Shipyard inspectors rejecting panels because they are the wrong type for the zone kills your profit. This mistake delays the project. I will show you how to stop this.
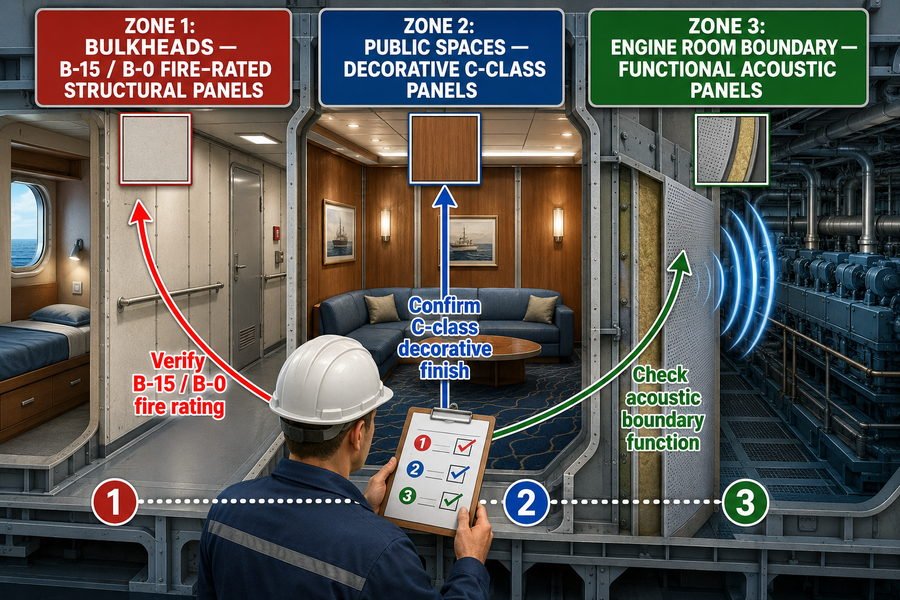
To verify a marine accommodation panel supplier delivers the correct panel type per zone, you must audit their production line for three distinct categories: B-15/B-0 fire-rated structural panels for bulkheads, decorative C-class panels for public spaces, and functional acoustic panels for engine room boundaries.
When I first started at the factory, I saw buyers lose money because they trusted a catalog without checking the factory capabilities. You need to look closer at what they actually produce. Let us break down how to check a supplier step by step.
Which Certifications Should A Marine Accommodation Panel Supplier Hold Across Decorative, Structural, And Functional Lines?
A missing fire certificate will cause the shipyard to reject your entire project. Are you sure your supplier has the right paperwork? Here are the exact documents you need.
A reliable marine accommodation panel supplier must hold three main certifications: MED (Marine Equipment Directive) Wheelmark for European structural fire safety, USCG (US Coast Guard) approval for American waters, and ISO 9001:2015 to ensure consistent quality control across decorative, structural, and acoustic functional panel lines.

Understanding MED Wheelmark and USCG Approvals for Structural Panels
You can not sell panels for European shipyards without the MED Wheelmark. This is a strict legal rule. The supplier must show you two parts of this certification. First, they need Module B, which is the EC Type Examination. This proves the product design passes the fire tests. According to the IMO 2010 FTP Code Part 31, a B-15 structural panel must stop a fire for 30 minutes. It must also keep the unexposed side temperature below an average increase of 140°C.
Next, they need Module D, which is the Production Quality Assurance. This proves the factory makes every panel exactly like the tested design. If a factory only has Module B, do not buy from them. They cannot legally put the Wheelmark on the product.
You also need USCG approval for ships traveling to the United States. Luckily, Europe and the US have a Mutual Recognition Agreement (MRA)2. If a panel has a valid MED Wheelmark, it often gets a USCG approval number easily. You should ask the supplier to send both certificates. Check the expiration dates on these papers. Many Asian factories show expired papers to buyers who do not look closely.
Verifying ISO 9001 and Acoustic Testing Standards for Functional Panels
Decorative C-class panels do not need B-15 fire ratings. But they still need to meet quality standards. This is where ISO 9001:2015 is important. ISO 9001 shows the factory has a clear system for buying raw materials and checking finished goods. It guarantees the factory will not suddenly change the glue or the metal thickness without telling you.
Functional acoustic panels need different proof. You must ask for a sound transmission loss test report. The standard test for this is ISO 140-3. A good acoustic panel for an engine room boundary should show a sound reduction index (Rw) of at least 45 decibels (dB) to 50 dB. If the factory cannot provide this test report, their acoustic panels are just normal panels with a fake name.
| Certification Type | Required For Panel Category | Governing Authority / Standard | Key Requirement Value |
|---|---|---|---|
| MED Wheelmark (Module B+D) | Structural (B-15, B-0) | European Union / IMO FTP Code | 30 minutes fire stop, max 140°C rise |
| USCG Approval | Structural (B-15, B-0) | US Coast Guard | Valid MRA with MED certification |
| ISO 9001:2015 | All (Structural, Decorative, Acoustic) | International Organization for Standardization | Current valid factory audit |
| ISO 140-3 Test Report | Functional (Acoustic) | Third-Party Testing Lab | Sound reduction index (Rw) ≥ 45 dB |
How To Audit A Marine Accommodation Panel Manufacturer Across Multiple Zone Applications?
Visiting a factory in Asia can be overwhelming. If you look at the wrong things, you might buy bad products. I use a strict checklist when I visit suppliers.
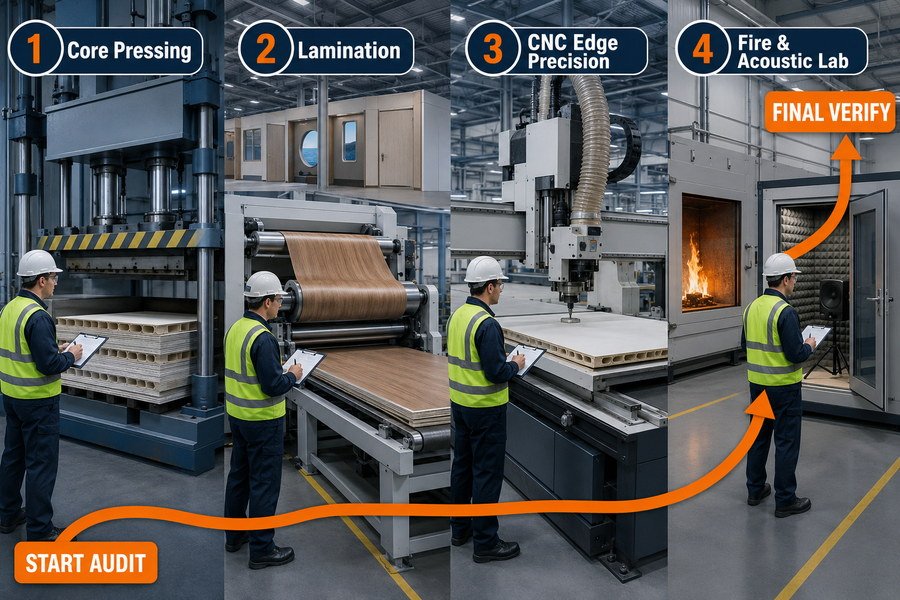
To audit a marine accommodation panel manufacturer across multiple zones, you must evaluate four key areas: the core material pressing line, the surface lamination area, the CNC cutting precision for edges, and the in-house fire or acoustic testing lab. Checking these four guarantees quality across all panel types.
Evaluating the Core Pressing Line and Surface Lamination Area
The pressing line is the heart of the factory. This machine glues the steel sheets to the core material. For structural panels, the core is rockwool. You must look at the hydraulic press machine. According to standard Chinese marine manufacturing specs, a good press must apply at least 150 to 200 tons of pressure. If the pressure is too low, the glue will not spread evenly. The panels will have bubbles.
Next, walk to the surface lamination area. This is where they apply the PVC decorative film to the steel sheets. This area must be completely clean. It should look like a cleanroom. Dust under the PVC film creates ugly bumps on decorative panels. Ask the production manager about the room temperature. The room must stay between 20°C and 25°C. If the room is too hot or too cold, the PVC film will shrink or peel off after you install it on the ship.
Checking CNC Cutting Precision and In-House Testing Labs
The third stop is the cutting area. Marine panels connect using special joint profiles. If the panel is the wrong size, the joints will not fit. The factory must use CNC (Computer Numerical Control) cutting machines. Check the machine screen. The cutting tolerance must be within +/- 1.0 millimeter3. If they cut panels by hand or use old saws, do not buy from them. The installation workers at the shipyard will complain about gaps.
Finally, ask to see their in-house testing lab. Every serious manufacturer needs a lab. They must test every batch of panels. Look for a pull-off adhesion tester. This machine pulls the steel face away from the core to check the glue strength. The rockwool core should break before the glue fails. They should also have a small fire oven to test samples for B-15 ratings4 before they send panels to official labs. If they have no lab, they have no real quality control.
| Factory Area to Audit | Key Equipment to Look For | Required Standard or Tolerance | Why It Matters |
|---|---|---|---|
| Core Pressing Line | Hydraulic Press Machine | 150 - 200 tons pressure | Prevents glue bubbles and delamination |
| Surface Lamination | Climate Control System | 20°C - 25°C, dust-free | Stops PVC film from peeling or bubbling |
| Cutting Area | CNC Cutting Machine | +/- 1.0 mm size tolerance | Ensures panel joints snap together easily |
| In-House Testing Lab | Adhesion Tester, Fire Oven | Core breaks before glue fails | Proves batch quality matches the certificate |
What Are The Sourcing Risks When A Marine Accommodation Panel Supplier Offers Only One Category?
Using a supplier who only makes one type of panel creates huge headaches. You will waste time managing too many people. Here is what goes wrong.
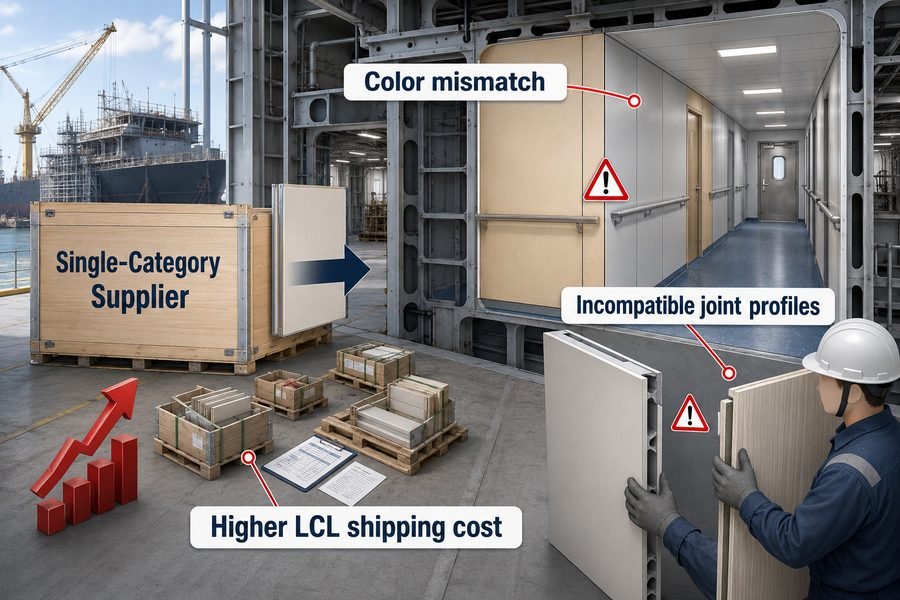
Sourcing from a single-category marine accommodation panel supplier creates three major risks: color mismatch between different zones, increased shipping costs from consolidating multiple less-than-container loads (LCL), and incompatible joint profiles when trying to connect structural panels with decorative panels during shipyard installation.
Risks of Color Mismatch and Increased Shipping Costs
When you buy decorative panels for the lounge from Supplier A and structural panels for the hallway from Supplier B, you face a huge risk. The colors will not match. Even if both suppliers buy "white color" PVC film, the batches will be different. The human eye can see a color difference if the Delta E value is greater than 1.55. The shipyard owner will see the different whites where the lounge meets the hallway and refuse to pay you.
The second risk is shipping money. If you buy from single-category suppliers, you cannot fill a whole shipping container. You must use LCL (Less-than-Container Load) shipping. You will pay a local truck fee in China for each factory. A local truck fee is usually $300 per factory. Then you pay a warehouse consolidation fee, which is often around $50 per cubic meter. For a medium project, using three different suppliers will easily add $1,500 to $2,000 in useless logistics fees compared to loading one full container.
The Danger of Incompatible Joint Profiles During Installation
The biggest risk happens at the shipyard. Marine panels lock together using metal joint profiles, like Omega profiles or H-profiles6. Supplier A and Supplier B use different metal molds. Supplier A might make a panel edge that is 49.5mm thick. Supplier B might make a joint profile designed for a 50.0mm thick panel.
A gap tolerance of just 0.5mm is enough to ruin the installation. The decorative panel from Supplier A will not snap into the structural panel from Supplier B. Your installation team will waste hours trying to force them together. They might even have to cut the metal on site. This ruins the fire rating of the panel7. The surveyor from the classification society will see the cut metal and fail the inspection. You must buy all connecting panels from the same factory to avoid this disaster.
| Risk Category | Problem Caused by Multiple Suppliers | Cost or Impact on Project |
|---|---|---|
| Visual Quality | Color mismatch (Delta E > 1.5) | Shipowner rejects the cabin finish |
| Logistics | Paying multiple local truck and LCL fees | Adds $1,500 - $2,000 in extra shipping costs |
| Installation | Incompatible Omega or H-profile joints | Destroys fire rating, causes inspection failure |
Why Does Single-Source Procurement Benefit Mixed-Zone Marine Accommodation Panel Projects?
Managing ten different suppliers for one ship interior is a nightmare. Buying everything from one factory solves this. Here are the clear benefits you get.
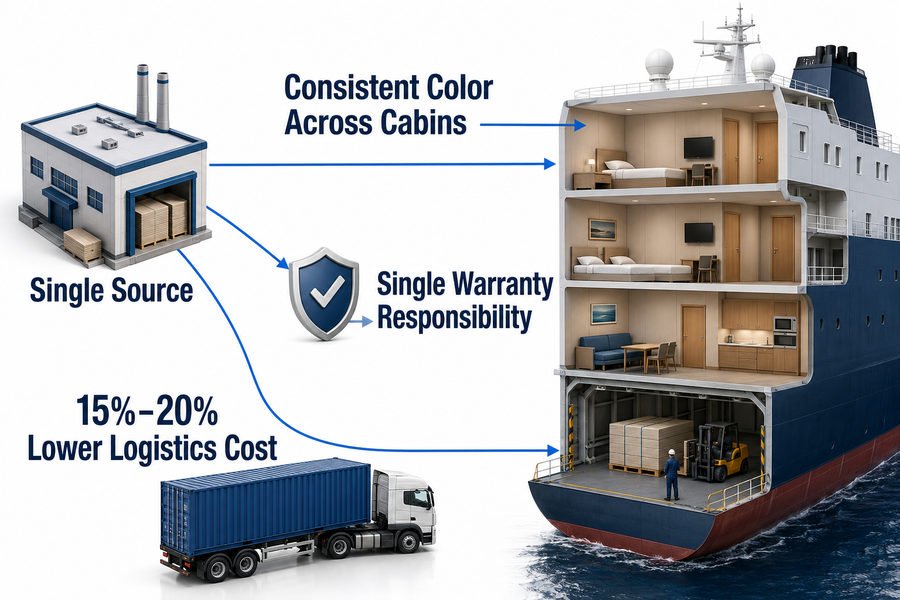
Single-source procurement benefits mixed-zone marine accommodation panel projects by providing three distinct advantages: guaranteed color consistency across all cabins, a 15% to 20% reduction in total logistics costs through direct full-container shipping, and a single point of responsibility if warranty claims arise.
Ensuring Color Consistency and Reducing Logistics Costs
When you buy all panels from one factory, color consistency is perfect8. The factory buys the PVC surface film in massive master rolls. A master roll is usually 1,000 meters long. The factory applies the exact same roll to your B-15 structural panels, your C-class decorative panels, and your acoustic panels. The color will match perfectly from the engine room boundary all the way to the captain's cabin. This makes the final ship interior look highly professional.
The logistics savings are very clear. A standard 40HQ shipping container holds about 1,200 to 1,400 square meters of 50mm thick marine panels. If you consolidate your structural, decorative, and functional panel orders, you can easily fill a 40HQ. Shipping one Full Container Load (FCL) from China to Europe or the US avoids all warehouse packing fees. Based on current freight rates, this direct shipping method reduces your total logistics bill by 15% to 20%. You save money and the panels suffer less damage because nobody moves them around in a shared warehouse.
Simplifying Warranty Claims with a Single Point of Responsibility
Problems happen in shipbuilding. Sometimes a panel gets scratched in the box. Sometimes a joint profile is missing. If you have five suppliers, they will blame each other. Supplier A will say Supplier B made the wrong profile. You will waste weeks fighting on emails while the shipyard yells at you.
Single-source procurement gives you a single point of responsibility. If a panel does not fit, or if a local port inspector questions the MED fire certificate, you only make one phone call. The factory cannot blame anyone else. They must fix it. I have solved many claims fast because the factory knew the entire order was their product. They will send replacement panels on the next air shipment quickly to protect their relationship with you.
| Benefit of Single-Source | How the Factory Achieves This | Value to the Procurement Officer |
|---|---|---|
| Color Consistency | Using the same 1,000m PVC master roll | Zero rejected cabins by shipowners |
| Logistics Cost Reduction | Loading one 40HQ FCL directly | Saves 15% - 20% compared to LCL fees |
| Single Point Responsibility | Factory produces all joint profiles | Fast problem solving, no supplier arguments |
What Lead Time Differences Exist Between Decorative, Structural, And Functional Marine Accommodation Panel Orders?
Missing a shipyard deadline will destroy your profit. Different panels take different amounts of time to make. You must plan your schedule around these exact times.
Lead times vary based on panel complexity: standard decorative panels take 15 to 20 days, B-15 structural fire-rated panels require 25 to 30 days due to rockwool curing, and high-spec functional acoustic panels demand 35 to 40 days for specialized sound-damping layer integration.

Production Times for Decorative and Structural B-15 Panels
Standard decorative C-class panels are the fastest to produce. The factory needs about 15 to 20 days for a normal order. These panels usually use an aluminum honeycomb core. The factory buys this core ready to use. They just cut the steel sheets, apply the PVC film, and press them together with the honeycomb. There is no heavy engineering required. You can order these relatively late in your project schedule.
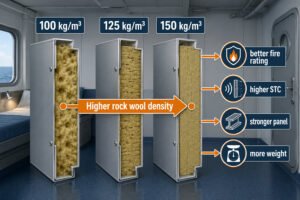
Structural B-15 fire-rated panels9 take longer. You must plan for 25 to 30 days. The core of a B-15 panel is high-density rockwool10. The standard density is 120 kg/m3. The factory must slice the rockwool blocks carefully. The most important step is the glue curing process. Factories use a special two-part polyurethane adhesive11 to bind the steel to the rockwool. This glue needs to sit under heavy pressure for at least 12 to 24 hours to cure properly. If the factory rushes this step to save time, the steel face will peel off later. Never push a factory to finish B-15 panels in 15 days.
Extended Lead Times for Functional Acoustic Panels
Functional acoustic panels require the most time. You must give the factory 35 to 40 days. Acoustic panels are complex sandwiches. To block engine noise, the panel needs more mass.12 Factories insert a heavy steel damping plate or a special rubber noise barrier inside the rockwool core.
Usually, this damping layer is a 2mm or 3mm thick galvanized steel sheet placed right in the middle. The factory has to press the panel twice. First, they glue half the rockwool to one outer steel face and the inner damping plate. They wait for it to cure. Then, they glue the second half. This double-pressing process doubles the production time. If you do not plan for this 40-day lead time, your acoustic panels will arrive late, and the shipyard cannot close the engine room boundaries.
| Marine Panel Category | Core Material / Structure | Expected Lead Time | Main Reason for Lead Time |
|---|---|---|---|
| Decorative (C-Class) | Aluminum Honeycomb | 15 - 20 Days | Standard materials, fast single pressing |
| Structural (B-15) | 120 kg/m3 Rockwool | 25 - 30 Days | Required curing time for polyurethane glue |
| Functional (Acoustic) | Rockwool + 2mm Steel Damping Layer | 35 - 40 Days | Complex double-pressing process |
How To Evaluate Marine Accommodation Panel Samples Across All Three Categories Before Ordering?
A good sample in your hand does not mean the real order will be good. But checking the sample correctly is your first defense. Here is how I do it.
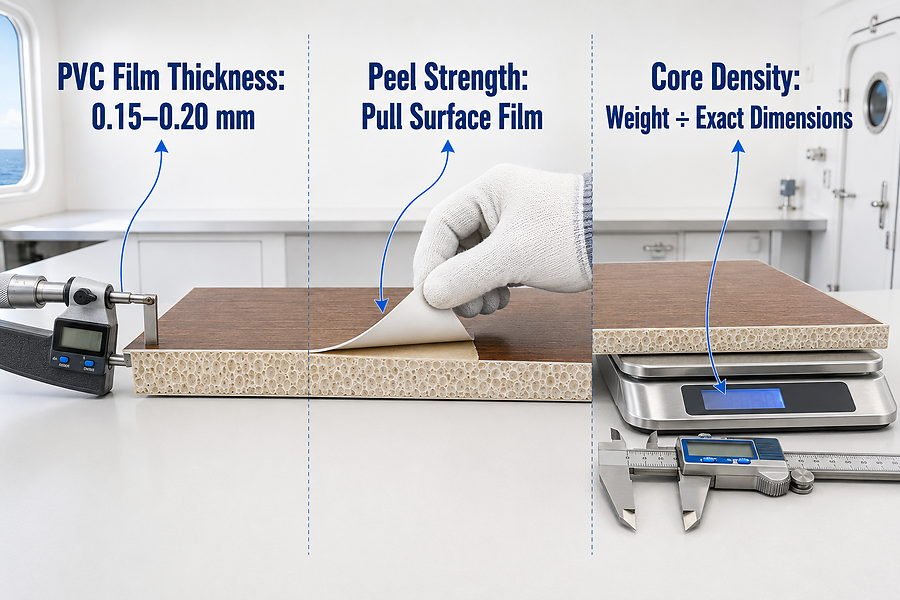
To evaluate marine accommodation panel samples before ordering, you must perform three specific checks: measure the PVC film thickness (must be 0.15mm to 0.20mm), test the adhesive peel strength by pulling the surface, and verify the core density by weighing the sample against its exact dimensions.
Measuring PVC Film Thickness and Testing Adhesive Peel Strength
When the DHL package arrives, do not just look at the panel color. Get a digital micrometer. You need to measure the thickness of the PVC decorative film. Scrape a small piece of the film off the steel edge. According to marine standards, the PVC film must be between 0.15mm and 0.20mm thick13. This specific thickness passes the IMO low flame spread tests14. If the film is thinner than 0.15mm, the factory is using cheap household film. It will scratch easily when the shipyard workers install it.
Next, you must test the peel strength. Take a pair of pliers. Grab the corner of the steel face plate and pull it hard away from the core. Look at what happens. The rockwool fibers must tear and stay stuck to the steel. This means the core broke before the glue failed15. If the steel comes off completely clean and shiny, the factory is using bad glue or they did not use enough pressure. You will have delamination problems on the ship.
Verifying Core Density Through Weight and Dimensions
The last test is math. You must check the density of the rockwool core for structural and acoustic samples. A bad factory will quote you a B-15 panel with a 120 kg/m3 core but send you a cheap 100 kg/m3 core to save money. This cheap core will fail a real fire test16.
Take the sample block. Measure its exact length, width, and thickness in meters. Most samples are 100mm x 100mm x 50mm (which is 0.1m x 0.1m x 0.05m). Multiply these to find the volume. The volume is 0.0005 cubic meters. Multiply this volume by the promised density of 120 kg/m3. The answer is 0.06 kg, or 60 grams. Put the rockwool core on a digital kitchen scale. If it weighs much less than 60 grams, the factory is cheating you. Throw the sample away and find a new supplier.
| Evaluation Test | Tool Required | Target Value / Passing Result | What It Proves |
|---|---|---|---|
| PVC Film Thickness | Digital Micrometer | 0.15mm to 0.20mm | Meets marine flame spread rules, resists scratches |
| Peel Strength Test | Pliers | Rockwool breaks, steel does not peel clean | High-quality glue and proper press pressure |
| Core Density Check | Digital Scale & Ruler | Sample weight matches calculated volume * density | Factory is using true fire-rated rockwool |
Conclusion
Verifying your marine panel supplier properly across all zones saves you money and protects your shipyard reputation. Check certifications, audit production, and test samples carefully to ensure project success.
-
"[PDF] RESOLUTION MSC.307(88) (adopted on 3 December 2010 ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.307(88).pdf. The IMO 2010 FTP Code and SOLAS fire-class definitions describe B-class divisions as preventing flame passage for 30 minutes and specify temperature-rise criteria for insulation classifications such as B-15; this supports the cited fire-test framework, with the limitation that the B-15 insulation period is 15 minutes while flame integrity is assessed over 30 minutes. Evidence role: definition; source type: institution. Supports: B-15 structural panels are evaluated under IMO fire-test criteria including flame integrity and limits on unexposed-side temperature rise.. Scope note: The article’s wording may conflate the 30-minute flame-integrity requirement with the B-15 insulation-duration requirement. ↩
-
"2004 U.S.-EU Marine Equipment Agreement - USTR", https://ustr.gov/archive/World_Regions/Europe_Middle_East/Europe/2004_US-EU_Marine_Equipment_Agreement/Section_Index.html. U.S. Coast Guard and European Commission materials describe a mutual-recognition framework for certain marine equipment approvals between the United States and the European Union; this supports the claim that MED certification can be relevant to USCG approval pathways, although recognition is limited to equipment categories and conditions covered by the agreement. Evidence role: historical_context; source type: government. Supports: A U.S.–EU mutual-recognition framework can allow certain MED-approved marine equipment to be accepted or processed for USCG approval.. Scope note: Does not prove that every MED-certified panel automatically receives a USCG approval number. ↩
-
"How to choose the right marine wall panels for marine interior ...", https://magellanmarinetech.com/how-choose-right-marine-wall-panels-for-marine-interior-projects/. Dimensional tolerance standards for manufactured panels or ship accommodation components can support that tight length and width tolerances are necessary for reliable joint fit-up in modular panel systems. Evidence role: expert_consensus; source type: institution. Supports: Marine panel cutting should maintain a tolerance within ±1.0 mm so joint profiles fit properly during shipyard installation.. Scope note: A general tolerance standard may justify the need for controlled dimensional accuracy but may not directly prescribe a ±1.0 mm tolerance for this specific panel profile. ↩
-
"[PDF] recommendation for fire test procedures for “a” and “b” class ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/AssemblyDocuments/A.163(ES.IV).pdf. IMO fire-test procedures and SOLAS-related guidance define B-class divisions, including B-15, by insulation and fire-resistance performance criteria verified through standardized fire testing. Evidence role: definition; source type: institution. Supports: B-15 marine panel ratings are formal fire-resistance classifications that must be verified through standardized fire testing before certification.. Scope note: IMO and classification documents define the rating and official test basis; they do not necessarily require that each factory maintain a small in-house oven for pre-testing. ↩
-
"Perceptibility and acceptability of CIELAB color differences in ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC2041906/. A color-science source should document commonly cited perceptibility thresholds for CIE ΔE values, supporting the claim that small measured color differences can be visible to observers. Evidence role: statistic; source type: paper. Supports: The human eye can see a color difference if the Delta E value is greater than 1.5.. Scope note: Perceptibility thresholds vary by formula, viewing conditions, material texture, illumination, and observer sensitivity; the source may support the threshold context rather than prove this exact marine-panel scenario. ↩
-
"What Defines A Genuine Marine Accommodation Panel?", https://magellanmarinetech.com/what-defines-genuine-marine-accommodation-panel/. A shipbuilding, classification-society, or marine-accommodation reference should describe the use of metal joining profiles in modular marine wall or ceiling panel systems, including profile types used to connect adjacent panels. Evidence role: mechanism; source type: institution. Supports: Marine panels lock together using metal joint profiles, such as Omega profiles or H-profiles.. Scope note: The source may establish the general installation mechanism and terminology, but may not address the specific suppliers or dimensions in this article. ↩
-
"[PDF] RESOLUTION MSC.307(88) (adopted on 3 December 2010 ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.307(88).pdf. A fire-testing or classification-society source should state that fire-rated marine divisions and panels must be installed in accordance with the tested and approved configuration, so unapproved field modifications can invalidate the basis for the rating or approval. Evidence role: expert_consensus; source type: government. Supports: Cutting or modifying the metal joint/profile on site can compromise the panel’s fire rating and lead to inspection problems.. Scope note: The source may support the principle that modifications can compromise approval, but whether a particular cut causes inspection failure depends on the panel certificate, repair method, and surveyor judgment. ↩
-
"Batch-to-Batch Quality Consistency Evaluation of Botanical Drug ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC3665986/. Research on industrial color control indicates that material batch variation and process variation are important sources of perceived color differences, so using the same surface-film batch can improve consistency across components. Evidence role: mechanism; source type: paper. Supports: Buying all panels from one factory using the same PVC surface film roll ensures highly consistent color across panel types.. Scope note: This supports the mechanism for improved color matching, but it does not prove that color consistency will be literally perfect in every production run. ↩
-
"[PDF] recommendation for fire test procedures for “a” and “b” class ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/AssemblyDocuments/A.163(ES.IV).pdf. The IMO fire test procedures define B-class divisions and the B-15 designation by specified fire-resistance performance criteria, supporting the characterization of B-15 panels as fire-rated marine constructions. Evidence role: definition; source type: institution. Supports: Structural B-15 panels are fire-rated marine panels subject to recognized fire-resistance classifications.. Scope note: This supports the regulatory meaning of B-15, not the article’s specific manufacturing lead time. ↩
-
"How to choose the right marine wall panels for marine interior ...", https://magellanmarinetech.com/how-choose-right-marine-wall-panels-for-marine-interior-projects/. Technical and research sources on mineral wool describe rockwool as a non-combustible, high-temperature insulation material used in fire-resistant building and marine assemblies, supporting its relevance as a core material in fire-rated panels. Evidence role: mechanism; source type: research. Supports: B-15 panel cores commonly use high-density rockwool because mineral wool provides fire-resistance and insulation properties.. Scope note: This provides material-property support for rockwool in fire-resistant assemblies; it may not verify that every B-15 panel uses rockwool or a specific density. ↩
-
"Process diagnostics for co-cure of sandwich structures using ...", https://sites.usc.edu/composites/files/2020/05/J-267.pdf. Studies of polyurethane adhesive bonding in sandwich structures report that curing conditions, including pressure and cure duration, affect bond strength and delamination resistance, supporting the claim that adequate curing is critical to panel integrity. Evidence role: mechanism; source type: paper. Supports: Polyurethane adhesive curing under pressure is important for bonding steel skins to a rockwool core and preventing later delamination.. Scope note: The evidence would support the bonding mechanism generally, but it may not establish the exact 12–24 hour cure window for this factory’s adhesive system. ↩
-
"Breaking the mass law for broadband sound insulation ...", https://ui.adsabs.harvard.edu/abs/2023NJPh...25i3010F/abstract. Architectural and engineering acoustics references describe the mass law of sound insulation, under which increasing the surface mass of a barrier generally improves airborne sound transmission loss, supporting the use of heavier layers for engine-noise blocking. Evidence role: expert_consensus; source type: education. Supports: Increasing panel mass is a recognized way to improve airborne noise isolation in acoustic barriers.. Scope note: Mass law is a general acoustic principle; real panel performance also depends on stiffness, damping, mounting conditions, leaks, and coincidence effects. ↩
-
"[PDF] RESOLUTION MSC.307(88) (adopted on 3 December 2010 ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.307(88).pdf. Marine-equipment or classification-society approval records can document the PVC film thickness used in a tested low-flame-spread panel construction and therefore support the stated thickness range for that approved configuration. Evidence role: general_support; source type: institution. Supports: According to marine standards, the PVC film must be between 0.15mm and 0.20mm thick.. Scope note: This support is product- or approval-specific; IMO fire-test rules generally certify tested assemblies rather than establishing one universal PVC-film thickness for all panels. ↩
-
"How Does the IMO FTP Code Connect with Other Marine Fire Safety ...", https://magellanmarinetech.com/how-imo-ftp-code-connect-with-other-marine-fire-safety-frameworks/. The IMO FTP Code includes procedures for testing the surface flammability of shipboard materials and is the regulatory basis for low-flame-spread classification of tested surface finishes. Evidence role: definition; source type: institution. Supports: This specific thickness passes the IMO low flame spread tests.. Scope note: The code supports the existence and role of the test, but it does not by itself prove that a given PVC film thickness will pass without a test report for the specific material assembly. ↩
-
"An analysis of the 180{degree} peel test for measuring sealant ...", https://www.osti.gov/biblio/544200. Adhesion-testing references distinguish cohesive failure within a substrate from adhesive failure at an interface; fiber tear left on the facing is evidence that failure occurred in the mineral-wool core rather than solely at the glue line. Evidence role: mechanism; source type: education. Supports: This means the core broke before the glue failed.. Scope note: This supports the failure-mode interpretation, but a pliers pull is only a qualitative field check and not a standardized peel-strength measurement. ↩
-
"What Is the Purpose and Scope of the IMO FTP Code? - Magellan ...", https://magellanmarinetech.com/what-purpose-scope-of-imo-ftp-code/. Fire-resistance ratings for insulated ship divisions are determined by standardized furnace tests, and insulation properties such as thickness and density affect heat transfer through mineral-wool sandwich panels. Evidence role: mechanism; source type: research. Supports: This cheap core will fail a real fire test.. Scope note: This supports the general concern that reduced core density can compromise fire performance, but it does not prove that every 100 kg/m3 core fails a B-15 test. ↩