly. ↩
-
"[PDF] The Effects of Co-cured Versus Precured Carbon/Epoxy Face ...", https://ntrs.nasa.gov/api/citations/20220013168/downloads/2206_TM_Nettles.pdf. A government or aerospace materials source describes epoxy film adhesives as established controlled-thickness materials for bonding face sheets to honeycomb sandwich cores under heat and pressure, supporting their suitability for aluminum honeycomb panel construction. Evidence role: general_support; source type: government. Supports: Film adhesives are a well-established and suitable bonding method for aluminum honeycomb sandwich panels.. Scope note: Such a source would support common use and processing advantages, but not the article’s stronger claim that films are always the “absolute best” or lowest-cost option. ↩
-
"[PDF] Integrating Multiscale Studies of Adhesive Penetration into Wood", https://research.fs.usda.gov/download/treesearch/59082.pdf. A peer-reviewed materials study on mineral-wool sandwich panels reports that liquid polyurethane adhesives can wet and penetrate the porous fibrous core, creating mechanical anchorage that contributes to skin-core bond strength. Evidence role: mechanism; source type: paper. Supports: Liquid polyurethane can penetrate mineral wool and improve adhesion through mechanical anchoring in the fibrous core.. Scope note: Penetration depth depends on wool density, adhesive viscosity, coating weight, pressure, and curing conditions; the source may support the penetration mechanism without confirming the exact 2–3 mm value used in this article. ↩
-
"[PDF] Optimization of Zero Emission Hydrogen Fuel Cell Ferry Design ...", https://rosap.ntl.bts.gov/view/dot/43799/dot_43799_DS1.pdf. Naval-architecture research on lightweight ship structures reports that reducing vessel weight can reduce required propulsion power and fuel consumption, especially in high-speed passenger craft; this supports the general life-cycle fuel-saving rationale for adhesive weight reduction. Evidence role: general_support; source type: paper. Supports: Reducing weight on cruise ships and fast passenger ferries can lower fuel consumption and operating cost over the vessel life.. Scope note: This would support the relationship between weight and fuel use, but not necessarily the exact 25-year service life or fuel cost for a specific cruise ship. ↩
-
"[PDF] Wood/Adhesive Interactions and Weather Durability - VTechWorks", https://vtechworks.lib.vt.edu/bitstream/handle/10919/29866/Ren_D_D_2010.pdf. Polyurethane adhesive chemistry literature explains that moisture reacts with isocyanate groups to generate carbon dioxide during curing, which can cause PUR systems to foam and expand; this supports the stated curing mechanism. Evidence role: mechanism; source type: paper. Supports: Moisture-curing polyurethane adhesive can foam slightly as it cures.. Scope note: This supports the chemical basis for foaming, but not the exact expansion behavior or performance of any named commercial adhesive. ↩
-
"Formulation and evaluation of 4-benzylpiperidine drug-in-adhesive ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC6195313/. Research on patterned or discontinuous adhesive coating shows that depositing adhesive in discrete dots can reduce coat weight compared with continuous coating while maintaining localized bonding; this supports the direction of the claimed material saving. Evidence role: mechanism; source type: research. Supports: Dot-matrix adhesive application can reduce adhesive weight relative to full-surface coating.. Scope note: A source may support patterned coating as a weight-saving method without proving a universal 20% reduction for honeycomb marine ceiling panels. ↩
-
"[PDF] Characterization of Low Density Glass Filled Epoxies - GovInfo", https://www.govinfo.gov/content/pkg/GOVPUB-D101-PURL-gpo1520/pdf/GOVPUB-D101-PURL-gpo1520.pdf. Materials-property references giving epoxy resin densities near 1.1–1.3 g/cm³ support the order-of-magnitude calculation that a 0.1 mm adhesive film has an areal mass of roughly 100 g/m². Evidence role: general_support; source type: education. Supports: A 0.1 mm epoxy adhesive film weighs approximately 100 grams per square meter.. Scope note: This supports a density-based estimate; exact film weight can vary with fillers, carriers, backing paper, and the formulation of a commercial epoxy film. ↩



