
Are you tired of panels failing sea trials because of weak steel sheets? Poor face sheets cause costly delays. Here is how you verify steel quality right away.
To verify steel face sheet quality on marine accommodation panels, you must check thickness using ultrasonic gauges, test adhesion via peel tests, visually inspect for dents or rust, and validate material certificates against SOLAS standards. These 4 steps ensure fire safety, structural integrity, and regulatory compliance.

I remember a project in Europe where a shipyard rejected 500 panels just because of poor steel tracking. You do not want that headache. Let us dive into the exact ways you can secure the quality of your panels.
Which Incoming Inspections Confirm Steel Face Sheet Thickness on Marine Accommodation Panels?
Unsure if your supplier gave you the right steel thickness? Thin sheets fail fire tests and warp. Checking incoming materials stops bad panels before production even starts.
Incoming inspections confirm steel thickness using three primary methods: precision digital micrometers for edge checks, ultrasonic thickness gauges for center measurements, and weight-to-area ratio calculations. Applying all three methods ensures the required 0.6mm or 0.8mm PVC-laminated galvanized steel meets exact marine tolerance standards.
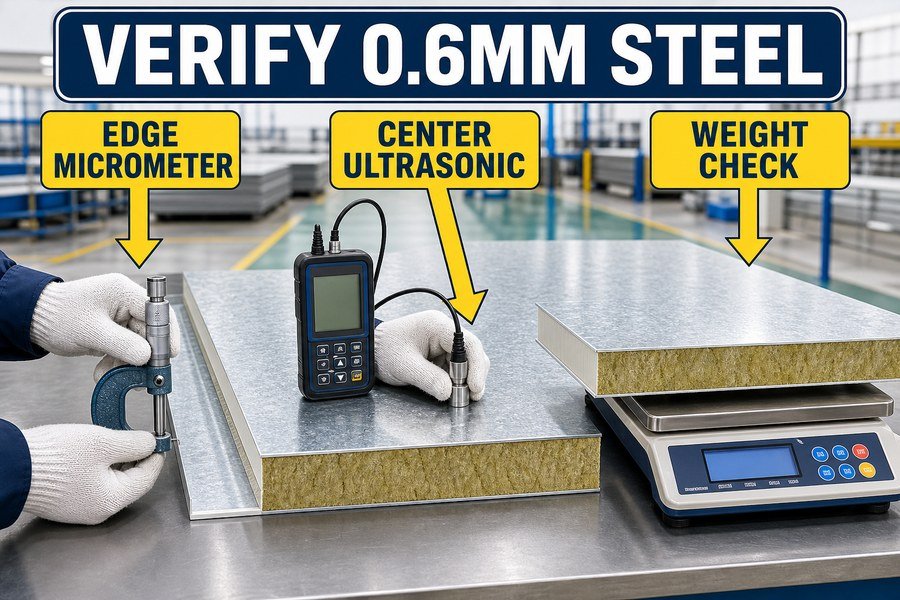
I always tell buyers that catching bad steel early saves a lot of money. When a container of steel coils arrives from China or Vietnam, you must inspect the thickness immediately. We use three ways to confirm the thickness of steel face sheets on marine accommodation panels. The text below explains all three methods in detail.
Precision Digital Micrometer Measurements at the Panel Edge
The first method is using precision digital micrometers at the edge. You take a digital micrometer and check the edge of the steel coil or the cut sheet. Most marine wall panels use 0.6mm galvanized steel. According to the EN 10143 standard for steel sheets, the accepted tolerance is normally +/- 0.05mm.1 If the micrometer reads 0.52mm, you reject the batch. It is very simple to do this check in the warehouse.
Ultrasonic Thickness Gauge Scans at the Panel Center
The second method uses ultrasonic thickness gauges at the center. Edges can sometimes be slightly thicker due to the manufacturing rolling process.2 You cannot measure the center of a huge panel with a micrometer. So, you place the ultrasonic probe in the middle of the sheet. The sound waves travel through the steel and tell you the exact thickness.3 I once saw a case where the edge was 0.6mm but the center was only 0.45mm. The ultrasonic tool caught this defect perfectly.
Weight-to-Area Ratio Calculations for Overall Verification
The third method is weight-to-area ratio calculations. We know the density of galvanized steel is about 7.85 grams per cubic centimeter.4 If you have a 1 meter by 2 meter sheet of 0.6mm steel, you can calculate the exact weight. The theoretical weight should be exactly 9.42 kilograms. You put the sheet on an industrial scale. If it weighs only 8.5 kilograms, the steel is too thin overall. This stops suppliers from cheating you on total material volume.
| Inspection Method | Primary Tool Used | Measurement Area | Target Standard (0.6mm Steel) |
|---|---|---|---|
| Edge Check | Digital Micrometer | Outer 50mm of sheet | 0.55mm to 0.65mm (EN 10143) |
| Center Scan | Ultrasonic Gauge | Middle of the sheet | 0.55mm to 0.65mm |
| Total Weight Check | Industrial Scale | Entire steel sheet | ~9.42 kg per 2 square meters |
How to Spot Substandard Steel Face Sheets on Delivered Marine Accommodation Panels?
Worried your newly delivered panels will not pass shipyard standards? Poor steel ruins the final interior look. Knowing how to spot bad steel saves your profit margin.
You can spot substandard steel face sheets on delivered marine accommodation panels by looking for four main defects: zinc coating flaking, PVC film delamination, uneven surface waviness under light, and rust spots at the cut edges. Catching these four issues immediately prevents shipyard rejections.
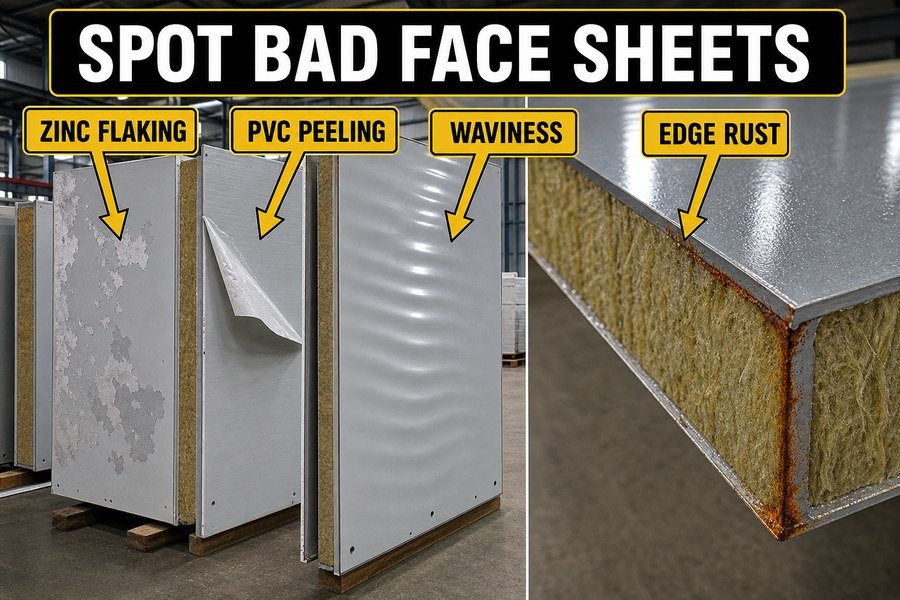
It is very hard to fix panels once they are on the ship. You must catch bad products at the factory gate. We look for four specific defects to spot substandard steel face sheets. If you find any of these four issues, you must stop the shipment.
Identifying Zinc Coating Flaking on the Panel Surface
The first defect is zinc coating flaking. Marine panels need strong corrosion protection. The industry standard requires a Z120 or Z275 zinc coating. This means 120 grams to 275 grams of zinc per square meter, according to the EN 10346 standard. Cheap suppliers sometimes use Z40 steel. This cheap zinc layer flakes off when you bend or cut the panel. You can test this by taking a small scrap piece and bending it 90 degrees. If white powder falls off, the zinc is flaking.
Detecting PVC Film Delamination and Surface Waviness
The second defect is PVC film delamination. The colored PVC film is usually 150 microns (0.15mm) thick. If the factory uses bad glue or low heat during lamination5, the film peels off. You can try to pick at the corner of the film with your fingernail. If it lifts easily, the panel is bad. The third defect is uneven surface waviness. We call this "oil canning". You shine a bright fluorescent light across the panel at a 45-degree angle. If the steel looks wavy like the ocean, the steel tension is wrong. Shipyards hate wavy walls.
Locating Rust Spots at the Panel Cut Edges
The fourth defect is rust spots at the cut edges. When factories cut the steel panels, they expose the bare iron core. Good factories treat these edges with anti-rust paint or sealants. Bad factories leave them bare. If the panels sit in a humid warehouse in Vietnam for a week, these edges turn orange with rust. You must inspect the stacked edges of the panels. Rust here means the panel will bleed brown stains after installation.
| Defect Type | Inspection Method | Acceptable Limit | Standard Reference |
|---|---|---|---|
| Zinc Flaking | 90-degree bend test | No visible peeling | EN 10346 (Z120/Z275) |
| PVC Delamination | Manual edge peeling | Cannot lift by hand | Marine interior norms |
| Surface Waviness | 45-degree light test | Flat surface | Visual acceptance test |
| Edge Rust | Visual check on joints | Zero rust allowed | ISO 12944 |
Which Visual Defects Justify Marine Accommodation Panel Rejection at FAT?
Do you dread Factory Acceptance Tests because of arguments over defects? Missing visual flaws means you pay for junk. Clear rejection rules keep your suppliers honest.
Visual defects that justify marine accommodation panel rejection at FAT include deep scratches exposing bare steel, color variation exceeding delta E 1.0, impact dents deeper than 1.5mm, and visible adhesive stains along panel joints. These four specific flaws directly violate standard marine interior aesthetic and functional requirements.
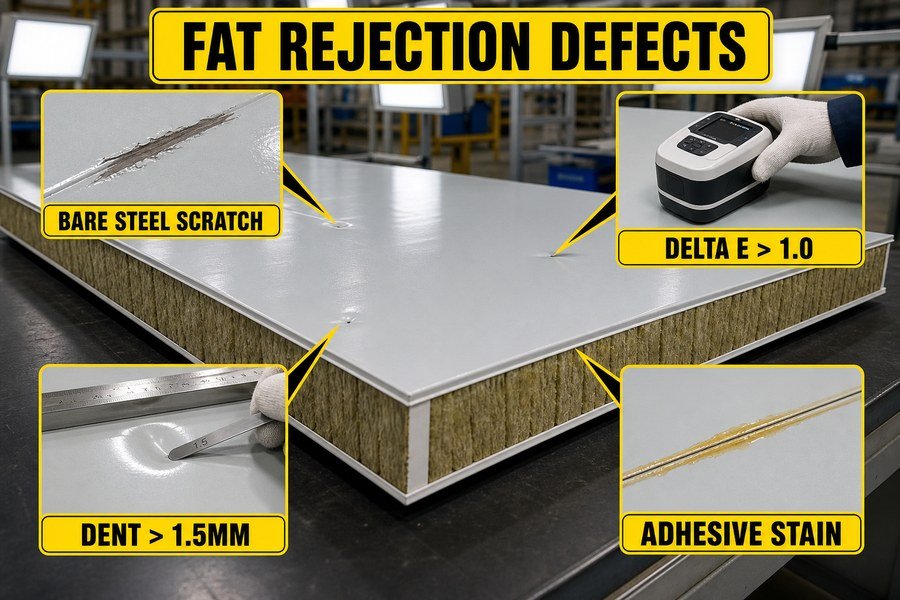
I always go to the Factory Acceptance Test (FAT) with a clear checklist. If you just look at panels from far away, everything looks fine. But ship owners look very closely. You must reject panels if you find any of the following four visual defects. Let us explore all four of them.
Deep Scratches and Visible Adhesive Stains on the Surface
The first visual defect is deep scratches exposing bare steel. Workers sometimes drag panels across the floor. If a scratch only hurts the PVC film, it looks bad. But if the scratch goes through the 150-micron PVC film and through the zinc layer, the bare steel will rust6. Any scratch showing bare metal is an instant rejection. The second defect is visible adhesive stains along panel joints. The two-component polyurethane glue used inside the panels expands.7 If workers do not wipe the edges clean, yellow glue dries on the outside. This ruins the clean look of the cabin wall.
Color Variations and Impact Dents Exceeding Allowable Limits
The third visual defect is color variation. When you buy 500 panels, they must all match. We use a digital spectrophotometer to measure color. The measurement is called Delta E. According to strict marine decoration standards, the Delta E value must be less than 1.08. If one panel has a Delta E of 1.5, it will look like a different color under cabin lights. The fourth defect is impact dents. Forks from forklifts often bump the panels. You place a straight metal ruler over the dent. You use a feeler gauge to measure the depth. Any dent deeper than 1.5mm justifies a complete rejection of that panel.9
| Visual Defect | Measurement Tool | Rejection Threshold | Risk if Accepted |
|---|---|---|---|
| Deep Scratches | Visual / Magnifier | Penetrates to bare steel | Quick rust formation |
| Color Variation | Spectrophotometer | Delta E > 1.0 | Ugly cabin aesthetics |
| Impact Dents | Straight edge & gauge | Deeper than 1.5mm | Uneven wall surface |
| Adhesive Stains | Visual check | Any visible yellow glue | Poor joint sealing |
How Is Steel Face Sheet-to-Core Adhesion Tested on Marine Accommodation Panels?
What if the steel face peels off the rockwool core during installation? Weak glue leads to total structural failure. Testing adhesion proves the panel is built to last.
Steel face sheet-to-core adhesion on marine accommodation panels is tested using three main methods: the standard tensile pull-off test, the manual peel test, and high-temperature baking tests. These three tests confirm the two-component polyurethane adhesive exceeds the minimum 0.10 MPa bonding strength required for marine safety.

Glue is the secret heart of any marine panel. You can have great steel and great rockwool, but bad glue ruins everything. We test the adhesion between the steel face and the core using three reliable methods. These three methods guarantee the panels will survive vibration at sea.10
Performing the Tensile Pull-Off Test for Bonding Strength
The first method is the standard tensile pull-off test. This is a scientific test done in a lab. We take a finished panel and cut a small block, usually 100mm by 100mm. We glue metal pulling blocks to both sides of the panel. Then, a machine pulls the steel faces away from the core. According to the IMO FTP Code standards for A-Class partitions11, the bonding strength must normally exceed 0.10 MPa (Megapascals). If the machine reads 0.05 MPa before the panel breaks, the glue is too weak. The supplier must mix their two-component polyurethane adhesive better.
Using the Manual Peel Test and High-Temperature Baking Tests
The second method is the manual peel test. This is a fast factory floor test. You cut an 'X' into the steel face sheet with a sharp knife. Then, you try to pull the steel away from the rockwool by hand. If the steel comes off clean, the adhesion failed. A good panel will tear the rockwool core itself before the glue line breaks.12 The third method is high-temperature baking tests. Ships travel through very hot places like the Middle East. We put sample panels in an industrial oven at 80 degrees Celsius for 4 hours13. After taking them out, we check if the steel face sheet has bubbled or delaminated. If the glue melts, it fails the test.
| Adhesion Test Method | Equipment Needed | Success Criteria | Purpose of Test |
|---|---|---|---|
| Tensile Pull-Off Test | Universal Testing Machine | > 0.10 MPa strength | Verify structural integrity |
| Manual Peel Test | Utility Knife | Core tears before glue | Quick factory floor check |
| High-Temp Baking | Industrial Oven | No bubbles at 80°C | Ensure tropical climate safety |
What Documents Prove Steel Face Sheet Grade and Traceability on Marine Accommodation Panels?
Do you trust your supplier's word on steel grades? Without proof, port state control will fail your ship. The right paperwork guarantees total traceability and compliance.
Documents that prove steel face sheet grade and traceability on marine accommodation panels include the Mill Test Certificate (MTC) EN 10204 Type 3.1, Marine Classification Society Type Approval certificates, and the supplier's internal batch tracking records. Collecting all three documents ensures full compliance with SOLAS and IMO regulations.

In the marine industry, if you do not have the paper, the product does not exist. Inspectors from ship registries are very strict. You must collect three specific documents to prove the quality of your steel face sheets. Let me explain what these three documents are and why you need them.
Securing the Mill Test Certificate (MTC) EN 10204 Type 3.1
The first document is the Mill Test Certificate (MTC) EN 10204 Type 3.1. This is the birth certificate of the steel. When the steel mill produces the coil, they test the chemical composition and mechanical strength. The MTC 3.1 shows the exact percentage of Carbon, Manganese, and Sulfur in the steel. It also shows the yield strength. This certificate must be signed by the mill's authorized inspection representative, who is independent of the manufacturing department. You match the heat number on the steel coil to the heat number on the MTC. This stops suppliers from buying cheap scrap steel.
Verifying Marine Classification Society Type Approvals and Batch Records
The second document is the Marine Classification Society Type Approval certificate. This comes from big agencies like DNV, Lloyd's Register, or ABS. This certificate proves that a panel made with this specific 0.6mm steel and this specific glue passed the SOLAS A-60 or B-15 fire tests. The third document is the supplier's internal batch tracking records. The outfitting factory must provide a document that links your specific panel order to the exact steel coil they used. If one panel fails on the ship five years from now, you can check the batch record to find out exactly when it was made and what steel was used.
| Document Type | Issuer | Key Information Provided | Regulatory Standard |
|---|---|---|---|
| MTC EN 10204 3.1 | Steel Mill | Chemical & physical properties | EN 10204 |
| Type Approval | Class Society (e.g., DNV) | Fire rating approval (A-60, B-15) | SOLAS / IMO FTP Code |
| Batch Tracking Record | Panel Manufacturer | Coil number to panel link | ISO 9001 Traceability |
Which NDT Method Checks Steel Face Sheet Thickness on Finished Marine Accommodation Panels?
Need to measure steel thickness but cannot cut the finished panel? Destroying panels just to test them wastes money. NDT methods give you exact answers safely.
The Non-Destructive Testing (NDT) methods used to check steel face sheet thickness on finished marine accommodation panels are ultrasonic thickness gauging and magnetic induction testing. These two methods accurately measure the 0.6mm steel and the PVC coating layers without causing any damage to the final product.
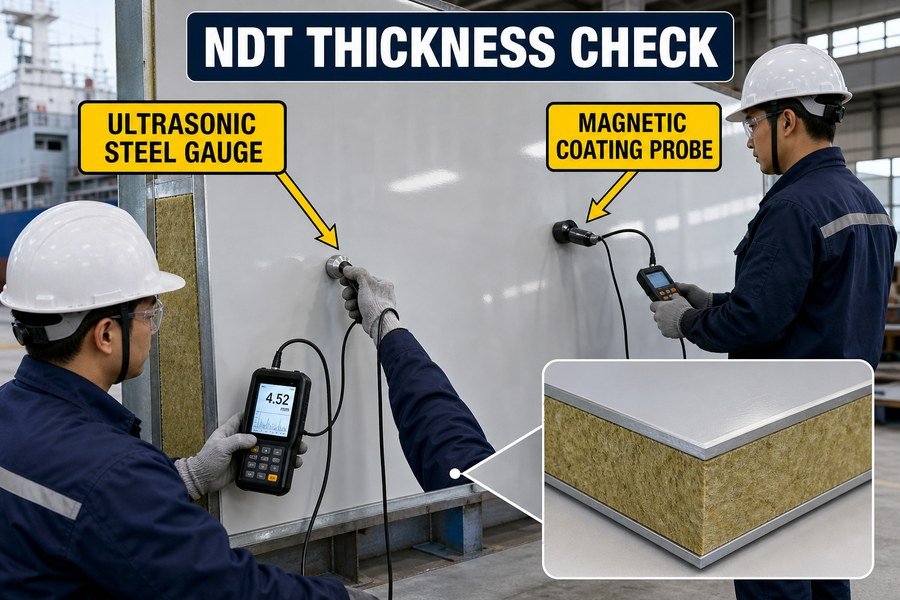
Cutting open a finished panel just to measure the steel inside is a terrible idea. You ruin a perfect product. Instead, we use Non-Destructive Testing (NDT) methods. These two NDT methods let you see through the panel without touching a saw. We will discuss both methods below.
Using Ultrasonic Thickness Gauging for Core and Steel Verification
The first NDT method is ultrasonic thickness gauging. This is the most common tool used by marine surveyors. The device sends high-frequency sound waves, usually between 2.5 MHz and 10 MHz14, into the panel surface. The sound wave hits the back wall of the steel face sheet and bounces back. The machine calculates the time it takes for the echo to return. Because sound travels through steel at a known speed (about 5920 meters per second), the tool calculates the exact thickness. A good ultrasonic gauge has an accuracy of +/- 0.01mm. This confirms you have 0.6mm steel, not 0.4mm steel, hiding inside the panel.
Applying Magnetic Induction Testing for Coating and Steel Layers
The second NDT method is magnetic induction testing. Sometimes called Eddy Current testing, this is perfect for checking the outer layers. The steel face sheet is magnetic, but the PVC film on top is not. You place the magnetic probe on the surface. The device measures the distance from the probe to the magnetic steel base.15 This tells you the exact thickness of the PVC film, verifying it is the standard 150 microns. By using both ultrasonic waves for the steel and magnetic induction for the coating, you get a full picture of the panel's quality without scratching the surface.
| NDT Method | Target Material | Typical Frequency / Mechanism | Measurement Accuracy |
|---|---|---|---|
| Ultrasonic Gauging | Steel Face Sheet | Sound waves (2.5 - 10 MHz) | +/- 0.01mm |
| Magnetic Induction | PVC Film Coating | Magnetic field distance | +/- 1 micron |
Conclusion
Verifying steel face sheets on marine panels guarantees safety and saves money. By demanding strict inspections, proper tests, and right documents, you secure top quality from your suppliers every time.
-
"stand thickness weights, and tolerances of sheet metal ( ...", https://nvlpubs.nist.gov/nistpubs/Legacy/circ/nbscircular391.pdf. EN 10143 specifies dimensional tolerances for continuously hot-dip coated steel sheet and strip, including thickness tolerances that vary by product type, nominal thickness, width, coating, and tolerance class. Evidence role: expert_consensus; source type: institution. Supports: EN 10143 provides accepted thickness tolerances for steel sheets, relevant to checking whether a 0.6 mm galvanized sheet is within specification.. Scope note: The standard may not support a universal ±0.05 mm tolerance for all 0.6 mm galvanized sheets; the applicable tolerance depends on the exact steel product and ordering conditions. ↩
-
"Strip Crown Prediction: Developing a Refined Dynamic Roll-Stack ...", https://vtechworks.lib.vt.edu/items/e4758569-145a-45d8-a1eb-a3733dad24e3. Metal rolling literature describes non-uniform thickness and profile variation across rolled strip as effects of roll deformation, strip crown, and edge-related rolling conditions. Evidence role: mechanism; source type: education. Supports: The rolling process can create thickness variation between the edge and center of a steel sheet.. Scope note: Such sources support the general mechanism of cross-width thickness variation, not necessarily that every inspected marine panel will have thicker edges. ↩
-
"Nondestructive Evaluation - Sma.nasa.gov.", https://sma.nasa.gov/sma-disciplines/nondestructive-evaluation. Ultrasonic thickness measurement determines material thickness by transmitting high-frequency sound waves through a material and calculating thickness from the measured travel time and known sound velocity. Evidence role: mechanism; source type: government. Supports: Ultrasonic gauges can measure steel thickness by using sound-wave travel time through the material.. Scope note: The method can be highly accurate when calibrated, but it does not provide an inherently exact value under all surface, coating, coupling, or calibration conditions. ↩
-
"Carbon steel - Wikipedia", https://en.wikipedia.org/wiki/Carbon_steel. Reference materials commonly give the density of carbon steel as approximately 7.85 g/cm³, which is a reasonable basis for estimating the mass of thin galvanized steel sheet when the zinc coating mass is not separately accounted for. Evidence role: general_support; source type: encyclopedia. Supports: A density of about 7.85 g/cm³ can be used as an approximate value for steel in weight-to-area thickness calculations.. Scope note: Galvanized sheet includes a zinc coating, so the exact density or mass depends on coating weight and steel grade; 7.85 g/cm³ is an approximation for the steel substrate. ↩
-
"Peeling of Flexible Laminates—Determination of Interlayer ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9103033/. Studies of adhesive and polymer-film lamination show that adhesive formulation, surface preparation, temperature, pressure, and curing conditions affect peel strength and can lead to delamination when inadequate. Evidence role: mechanism; source type: paper. Supports: Poor adhesive bonding or insufficient lamination heat can cause PVC film delamination.. Scope note: This is contextual support for the lamination mechanism and may not directly test the specific PVC-faced marine panel construction described in the article. ↩
-
"[PDF] CORROSION MECHANISMS OF PAINTED METAL", https://www.waru.edu/sites/default/files/Migrated/CopDocuments/Corrosion%20mechanism%20of%20painted%20metal.pdf. A corrosion engineering source can support that steel exposed by coating damage is susceptible to oxidation in the presence of oxygen and moisture, explaining why scratches that penetrate protective layers increase rust risk. Evidence role: mechanism; source type: education. Supports: If a scratch penetrates the PVC film and zinc layer, exposed bare steel can rust.. Scope note: This supports the corrosion mechanism generally, but it does not by itself establish the article’s specific rejection rule for every marine panel specification. ↩
-
"The influence of mechanical surface preparation method, adhesive ...", https://bioresources.cnr.ncsu.edu/resources/the-influence-of-mechanical-surface-preparation-method-adhesive-type-and-curing-temperature-on-the-bonding-of-darwin-stringybark/. A polymer or adhesives reference can document that polyurethane systems may expand during curing because of foaming reactions or gas generation, which can explain adhesive squeeze-out at panel edges. Evidence role: mechanism; source type: paper. Supports: Two-component polyurethane glue used inside panels can expand during curing.. Scope note: The source would support the general behavior of polyurethane systems; actual expansion depends on the adhesive formulation and application conditions. ↩
-
"[PDF] Comparison of color accuracy of commercial digital cameras and ...", https://researchrepository.wvu.edu/cgi/viewcontent.cgi?article=1182&context=etd. A color science source can support that a ΔE value around 1 is commonly treated as a very small or barely perceptible color difference under controlled viewing conditions. Evidence role: definition; source type: research. Supports: A Delta E value below 1.0 is used as a strict threshold for close color matching.. Scope note: This supports the rationale for a strict color-matching threshold, but it may not prove that all marine decoration standards require ΔE < 1.0. ↩
-
"Nondestructive Inspection and Quantification of Select Interface ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC11173902/. A shipbuilding, outfitting, or project inspection standard can support whether a 1.5 mm dent-depth limit is an accepted visual tolerance for wall panels or similar finished metal surfaces. Evidence role: general_support; source type: institution. Supports: A dent deeper than 1.5 mm is sufficient grounds to reject the panel during inspection.. Scope note: If the source is a general workmanship or purchaser specification, it may support the threshold only for comparable applications rather than as a universal marine-panel rule. ↩
-
"Detection and Quantification of Delamination Failures in Marine ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8074088/. Marine classification and test standards describe vibration and environmental testing as evidence of fitness for shipboard service, but they do not establish that adhesion tests alone guarantee survival under all sea vibration conditions. Evidence role: general_support; source type: institution. Supports: Adhesion and environmental tests are relevant to assessing whether marine panels can withstand shipboard vibration.. Scope note: This would only provide contextual support for the need to assess vibration resistance; the article’s absolute word “guarantee” is stronger than typical standards language. ↩
-
"[PDF] Subcomponent Validation of Composite Joints for the Marine Energy ...", https://docs.nlr.gov/docs/fy23osti/84487.pdf. The IMO FTP Code defines fire-test procedures and performance criteria for A-class divisions used in ships, providing the regulatory context for A-class partition testing. Evidence role: historical_context; source type: institution. Supports: IMO FTP Code standards are relevant to A-Class marine partitions.. Scope note: The FTP Code primarily concerns fire performance; it may not directly specify a tensile bond-strength threshold unless a related type-approval or manufacturer test protocol is also cited. ↩
-
"[PDF] Manufacturing and performance evaluation of out-of-autoclave ...", https://scholarsmine.mst.edu/cgi/viewcontent.cgi?article=8450&context=masters_theses. Adhesion-testing literature distinguishes adhesive failure at the bond line from cohesive failure within the substrate or core, with cohesive failure commonly indicating that the bond strength exceeds the internal strength of the weaker material. Evidence role: mechanism; source type: paper. Supports: Core tearing before glue-line separation is evidence that the adhesive bond is stronger than the core material.. Scope note: This supports the failure-mode interpretation generally; it does not by itself prove that every compliant marine rockwool panel must fail in this exact way. ↩
-
"[PDF] Structural evaluation of steel faced sandwich panels - GovInfo", https://www.govinfo.gov/content/pkg/GOVPUB-C13-a4ed6cfb3ac51ee383d4becd6f539784/pdf/GOVPUB-C13-a4ed6cfb3ac51ee383d4becd6f539784.pdf. Environmental testing standards for industrial or marine materials commonly use elevated-temperature exposure to assess heat ageing, dimensional stability, or delamination risk under service-like thermal stress. Evidence role: general_support; source type: institution. Supports: Elevated-temperature baking is a recognized way to check for heat-related delamination or degradation in panel materials.. Scope note: A general environmental-test source may justify heat exposure as a method, but a separate product standard or validation study is needed to confirm that 80°C for 4 hours is the correct threshold for these marine panels. ↩
-
"Ultrasonic testing - Wikipedia", https://en.wikipedia.org/wiki/Ultrasonic_testing. Standard references on ultrasonic nondestructive testing describe pulse-echo thickness measurement as using high-frequency sound, with industrial inspection commonly operating in the low-megahertz range; this supports the stated frequency range as typical rather than universal. Evidence role: mechanism; source type: education. Supports: Ultrasonic thickness gauging uses high-frequency sound waves, commonly in the 2.5–10 MHz range, to inspect material thickness.. Scope note: Exact usable frequency depends on probe design, material, thickness, surface condition, and required resolution. ↩
-
"[PDF] Certificate - National Institute of Standards and Technology", https://tsapps.nist.gov/srmext/certificates/archives/1363b.pdf. Standards and technical references for magnetic coating-thickness measurement describe magnetic induction methods as determining the thickness of non-magnetic coatings on ferromagnetic substrates from the probe response to the underlying metal; this supports the mechanism in general terms. Evidence role: mechanism; source type: institution. Supports: Magnetic induction testing can measure the thickness of a non-magnetic coating over a magnetic steel substrate by sensing the distance to the ferromagnetic base.. Scope note: This supports the general measurement principle, not the accuracy of a specific instrument or the asserted 150-micron PVC-film specification. ↩



