Reworking marine panels in tight cabins destroys your profit margins. Do you hate wasting days fixing bad fits? Here is how to measure, order, and install panels correctly the first time.
To prevent retrofit rework in confined ship spaces, you must combine 3D laser scanning for exact hull curvature mapping, pre-order factory cutouts for fixed pipes, and enforce a 5mm to 10mm tolerance buffer for all replacement marine wall and ceiling panels before final delivery.

Let me show you exactly how my factory experience at Magellan Marine helps procurement teams stop paying for these costly site mistakes and keep shipyard clients happy.
Why Do Mismatched Wall Panel Dimensions Cause Extensive Marine Retrofit Rework?
Wrong panel sizes mean stopped work. Your installers stand around while shipyard deadlines pass. Mismatched dimensions force expensive on-site cutting that ruins the panel and kills the project budget.
Mismatched dimensions cause extensive rework through three main failures: compromising the IMO SOLAS fire integrity of the panel core, wasting average labor costs of $60 to $85 per hour on manual grinding, and forcing entire production halts while awaiting new certified B-15 or B-0 replacement panels.

When I worked at the marine outfitting factory, I saw many buyers struggle with this exact problem. They ordered standard sizes without checking the real cabin dimensions. This small mistake always leads to massive rework costs. I want to break down exactly why these three failures hurt your business so much.
Compromising SOLAS Fire Integrity During On-Site Panel Cutting
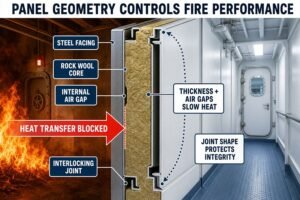
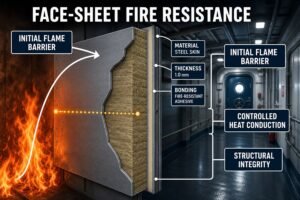
Marine wall panels are not just simple boards. They are safety devices. A standard B-15 marine wall panel uses a rockwool core with a density of 120 kg/m31. The factory seals the steel skins perfectly around this core to pass the IMO SOLAS fire tests. If a panel is 20mm too wide, the workers on the ship will cut the edge off. This action exposes the raw rockwool core. Once you cut the sealed edge, you lose the certified fire rating.2 Ship surveyors from classification societies like DNV or ABS will fail your installation. You then have to tear down the wall and start over, which is the worst kind of rework.
Wasting High Shipyard Labor Costs on Manual Grinding
When you buy panels for European or US shipyards, labor cost is your biggest enemy. A skilled marine carpenter in these regions costs between $60 and $85 per hour.3 If a panel is only slightly mismatched, say 5mm too tall, workers will try to fix it. They will use hand grinders to slowly shave down the steel edge. If it takes a worker two hours to grind the panels for just one small cabin, that costs you up to $170 in wasted labor. If you are retrofitting 50 cabins, you just lost $8,500 because the dimensions were wrong from the start.
Production Halts and Waiting for New B-Class Panels
If a mismatched panel is cut too short, you cannot fix it. You cannot stretch a 50mm thick steel panel. You must throw it away. Then, you face a huge time problem. You have to order a new B-15 or B-0 panel from a factory in China or Vietnam. Production takes about 15 days, and sea freight to Europe or America takes another 30 to 45 days. Your shipyard client will not wait two months for one wall. The whole project stops, and the shipyard will charge you heavy delay penalties.
| Failure Type | Direct Cost Impact | Time Delay Impact |
|---|---|---|
| Compromised Fire Integrity | High (Cost of new materials) | High (Surveyor rejection delays) |
| Manual On-Site Grinding | $60 - $85 per hour per worker | 1 to 2 hours per mismatched panel |
| Waiting for New Panels | Cost of replacement + air freight | 30 to 60 days for sea freight |
How to Pre-Check Marine Wall Panel Fit Against Existing Steelwork Before Delivery?
Guessing if panels will fit old steel is very risky. It leads to rejected deliveries. Pre-checking dimensions before panels leave the factory saves both shipping time and money.
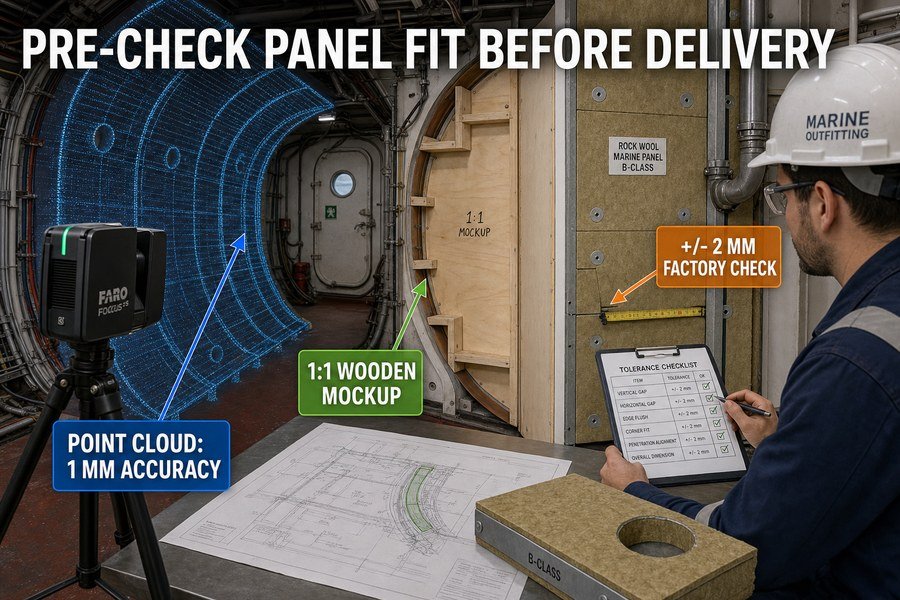
You can pre-check marine wall panel fit before delivery using three proven methods: providing the factory with 3D point cloud scan data, building a 1:1 physical wooden mockup of the cabin corner, and requesting shop drawings with a strict +/- 2mm factory tolerance checklist.
In the marine outfitting business, trust is good, but verification is better. The steel structure of an old ship is never perfectly straight.4 You must use reliable methods to ensure the products you buy will actually fit into the rooms. Let us look closely at these three pre-check methods.
Using 3D Point Cloud Scans for Marine Hull Curvature
The most modern way to check fit is using a 3D laser scanner. Old ships have complex curves, especially near the outer hull. A scanner bounces lasers off the steel walls to create a digital map. This digital map is called a point cloud.5 The accuracy is usually within 1mm.6 You take this 3D data and send it to your marine interior factory. The factory engineers will put the data into their CAD software. They can see exactly if a standard 600mm wide panel will hit the curved steel. If there is a clash, the factory will shape the panel before they build it.
Building a 1:1 Physical Wooden Mockup of Tight Cabin Spaces
If you do not have a $30,000 laser scanner, you can use the physical mockup method. For difficult corner cabins, ask your local workers to build a cheap frame out of thin plywood. Make it the exact size of the marine panels you plan to order. Take this wooden mockup and place it in the cabin. This simple trick costs maybe $50 in wood. It quickly shows you if the ceiling height is too low or if pipes are in the way. Once the mockup fits perfectly, you send those exact measurements to the factory in Asia.
Reviewing Shop Drawings and Factory Tolerance Checklists
A good procurement officer always checks the shop drawings. When the factory sends you the production drawings, do not just look at the overall shape. Look for the tolerance block. A high-quality marine outfitting factory will guarantee a dimension tolerance of +/- 2mm.7 You must ask the factory to provide a pre-delivery inspection checklist. This checklist must show that a worker physically measured the panel with a tape measure before packing it. If the drawing says 2050mm, the real panel must be exactly 2050mm, not 2055mm.
| Pre-Check Method | Estimated Cost | Accuracy Level | Best Situation to Use |
|---|---|---|---|
| 3D Point Cloud Scan | $2,000 - $5,000 per job | Very High (1mm) | Complex hull curves, large refits |
| 1:1 Wooden Mockup | $50 - $100 per cabin | High (Physical proof) | Single difficult corner rooms |
| Factory Drawing Check | Free (Included in order) | Medium (relies on factory) | Standard straight cabin walls |
What Measurement Errors Cause Retrofit Marine Wall Panel Misalignment?
Measuring old ships is hard work. A small tape measure mistake becomes a huge panel gap later. Avoid these common errors to ensure your panels line up perfectly.
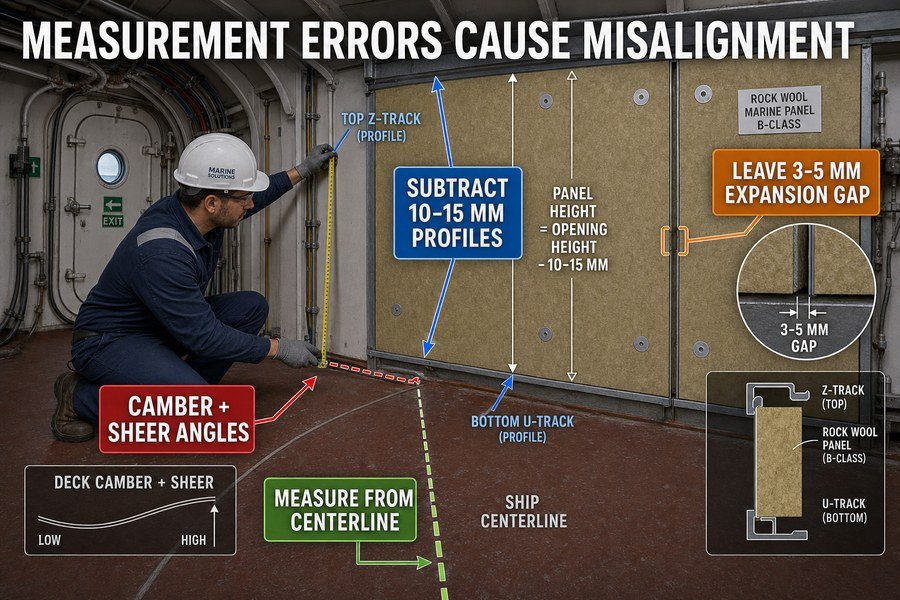
Retrofit marine wall panel misalignment is caused by four primary measurement errors: ignoring ship deck camber and sheer, failing to account for 10mm to 15mm installation profiles, measuring from warped existing bulkheads instead of the true centerline, and neglecting thermal expansion gaps.
I have helped many clients who called me in a panic because their panels did not line up. In almost every case, the factory made the panels exactly as ordered. The problem was that the buyer gave the wrong numbers. Ships are not regular buildings. You have to measure them differently. Let me explain these four dangerous errors.
Ignoring Ship Deck Camber and Sheer Angles
A ship deck is never flat. Naval architects design decks with a curve called "camber" so water can drain off.8 A common rule for camber is 1/50 of the ship's beam width. The deck also slopes forward and back, which is called "sheer".9 If you use a tape measure and assume the floor meets the wall at a perfect 90-degree angle, your panels will be wrong. When you stand the rigid marine panel up, it will lean. The gap at the top will be wider than the gap at the bottom. You must measure the angle of the deck and order the bottom track or panel cut to match this specific angle.
Forgetting the 10mm to 15mm Installation Profiles10
Marine wall panels do not float in the air. They sit inside steel tracks. A standard U-profile floor track is usually 1.2mm to 1.5mm thick, but it lifts the panel up. More importantly, ceiling top tracks and side H-profiles take up space. For example, if you measure a bare room and the height is exactly 2000mm, you cannot order a 2000mm panel. The top track will take up 15mm, and the bottom track will take up 15mm. If you forget to subtract these 30mm total, your panel will be too tall to fit inside the profiles.
Measuring from Warped Bulkheads Instead of the Centerline
Old ships have gone through many heavy storms. The main steel bulkheads often bend and warp over time. If you hook your tape measure onto a warped wall to find the position for your new cabin wall, your new wall will also be crooked. The correct way to measure is to find the ship's true centerline. The centerline is the imaginary line running straight down the middle of the ship from front to back.11 Surveyors mark this line. Always take your measurements starting from the centerline. This ensures all your interior rooms stay square and true.
Neglecting Thermal Expansion Gaps for Steel and Panels
Steel gets hot in the sun and cold at night. A 100-meter ship can expand and contract by several centimeters.12 Marine interior panels also move slightly. If you measure a space and pack the panels tightly edge-to-edge without any gaps, you will have a problem. When the ship travels to a warm climate, the steel structure will expand. If there is no gap, the pressure will bend your wall panels or pop them out of their tracks. You must leave a 3mm to 5mm expansion gap at the ends of long panel runs and fill it with flexible marine sealant.
| Measurement Error | The Resulting Problem | How to Fix It |
|---|---|---|
| Ignoring Camber | Panels lean, creating V-shaped gaps | Measure deck angle, use leveling shims |
| Forgetting Profiles | Panels are too big to fit in the room | Subtract 30mm for top and bottom tracks |
| Using Warped Walls | Entire cabin layout becomes crooked | Measure only from the ship's centerline |
| No Expansion Gaps | Panels warp or pop out of tracks | Leave 3mm to 5mm gap per joint |
How to Plan Retrofit Wall Panel Installation Around Fixed Shipboard Equipment?
Fixed pipes and cables block new walls. Moving them is always out of the budget. Planning around them correctly keeps your installation fast and your shipyard clients happy.
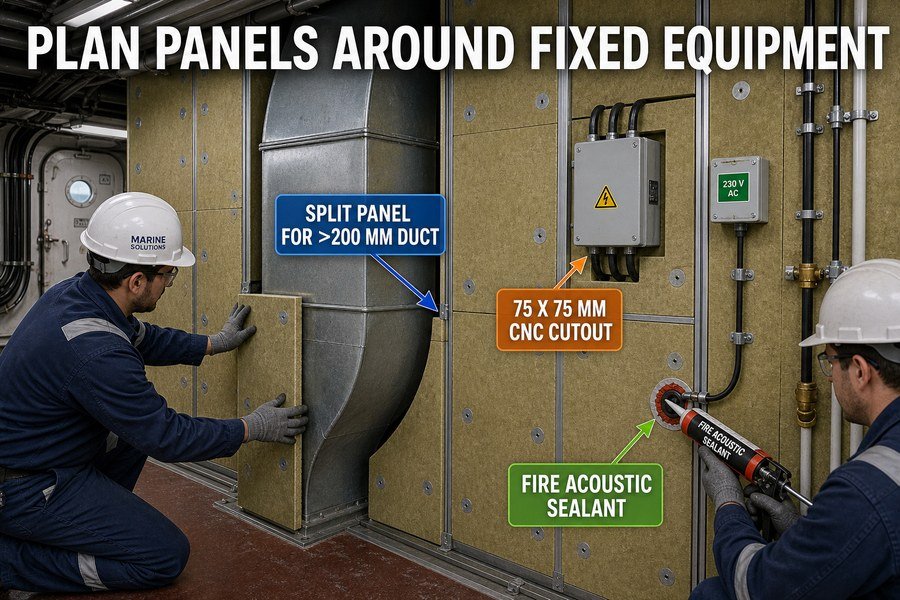
To plan panel installation around fixed equipment, you must utilize split-panel designs around large air ducts, specify factory CNC cutouts for standard electrical boxes, and install flexible marine-grade acoustic sealants for small pipe penetrations, covering all equipment sizes efficiently.
When you do interior retrofits, you will always hit fixed equipment. The shipyard will tell you that the main fire water pipe cannot move. The huge HVAC air duct cannot move. You have to work around them. This is where good planning separates the amateurs from the professionals. Here is how you handle the three different types of fixed equipment.
Utilizing Split-Panel Designs Around Large Air Ducts
Large air ducts (usually over 200mm wide) are the biggest headache. You cannot slide a solid 600mm wide panel behind them if the duct is tight against the steel ceiling. The solution is the split-panel design13. You measure the exact position of the duct. Then, you tell the factory to cut the 50mm thick panel horizontally or vertically right at the duct line. This splits the panel into two smaller pieces. Your workers slide the bottom piece in under the duct, and the top piece in over the duct. Then, they join the two pieces together on-site using a steel H-profile. It is fast and keeps the wall strong.
Specifying Factory CNC Cutouts for Standard Electrical Boxes
Every cabin needs light switches and power sockets. Standard marine electrical boxes are usually 75mm by 75mm. Cutting perfect square holes in steel panels with hand tools is very slow. It also leaves sharp edges that cut wires14. Instead, you should map out where every switch goes on your drawings. Send these X and Y coordinates to the supplier. The factory will use a CNC laser machine to cut perfect 75mm holes15 before they pack the panels. This saves your workers hours of cutting time and looks much cleaner.
Applying Marine-Grade Acoustic Sealants for Pipe Penetrations
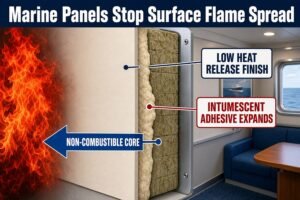
For small things like 25mm water pipes or thin cable bundles, you do not need factory cutouts. Your workers can drill these small round holes on-site using a standard hole saw tool. However, a hole breaks the sound barrier and the fire rating of the wall. To fix this, you must plan to buy marine-grade acoustic sealant. The hole must be slightly larger than the pipe. Once the pipe passes through, the worker fills the gap with the sealant. You must ensure the sealant is rated for A-60 or B-15 fire standards according to the IMO FTP Code16.
| Equipment Type | Size Range | Best Installation Strategy |
|---|---|---|
| Large HVAC Ducts | Over 200mm | Split-panel design with H-profiles |
| Electrical Boxes | 75mm x 75mm | Factory CNC machine cutouts |
| Small Water Pipes | Under 50mm | On-site hole saw with marine fire sealant |
How to Minimize On-Site Cutting for Replacement Marine Wall and Ceiling Panels?
On-site cutting creates dust, burns money, and damages products. It also ruins the nice factory finish. Minimizing this cutting requires strict control over the order and delivery process.
You can minimize on-site cutting by ordering custom modular panel widths from 150mm to 600mm, using adjustable two-piece ceiling infill panels at the room edges, and employing adjustable U-channel floor tracks that hide up to 20mm of height variation.

Every time a worker turns on an electric saw to cut a steel panel, your profit goes down17. I always tell my buyers that a smart purchase order solves problems before the ship arrives in the drydock. By choosing the right product designs, you can absorb the ship's uneven dimensions without cutting a single panel. Let us look at these three time-saving solutions.
Ordering Custom Modular Panel Widths Directly from the Factory
The standard width for a marine wall panel is 600mm.18 But rooms are never perfect multiples of 600. If your wall is 2000mm long, you can fit three 600mm panels (1800mm total). That leaves a 200mm gap. Many buyers just order a fourth 600mm panel and pay their workers to cut 400mm off. This is a waste of money. Instead, you should ask the factory to make a custom 200mm panel. Good suppliers, like us at Magellan Marine, can produce custom widths from 150mm up to 600mm. The factory edges are sealed and perfect, and your workers just snap the panel into place.
Using Adjustable Two-Piece Ceiling Infill Panels
Ship ceilings are very tricky. The walls of the ship bend, so the distance from the cabin wall to the outer steel hull changes constantly19. If you use solid ceiling panels, you have to cut every single edge panel to a different curved shape. The smarter way is to use a two-piece sliding infill panel for the perimeter. This system has a main panel and a thin sliding edge cover. The edge cover can slide in and out to cover gaps from 50mm up to 150mm. You just push it against the curved steel wall and lock it with a screw. No cutting is needed.
Employing Adjustable U-Channel Floor Tracks for Height Variation
Sometimes the floor of the ship is bumpy.20 The height of the room might be 2050mm in one corner, but 2030mm in the other corner. If you order panels that are 2040mm tall, they will be too tall for the tight corner, and your workers will have to cut them. You can solve this by buying deep, adjustable U-channel floor tracks. A deep U-channel has 30mm high side walls. You can order all your panels slightly short, say 2020mm. The panels sit down inside the deep track. If the floor drops, you just lift the panel slightly. The 30mm track walls easily hide up to 20mm of empty space at the bottom.
| Anti-Cutting Solution | Problem it Solves | Dimension Range it Covers |
|---|---|---|
| Custom Modular Widths | Leftover narrow wall gaps | 150mm to 600mm wide |
| Sliding Ceiling Infills | Curved and uneven hull walls | 50mm to 150mm gaps |
| Deep U-Channel Tracks | Uneven floors and height changes | Hides up to 20mm height difference |
Conclusion
Preventing retrofit panel rework saves massive labor costs. By using 3D scanning, factory cutouts, precise measurements, and adjustable profiles, your interior projects will always stay on time and under budget.
-
"[PDF] RESOLUTION A.754(18) adopted on 4 November 1993 ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/AssemblyDocuments/A.754(18).pdf. IMO fire-test rules define B-class divisions by fire-resistance performance, while classification-society type-approval records for B-15 wall panels can show certified constructions using mineral/rock-wool cores of about 120 kg/m³. Evidence role: definition; source type: institution. Supports: A B-15 marine wall panel commonly relies on a rockwool/mineral-wool core, with 120 kg/m³ being a documented density in some certified panel constructions.. Scope note: This would support 120 kg/m³ as a documented certified construction, not as a universal requirement for every B-15 panel. ↩
-
"What Does Class Society Type Approval Mean for Marine Wall and ...", https://magellanmarinetech.com/what-class-society-type-approval-mean-for-marine-wall-ceiling-panels/. Marine fire-rating approvals are based on the tested construction and installation details of the division; altering a certified panel by cutting its sealed edge would create an untested configuration and can invalidate reliance on the original approval. Evidence role: mechanism; source type: institution. Supports: Cutting the sealed edge of a certified marine fire-rated panel can compromise or invalidate the fire-rated configuration.. Scope note: The source may establish that approval applies to the tested configuration, but it may not state that every specific edge cut automatically causes failure without inspection or re-testing. ↩
-
"Ship and Boat Building - May 2023 OEWS Industry-Specific ...", https://www.bls.gov/oes/2023/may/naics4_336600.htm. Government wage statistics for ship carpenters, marine construction trades, or comparable skilled shipyard occupations provide an independent benchmark for hourly labor costs in the United States and Europe. Evidence role: statistic; source type: government. Supports: Skilled marine or shipyard labor in the United States and Europe can plausibly fall in the stated hourly cost range.. Scope note: Public wage data usually report worker wages or average labor costs, which may differ from a shipyard’s fully burdened billing rate including overhead, insurance, and contractor margin. ↩
-
"[PDF] SHIP HULL DATASET FOR DESIGN OPTIMIZATION USING ...", https://decode.mit.edu/assets/papers/ShipD_Dataset_Bagazinski_and_Ahmed_2023.pdf. Studies of ship structural deformation and hull-form measurement document that in-service vessels can deviate from nominal geometry because of construction tolerances, loading history, corrosion, repair, and structural distortion. Evidence role: general_support; source type: paper. Supports: Older ship structures may deviate from nominal straight or as-designed geometry, making fit verification necessary.. Scope note: This would support the general need to verify geometry, not prove that every old ship is measurably out of straightness in every compartment. ↩
-
"3D scanning - Wikipedia", https://en.wikipedia.org/wiki/3D_scanning. Technical references define a point cloud as a set of spatial data points, commonly produced by 3D laser scanning, that represents the measured surfaces of an object or environment. Evidence role: definition; source type: encyclopedia. Supports: A 3D laser scan produces a digital spatial dataset known as a point cloud.. ↩
-
"Performance Evaluation of Terrestrial Laser Scanners - A Review", https://pmc.ncbi.nlm.nih.gov/articles/PMC8314184/. Published evaluations of terrestrial or industrial laser scanners report millimeter-level measurement accuracy under controlled conditions, including cases near or below 1 mm depending on scanner model, range, surface, and calibration. Evidence role: statistic; source type: paper. Supports: 3D laser scanning can achieve approximately 1 mm accuracy in suitable measurement conditions.. Scope note: The support is device- and condition-dependent; it should not be read as a universal guarantee for all marine scans or field environments. ↩
-
"What Risks Come From Incorrect Marine Accommodation Panel ...", https://magellanmarinetech.com/what-risks-come-from-incorrect-marine-accommodation-panel-thickness/. Engineering tolerance standards and shipbuilding quality guidance show that fabricated components are commonly controlled by specified dimensional tolerances, often expressed in millimeters for linear dimensions. Evidence role: expert_consensus; source type: institution. Supports: Marine outfitting orders should specify dimensional tolerances and verify finished dimensions against drawings.. Scope note: Such sources can justify the need to specify and inspect tolerances, but may not directly prove that marine outfitting factories generally guarantee ±2 mm for all panel types. ↩
-
"[PDF] Principles of Ship Performance Course Notes - USNA", https://www.usna.edu/NAOE/_files/documents/Courses/EN400/EN400_Course_Notes,_Summer_2020.pdf. A naval-architecture reference defines deck camber as transverse deck curvature and explains that it assists drainage from the deck toward the sides. Evidence role: definition; source type: education. Supports: Ship decks are intentionally cambered to promote water drainage.. ↩
-
"[PDF] COURSE OBJECTIVES CHAPTER 2 2. HULL FORM AND ... - USNA", https://www.usna.edu/NAOE/_files/documents/Courses/EN400/02.02%20Chapter%202.pdf. A naval-architecture glossary defines sheer as the longitudinal curvature or rise of a ship’s deck line from midship toward the bow and stern. Evidence role: definition; source type: encyclopedia. Supports: Sheer refers to the fore-and-aft slope or curvature of a ship deck.. ↩
-
"How to choose the right marine wall panels for marine interior ...", https://magellanmarinetech.com/how-choose-right-marine-wall-panels-for-marine-interior-projects/. A marine joinery, ship accommodation, or government shipbuilding specification describing panel mounting channels can document that installation profiles occupy measurable clearance around panels. Evidence role: general_support; source type: government. Supports: Marine wall-panel installation profiles commonly consume installation clearance that must be deducted from measured room dimensions.. Scope note: Profile dimensions are system-specific; such a source would support the need to account for profile clearance, not prove that every installation uses exactly 10–15 mm. ↩
-
"[PDF] COURSE OBJECTIVES CHAPTER 2 2. HULL FORM AND ... - USNA", https://www.usna.edu/NAOE/_files/documents/Courses/EN400/02.02%20Chapter%202.pdf. A naval-architecture or ship-construction reference defines the centerline as the longitudinal reference line on the vessel’s middle plane, used as a baseline for locating structures and measurements. Evidence role: definition; source type: education. Supports: A ship’s centerline is the longitudinal reference line running along the vessel’s middle.. ↩
-
"[PDF] Thermal Expansion - Rice University", https://www.owlnet.rice.edu/~msci301/ThermalExpansion.pdf. Thermal-expansion data for structural steel show a coefficient of roughly 11–13 × 10⁻⁶ per °C; applying this coefficient to a 100 m steel structure over ordinary temperature changes yields length changes on the order of centimeters. Evidence role: mechanism; source type: research. Supports: A 100-meter steel ship structure can change length by several centimeters as temperature changes.. Scope note: The source would establish the physical calculation for steel expansion, while actual ship movement depends on temperature range, structural constraints, coatings, and material combinations. ↩
-
"In Which Ship Spaces Are Marine Wall Panels Commonly used?", https://magellanmarinetech.com/in-which-ship-spaces-are-marine-wall-panels-commonly-used/. A ship-accommodation panel installation manual or marine outfitting guide documents that prefabricated wall panels may be divided or joined with metal profiles to fit around existing structural or service obstructions, supporting the use of split panels in retrofit constraints. Evidence role: general_support; source type: institution. Supports: Large fixed ducts can be accommodated by splitting panels and rejoining them on-site with profiles.. Scope note: Such sources typically support the installation method in principle, but may not prove that it is always faster or stronger in every retrofit layout. ↩
-
"1926.405 - Wiring methods, components, and equipment for general ...", http://www.osha.gov/laws-regs/regulations/standardnumber/1926/1926.405. Electrical installation standards and safety guidance commonly require conductors passing through metal openings to be protected from abrasion by smooth edges, bushings, or grommets, supporting the concern that rough metal cutouts can damage wiring insulation. Evidence role: mechanism; source type: government. Supports: Hand-cut holes in steel panels can leave sharp edges that may damage electrical wiring.. Scope note: General electrical safety sources support the abrasion risk, but may not address marine accommodation panels specifically. ↩
-
"Laser cutting - Wikipedia", https://en.wikipedia.org/wiki/Laser_cutting. Manufacturing research and educational references describe CNC laser cutting as a computer-controlled sheet-metal process capable of producing repeatable, high-accuracy cuts, supporting its use for pre-cut panel openings specified from drawings. Evidence role: mechanism; source type: research. Supports: Factory CNC laser cutting can accurately pre-cut panel openings from specified coordinates.. Scope note: This supports the precision and repeatability of CNC laser cutting generally, not the specific 75 mm marine electrical-box dimension. ↩
-
"What Is the Purpose and Scope of the IMO FTP Code?", https://magellanmarinetech.com/what-purpose-scope-of-imo-ftp-code/. The IMO Fire Test Procedures Code provides the test framework for fire-resisting divisions used under SOLAS, including A-class and B-class divisions, supporting the need to use penetration sealing systems with documented fire performance for ratings such as A-60 or B-15. Evidence role: definition; source type: institution. Supports: Marine penetration sealants should be rated against recognized IMO FTP Code fire-performance classifications such as A-60 or B-15.. Scope note: The Code defines and tests fire performance categories; it does not by itself certify a particular sealant unless that product has been tested and approved as part of a penetration system. ↩
-
"[PDF] The Economic Importance of the U.S. Private Shipbuilding and ...", https://www.maritime.dot.gov/sites/marad.dot.gov/files/2021-06/Economic%20Contributions%20of%20U.S.%20Shipbuilding%20and%20Repairing%20Industry.pdf. Research on construction rework and on-site modification reports that corrective cutting and fitting can increase labor hours, material waste, and project cost; this supports the economic rationale for minimizing field cutting, although the evidence is contextual rather than specific to marine wall panels. Evidence role: general_support; source type: paper. Supports: On-site cutting of steel panels reduces profit by adding labor time, waste, or rework cost.. Scope note: The support would likely come from construction or shipbuilding productivity literature, not a direct profitability study of this exact panel system. ↩
-
"What Defines A Genuine Marine Accommodation Panel?", https://magellanmarinetech.com/what-defines-genuine-marine-accommodation-panel/. A marine-accommodation specification or standards document identifying 600 mm as a common wall-panel module would support the statement that 600 mm is a typical modular width; unless issued as a binding standard, it should be read as evidence of common practice rather than a universal requirement. Evidence role: definition; source type: institution. Supports: Marine wall panels commonly use a 600 mm modular width.. Scope note: Marine panel dimensions may vary by manufacturer, vessel class, and project specification, so the source should not be used to imply that all marine wall panels are 600 mm wide. ↩
-
"[PDF] SHIPGEN:ADIFFUSION MODEL FOR PARAMETRIC SHIP HULL ...", https://decode.mit.edu/assets/papers/2023_Bagazinski_ShipGen_Preprint.pdf. Naval-architecture references describe ship hulls as curved, tapered structures with spatial geometry that changes along the vessel, supporting the claim that interior outfitting near the hull must accommodate varying distances; this is contextual support rather than proof of the exact ceiling-infill dimensions proposed here. Evidence role: mechanism; source type: education. Supports: Because ship hulls are curved and non-rectilinear, the distance between interior cabin boundaries and the outer hull can vary along the perimeter.. Scope note: The source would support the geometric reason for variation, not the performance of the specific sliding infill product. ↩
-
"(PDF) Dimensional Accuracy Control in Shipbuilding - Academia.edu", https://www.academia.edu/106342541/Dimensional_Accuracy_Control_in_Shipbuilding. Shipbuilding dimensional-control and tolerance literature documents that decks and hull blocks can have measurable deviations from nominal flatness or alignment, supporting the need to accommodate height variation in fit-out; the evidence establishes the existence of tolerances and deviations, not the exact 20 mm example used in the article. Evidence role: general_support; source type: paper. Supports: Ship floors or decks may have unevenness or dimensional variation that affects panel installation height.. Scope note: The cited source may describe allowable construction tolerances generally rather than the specific cabin-floor variation in this scenario. ↩