Mismatched panels ruin cabin aesthetics. You waste time arguing with ship owners over ugly repairs. Matching surface finishes perfectly solves this, keeping your refit projects profitable and clients happy.
Surface matching dictates panel selection by requiring exact alignment of three critical factors: color codes (RAL/PANTONE), gloss levels (percentage reflection), and texture depths (microns). Failing to match these forces contractors to replace entire bulkheads instead of single damaged panels, driving up material costs and extending lead times.

Let us look at why getting these details right is the only way to avoid budget disasters on your next vessel repair job.
Why Must Replacement Marine Interior Panels Match Original Surface Finishes During Refits?
A patched wall looks cheap and unprofessional. Your clients will reject the cabin, delaying your payment. Perfect matching ensures the repaired area blends right in, securing quick final approvals.
Replacement panels must match original finishes to maintain design continuity, meet strict shipyard acceptance standards, and prevent isolated replacements from looking like temporary patches. This involves matching the specific PVC film color, the 10% to 15% gloss level variance, and the exact physical embossing pattern to avoid light reflection differences.

I remember a project in Europe where we replaced just two damaged panels in a crew cabin. The procurement team bought panels with the same basic color name, but they ignored the finish details. The shipyard inspector rejected the cabin immediately. This happens often. You must get the details right to pass inspections.
Maintaining Design Continuity and Shipyard Standards in Cabin Refits
Shipyards have strict acceptance standards for interior refits. According to standard ISO 9001 quality guidelines used by major European yards, repaired bulkheads must show visual design continuity. This means a person standing two meters away should not see the repair1. If you install a panel with a slightly different white tone, it looks like a temporary patch. Ship owners hate temporary patches. They want the cabin to look new. When you fail to maintain design continuity, the yard forces you to tear out the whole wall. Replacing a whole wall takes more days and costs much more money. We want to buy high-quality products from Asia at a good price. But if the finish does not match, that cheap panel becomes very expensive due to rework labor.
Addressing PVC Film Color, Gloss Levels, and Embossing Patterns
To get a perfect match, you must control three physical elements. First, you must match the PVC film color. Do not use generic names like "Warm White." You must use exact RAL or PANTONE codes2. For example, RAL 9010 is common in marine interiors. Second, you must match the gloss level. Most marine panels use a matte finish with a 10% to 15% gloss level variance. If your new panel has a 25% gloss level, it will shine too much under the cabin lights. Third, you must match the embossing pattern. Embossing gives the PVC film its texture. Marine panels usually have a texture depth of 50 to 100 microns3. If the old panel has a deep woodgrain texture and the new one is flat, the light reflects differently. You must verify all three elements with your supplier before ordering.
| Matching Factor | Standard Marine Specification | Visual Impact if Mismatched | Refit Cost Consequence |
|---|---|---|---|
| PVC Film Color | Exact RAL/PANTONE (e.g., RAL 9010) | Obvious color patch | High (Replace whole wall) |
| Gloss Level | 10% to 15% (Matte finish) | Uneven glare under cabin lights | Medium (Rework affected area) |
| Embossing Pattern | 50 to 100 microns depth | Different surface shadows | Medium (Inspector rejection) |
How Are Replacement Marine Bulkhead Panels Selected to Blend With Existing Interiors?
Guessing colors from photos leads to costly mistakes. The wrong panels arrive, and you miss the drydock window. Using strict selection methods ensures you order the exact right materials.
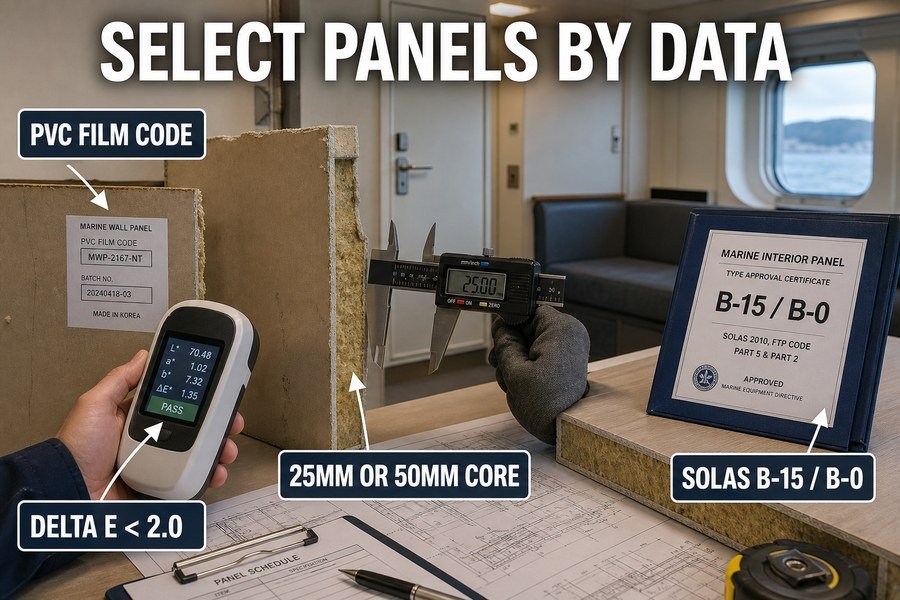
Selecting panels to blend involves a four-step method: identifying the original PVC film manufacturer code, measuring the current color fading with a spectrophotometer, matching the core material thickness (typically 50mm or 25mm), and verifying the fire rating (B-15 or B-0) according to SOLAS Chapter II-2.
Finding good Asian suppliers with low prices is hard. But it is harder when you do not give them the right data. I always tell my clients to follow a strict process. You cannot just ask for a "fireproof panel." You need exact numbers.
Identifying Original PVC Film Codes and Measuring Color Fading
The first step is identifying the original PVC film manufacturer code. You can often find this code on the back of the old panels or in the original ship drawings. If you have this code, your supplier can find the exact match. But you also have a second problem. Old panels fade over time. A 10-year-old panel will not match a brand-new panel of the same code. This is called color fading. To fix this, you must measure the current color fading. Do not use your eyes. Use a tool called a spectrophotometer. This tool gives you a Delta E value. If the Delta E value between the old wall and the new panel is greater than 2.0, human eyes can see the difference.4 You must send this spectrophotometer data to your supplier. They can then adjust the new PVC film to match the faded color.
Matching Core Material Thickness and Verifying SOLAS Fire Ratings
After you fix the surface color, you must match the physical structure. This is the third step. You must match the core material thickness. Marine interior panels usually have a rockwool core.5 The standard thicknesses are 50mm for main bulkheads and 25mm for lining panels. If you buy a 30mm panel to replace a 25mm panel, the joint profiles will not fit. You will waste days trying to force them together. The fourth step is verifying the fire rating. Marine outfitting requires strict safety rules. You must check SOLAS Chapter II-2 regulations.6 Panels inside a standard cabin usually need a B-15 or B-0 fire rating. You must ask your supplier for the Marine Equipment Directive (MED) Certificate. A B-15 panel means it can stop fire and heat for 15 minutes. A B-0 panel stops fire but has zero heat insulation limits.7
| Selection Step | Action Required | Tool or Standard Used | Specific Value Example |
|---|---|---|---|
| 1. PVC Film Code | Find original manufacturer code | Ship drawings / Panel back | Code: V-1052 Woodgrain |
| 2. Color Fading | Measure current wall color | Spectrophotometer | Delta E < 2.0 (Acceptable) |
| 3. Core Thickness | Measure old panel edge | Caliper or Tape Measure | 50mm or 25mm thickness |
| 4. Fire Rating | Verify safety compliance | SOLAS Chapter II-2 / MED | B-15 or B-0 class rating |
What PVC Laminated Film Alignment Issues Arise When Replacing Marine Interior Panels in Occupied Cabins?
Misaligned patterns make walls look distorted. This upsets passengers and leads to rework claims. Correcting alignment problems during installation saves time and protects your reputation with the shipyard.
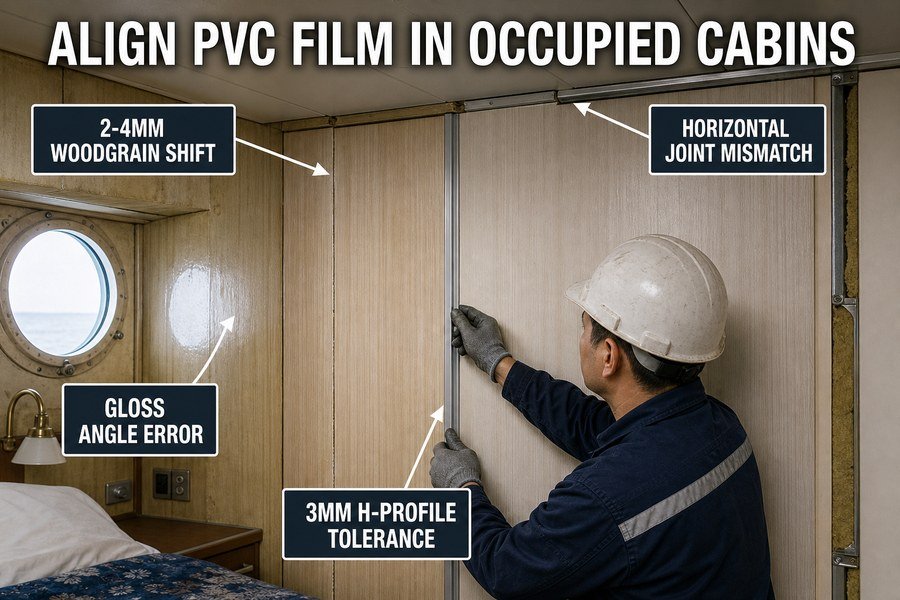
Alignment issues in occupied cabins include vertical woodgrain shifting, horizontal joint mismatch, and gloss angle reflection errors. These occur because new panels have zero film stretch, while 10-year-old existing panels have settled. Installers must adjust joint profiles and use H-profiles with a 3mm tolerance to hide these specific shifts.
Working in occupied cabins is very stressful. You have very little time. You must get the panels in quickly and cleanly. I once saw an installer try to match a striped PVC pattern on an old ship deck. The deck had sagged over the years. The stripes did not line up at all. We had to use clever profile tricks to fix it.
Correcting Vertical Woodgrain Shifting and Horizontal Joint Mismatch
When you install new panels next to old ones, you face physical alignment issues. The first issue is vertical woodgrain shifting. Many marine interior panels use a PVC film that looks like wood. The grain runs vertically. Over 10 years, the steel deck of the ship can bend slightly.8 The old panels settle and stretch with the ship. The new panels come straight from the factory with zero film stretch. When you place them side by side, the woodgrain lines shift by 2mm to 4mm. This looks terrible. The second issue is horizontal joint mismatch. Marine panels sit in metal tracks on the deck and ceiling. If the deck has settled, the height of the old panels is different. You get a horizontal joint mismatch at the top ceiling track. A 5mm height difference will stop the ceiling profile from snapping into place.
Managing Gloss Angle Reflection Errors and Using 3mm Tolerance H-Profiles
The third issue is gloss angle reflection errors. Cabin windows and portholes let light in at sharp angles. Even if you matched the gloss level perfectly in the factory, the slight tilt of a settled old panel will catch the light differently than a straight new panel9. This creates a gloss angle reflection error. One panel looks bright, and the next looks dark. You cannot fix the old panels easily. Instead, installers must adjust joint profiles to hide these problems. You must use H-profiles with a 3mm tolerance. An H-profile is the metal strip that joins two panels together. A tight joint shows every mistake. A profile with a 3mm gap gives the installer room to shift the new panel up or down slightly.10 This hides the woodgrain shifting and breaks the light reflection, hiding the gloss errors.
| Alignment Issue | Cause of Problem | Visual Result in Cabin | Profile Solution Used |
|---|---|---|---|
| Vertical Woodgrain Shifting | Old panels settled, new panels rigid | Pattern lines do not match | Use 3mm tolerance H-profiles |
| Horizontal Joint Mismatch | Ship deck bending over 10 years | Top ceiling track won't fit | Adjust base track heights |
| Gloss Angle Errors | Slight tilt differences between panels | Light reflects unevenly | Use deep joint profiles |
Why Do Newbuild Marine Accommodation Projects Bypass Retrofit Surface-Matching Constraints?
Retrofitting is slow because you match old parts. Newbuilds move fast because you start fresh. Understanding this difference helps you price your shipyard interior decoration contracts much more accurately.
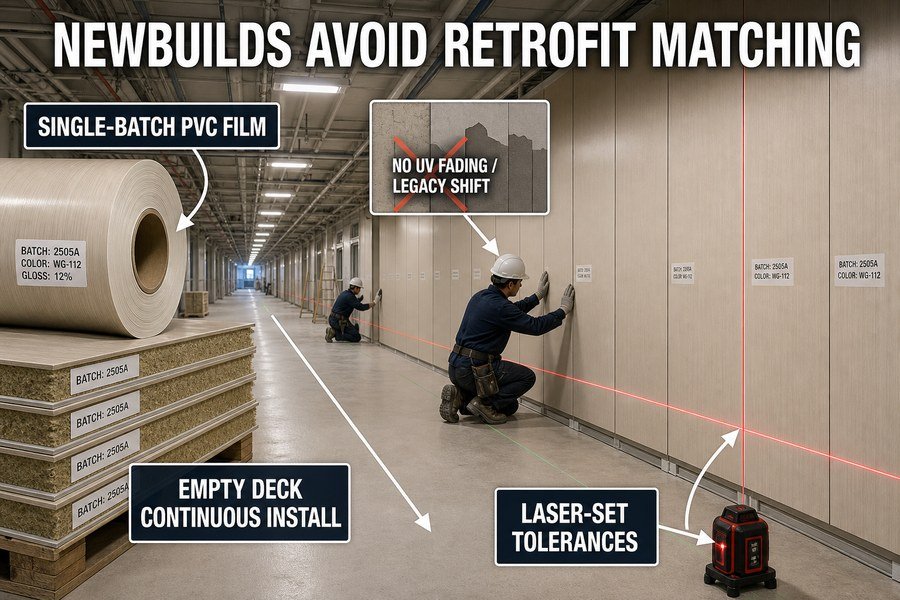
Newbuild projects bypass retrofit matching constraints because they utilize single-batch PVC film production, employ continuous installation across empty decks, and define exact tolerances before assembly begins. This eliminates the need to account for UV fading, legacy panel shifting, and mismatched joint profiles that slow down refit jobs.
I spent years working in a factory supplying both newbuilds and refits. The newbuild orders were always easier. We just made 5,000 square meters of identical panels and shipped them. Refit orders were small and full of custom matching rules. Knowing why newbuilds are easier helps you plan better logistics and manage your lead times.
Utilizing Single-Batch PVC Film Production in Newbuilds
The main reason newbuilds avoid matching problems is single-batch PVC film production. When a shipyard builds a new vessel, they order all the wall panels at the same time. The factory buys a huge roll of PVC film, maybe 10,000 square meters. Because all the film comes from one single batch, there is zero color variation. The Delta E value across the entire ship is less than 0.511. In a refit project, you are mixing a new batch with a batch made 10 years ago. Also, single-batch production allows the factory to apply the exact same embossing pressure to every panel12. You do not have to worry about one room looking different from another. This makes your job as a procurement officer much easier. You just check one sample, and you know the rest of the container is identical.
Continuous Installation Benefits and Eliminating Legacy Panel Constraints
Newbuilds also use continuous installation across empty decks. When the ship is new, the steel structure is bare. There is no furniture. There are no old walls in the way. Installers can put up 50 square meters of wall panels per worker per day. In a refit, an installer might only finish 15 square meters a day.13 Newbuilds define exact tolerances before assembly begins. The engineers use lasers to ensure the deck is perfectly flat. This completely eliminates the need to account for UV fading on old panels14. It eliminates legacy panel shifting. It eliminates mismatched joint profiles. You just follow the drawing and build. You do not spend hours trying to make a new door fit into an old, bent frame. The speed of a newbuild lowers the overall labor cost significantly.
| Project Type | PVC Film Sourcing | Installation Speed | Tolerance Challenges |
|---|---|---|---|
| Newbuild Project | Single-batch production | Fast (50 sqm/worker/day) | Very Low (Laser leveled decks) |
| Refit / Retrofit | Mixed batches (Old vs New) | Slow (15 sqm/worker/day) | Very High (UV fading, shifting) |
How Are Architectural Transitions Detailed Between New and Legacy Marine Wall Panels?
Hard lines between old and new panels look ugly. Clients hate sharp visual breaks. Good transition details blend the two areas smoothly, hiding the age gap and saving money.
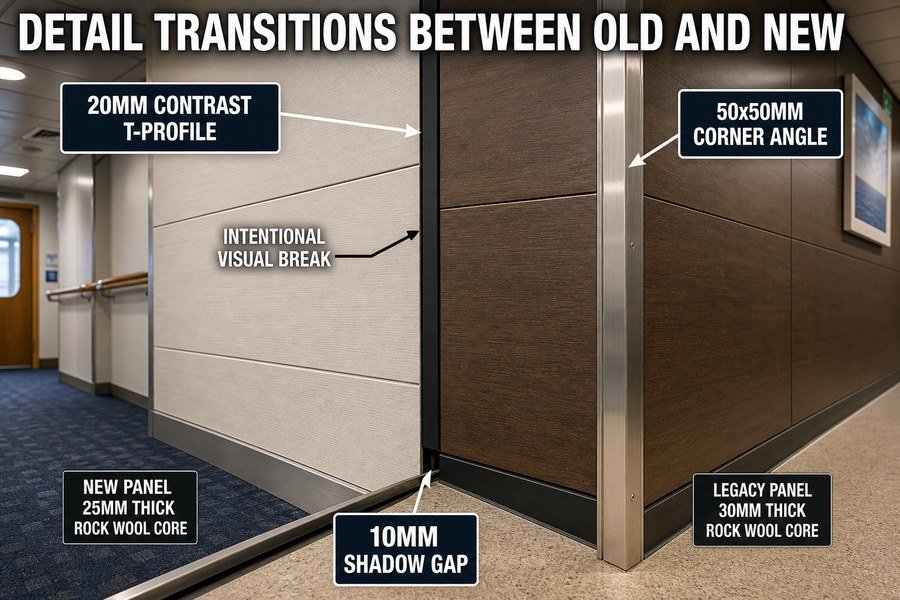
Architectural transitions are detailed using three specific methods: installing contrasting T-profiles to create intentional visual breaks, utilizing corner angles (50mm by 50mm) to shift panel planes, and deploying shadow gaps (10mm recessed tracks) to absorb thickness differences between modern 25mm panels and legacy 30mm bulkhead systems.
Sometimes, you simply cannot match the old surface perfectly. The original PVC film factory might be out of business. When this happens, you should not try to fake it. A bad match looks worse than a clear break.15 You have to use architectural tricks to separate the old from the new gracefully.
Installing Contrasting T-Profiles and Corner Angles for Visual Breaks
When you connect a new panel to an old panel, you must control the visual line. The first method is installing contrasting T-profiles. A T-profile is an aluminum strip shaped like a "T".16 Instead of trying to hide the joint, you make it obvious. You might use a black 20mm wide T-profile between a faded white old panel and a bright white new panel. This creates an intentional visual break. The eye sees the black line and stops comparing the two white colors. The second method is utilizing corner angles. A corner angle is usually a piece of bent stainless steel, about 50mm by 50mm. You use this when you need to shift panel planes. Instead of joining the old and new panel on a flat wall, you stop the old panels at a corner. You wrap the corner angle around the edge. Then, you start the new panels on the next wall. The light hits the two walls differently, which hides any color mismatch.17
Deploying 10mm Recessed Shadow Gaps to Absorb Thickness Differences
The third method deals with physical size issues. Old ships often use very thick bulkhead panels. A legacy system might use a 30mm or even 35mm thick panel. Today, most Asian factories produce standard 25mm panels to save weight and cost18. If you put a 25mm panel next to a 30mm panel, you get a sharp, ugly step. To fix this, you must deploy shadow gaps. A shadow gap is a 10mm recessed track made of aluminum. You place this track between the old and new panels. The track sinks backward into the wall by 10mm. This dark space absorbs the thickness difference. The new 25mm panel slides into one side, and the old 30mm panel slides into the other. The recessed gap creates a dark line that looks like a modern design feature, completely hiding the 5mm thickness mismatch.
| Transition Method | Material / Size Example | Primary Purpose | Best Application Scenario |
|---|---|---|---|
| Contrasting T-Profiles | Black Aluminum, 20mm width | Create an intentional visual break | Flat walls with slight color mismatch |
| Corner Angles | Stainless Steel, 50mm x 50mm | Shift panel planes safely | Moving from corridor to cabin wall |
| Recessed Shadow Gaps | Aluminum track, 10mm deep | Absorb thickness differences | Joining 25mm new to 30mm old panels |
Conclusion
Surface matching determines the success of marine interior refits. Getting color, gloss, and alignment right saves money and time. Buy smart, match perfectly, and keep your shipyard clients happy.
-
"eTool : Shipyard Employment - Initial Entry Testing - Visual Inspection", http://www.osha.gov/etools/shipyard/shipbuilding/confined-space/initial-entry-testing/visual-inspection. A marine outfitting or shipyard inspection specification documenting visual assessment distance would support the stated inspection practice for cabin finish continuity. Evidence role: expert_consensus; source type: institution. Supports: Cabin repairs are assessed visually from about two meters away for design continuity.. Scope note: A source may support a common visual-inspection distance in coating or interior-finish assessment without proving that all European shipyards apply the same two-meter rule. ↩
-
"List of RAL colours - Wikipedia", https://en.wikipedia.org/wiki/List_of_RAL_colours. RAL and Pantone are standardized color identification systems used to specify reproducible color references, supporting the recommendation to identify panel colors by code rather than descriptive names. Evidence role: definition; source type: encyclopedia. Supports: Marine panel color matching should use exact RAL or Pantone codes instead of generic color names.. Scope note: These sources establish the function of the color systems generally, not that any specific shipyard requires RAL or Pantone for every cabin panel order. ↩
-
"How to choose the right marine wall panels for marine interior ...", https://magellanmarinetech.com/how-choose-right-marine-wall-panels-for-marine-interior-projects/. Technical literature on embossed PVC films or decorative laminates can document typical micrometer-scale embossing depths and explain how surface texture affects appearance under light. Evidence role: mechanism; source type: paper. Supports: Marine panels commonly use embossed PVC film textures with depths around 50 to 100 microns.. Scope note: Available sources may describe PVC film or laminate embossing generally rather than marine cabin panels specifically, so the evidence may be contextual unless it comes from a marine-material specification. ↩
-
"[PDF] An Evaluation of Color Differences Across Different Devices", https://open.clemson.edu/cgi/viewcontent.cgi?article=2808&context=all_theses. Color-difference literature commonly treats CIE ΔE values around 1–2 as near the perceptibility threshold under controlled viewing conditions, supporting the use of a ΔE≈2 criterion for visible mismatch. Evidence role: expert_consensus; source type: paper. Supports: A Delta E value greater than about 2.0 can be visible to human observers.. Scope note: Perceptibility varies with color space, illumination, observer, surface texture, and viewing conditions, so the threshold is contextual rather than absolute. ↩
-
"Why Choose Rock Wool Core for Marine Accommodation Panels?", https://magellanmarinetech.com/why-choose-rock-wool-core-for-marine-accommodation-panels/. Technical descriptions of marine accommodation and fire-rated sandwich panels identify mineral wool or rock wool as a common non-combustible core material used to meet shipboard fire-performance requirements. Evidence role: general_support; source type: institution. Supports: Marine interior panels commonly use a rockwool or mineral-wool core.. Scope note: Such sources can show common practice and material rationale, but may not prove that rock wool is used in most panels across all vessel types or markets. ↩
-
"Summary of SOLAS chapter II-2", https://www.imo.org/en/ourwork/safety/pages/summaryofsolaschapterii-2-default.aspx. SOLAS Chapter II-2 sets international requirements for fire protection, fire detection, and fire extinction on ships, providing the regulatory context for verifying the fire performance of ship interior materials. Evidence role: historical_context; source type: institution. Supports: SOLAS Chapter II-2 is the relevant international framework for checking fire-safety compliance in marine outfitting.. Scope note: The chapter establishes the international fire-safety framework; the exact applicability depends on vessel type, flag state, class rules, and the specific installation. ↩
-
"What Is the Purpose and Scope of the IMO FTP Code?", https://magellanmarinetech.com/what-purpose-scope-of-imo-ftp-code/. SOLAS and the IMO Fire Test Procedures framework define B-class divisions as fire-resisting divisions and distinguish B-15 and B-0 by insulation-performance duration, supporting the stated difference between B-15 and B-0 ratings. Evidence role: definition; source type: institution. Supports: B-15 and B-0 ratings differ by the duration of required insulation performance, with B-15 requiring 15 minutes and B-0 requiring no insulation-duration rating.. Scope note: The wording in the article simplifies the regulatory definition; official standards specify test conditions, temperature-rise criteria, and construction requirements rather than merely saying panels 'stop fire.' ↩
-
"[PDF] course objectives chapter 6 6. ship structures - USNA", https://www.usna.edu/NAOE/_files/documents/Courses/EN400/02.06%20Chapter%206.pdf. Naval-architecture literature on ship structural deformation, fatigue, corrosion, and hull girder deflection supports the general point that steel ship structures can experience measurable deformation over service life; it does not by itself verify a specific 10-year timeframe or the amount of deck sag in a particular vessel. Evidence role: mechanism; source type: paper. Supports: Over 10 years, the steel deck of the ship can bend slightly.. Scope note: Contextual support only; actual deck deflection depends on vessel design, loading history, corrosion, maintenance, and operating conditions. ↩
-
"[PDF] Specular Gloss - National Institute of Standards and Technology", https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=841838. Optical metrology references on specular reflection and gloss measurement explain that perceived gloss depends on illumination and viewing geometry, so a small change in surface angle can change reflected brightness; this supports the optical mechanism, not the specific cabin installation outcome. Evidence role: mechanism; source type: government. Supports: A slight tilt difference between adjacent panels can make them reflect light differently.. Scope note: The source would explain the physics of gloss and angle dependence, but would not directly test marine cabin panels. ↩
-
"How to Prevent Rework When Fitting Retrofit Marine Panels in ...", https://magellanmarinetech.com/how-prevent-rework-when-fitting-retrofit-marine-panels-confined-spaces/. Installation or engineering-tolerance documentation for panel joint profiles can support the practical claim that slotted or tolerance joints allow small positional adjustment during installation; if the cited document is not specific to the same H-profile system, it should be treated as evidence for the general installation principle rather than proof of the exact 3 mm value. Evidence role: general_support; source type: institution. Supports: A 3 mm tolerance gap in an H-profile allows limited vertical adjustment of a new panel during installation.. Scope note: May support adjustable joint tolerances generally, while the exact 3 mm allowance may vary by profile manufacturer and system design. ↩
-
"[PDF] An Evaluation of Color Differences Across Different Devices", https://open.clemson.edu/cgi/viewcontent.cgi?article=2808&context=all_theses. A color science source should define ΔE as a metric for perceived color difference and indicate that values below about 1 are generally difficult for observers to distinguish, supporting the practical significance of a ΔE value below 0.5 rather than independently verifying this shipboard figure. Evidence role: definition; source type: paper. Supports: Single-batch PVC film production can produce very low visible color variation, described here as ΔE below 0.5 across a ship.. Scope note: This would support the interpretation of ΔE < 0.5 as very small color variation, but not prove that every single-batch marine panel order achieves that threshold. ↩
-
"[PDF] A Novel Process for Continuous Thermal Embossing of Large-Area ...", https://scholarworks.umass.edu/bitstreams/2e00de28-843a-4828-99e6-c1bc9391d827/download. A polymer or vinyl film manufacturing source should explain that embossing texture is controlled by process variables such as roll pressure, temperature, and line conditions, supporting the mechanism by which a continuous production run can reduce texture variation. Evidence role: mechanism; source type: paper. Supports: Single-batch or continuous PVC film production can improve consistency because embossing depends on controlled production parameters such as pressure.. Scope note: Such a source would explain the process mechanism, but would not establish that all panels in a specific factory receive exactly identical embossing pressure. ↩
-
"[PDF] The Productivity Problem in United States Shipbuilding - ROSA P", https://rosap.ntl.bts.gov/view/dot/11452/dot_11452_DS1.pdf. A construction productivity or ship repair source should document that installation productivity varies substantially with site constraints, access limitations, and rework conditions, providing contextual support for the article’s contrast between open newbuild installation and constrained refit work. Evidence role: statistic; source type: research. Supports: Newbuild installation can be much faster than refit installation because open, unconstrained work areas improve labor productivity.. Scope note: The source may support the general productivity difference between unconstrained and constrained worksites, but may not report the exact 50 versus 15 square meters per worker per day figures for marine wall panels. ↩
-
"Effects of UV radiation on natural and synthetic materials - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC10088630/. A materials-aging source should show that PVC and polymer surface colors can change under ultraviolet exposure through photodegradation and weathering, supporting the need to account for fading when matching new materials to aged panels. Evidence role: mechanism; source type: paper. Supports: Old PVC-faced panels may fade or change color under UV exposure, complicating color matching during refits.. Scope note: This supports UV-related color change in PVC or polymer materials generally; it does not quantify the degree of fading for a particular ship interior panel after ten years. ↩
-
"The Secretary of the Interior's Standards for the Treatment of Historic ...", https://www.nps.gov/articles/000/treatment-standards-rehabilitation.htm. Conservation guidance commonly favors distinguishable interventions over visually deceptive imitation, supporting the design logic of making new work legible rather than attempting an imperfect match. Evidence role: expert_consensus; source type: institution. Supports: An imperfect attempt to match old and new surfaces can be less effective than an intentional visual separation.. Scope note: The source would provide a preservation/design principle; it would not directly test viewer reactions to PVC marine wall-panel repairs. ↩
-
"T-slot structural framing - Wikipedia", https://en.wikipedia.org/wiki/T-slot_structural_framing. Engineering references on aluminum extrusions describe T-profiles as structural or trim sections with a T-shaped cross-section, supporting the definition used for the transition strip. Evidence role: definition; source type: education. Supports: A T-profile is an aluminum strip with a T-shaped cross-section.. Scope note: The source would support the profile geometry and material category, not the specific use case in ship interior panel retrofits. ↩
-
"[PDF] THE PERCEPTION OF LIGHT AFFECTED BY COLOUR SURFACES ...", https://upcommons.upc.edu/bitstreams/09d16c10-3bf8-42e1-ba6b-e6d123fdd123/download. Research and standards on color appearance show that perceived color varies with illumination, viewing geometry, and surrounding conditions, which provides a perceptual basis for using a corner or change of plane to reduce direct color comparison. Evidence role: mechanism; source type: paper. Supports: Different wall planes can reduce apparent color mismatch because lighting and viewing conditions change across surfaces.. Scope note: This supports the visual-perception mechanism generally; it does not prove that every corner-angle installation will hide a specific PVC film mismatch. ↩
-
"How to choose the right marine wall panels for marine interior ...", https://magellanmarinetech.com/how-choose-right-marine-wall-panels-for-marine-interior-projects/. Marine accommodation-panel literature and product certification records commonly describe lightweight 25 mm sandwich panels for ship interiors, supporting the contextual point that thinner modern panels are widely used to reduce weight compared with heavier legacy constructions. Evidence role: general_support; source type: institution. Supports: Modern marine interior panel systems often use 25 mm lightweight panels, partly to reduce weight and cost compared with thicker legacy panels.. Scope note: This would support the prevalence and weight rationale for 25 mm marine panels generally; it would not substantiate the broad regional claim that most Asian factories use this standard. ↩