Shipyard clients demand beautiful interiors, but rigid safety rules often ruin your plans. Finding panels that meet both needs is a huge headache. Here is the exact answer.
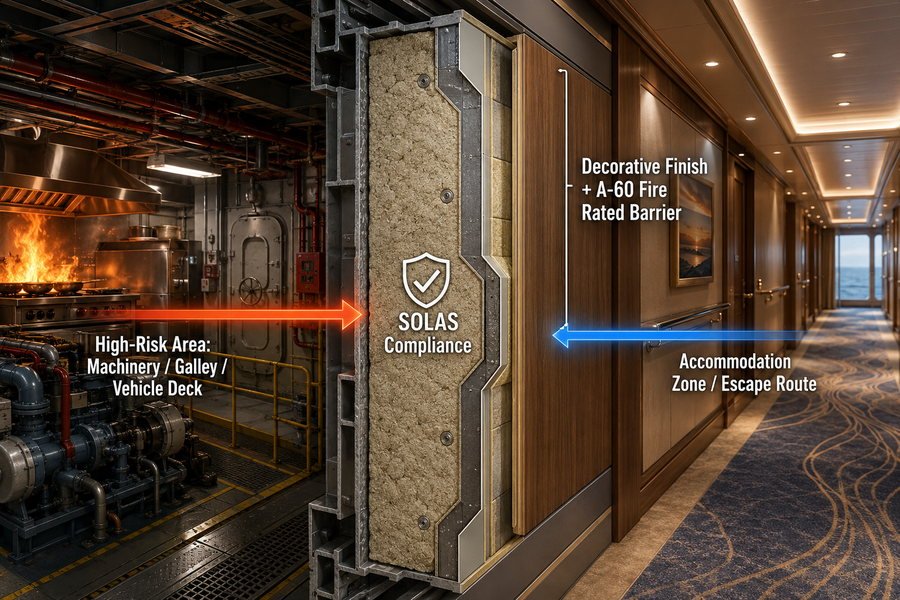
Marine accommodation panels must combine decorative finishes with A-60 fire ratings when separating high-risk areas—like machinery spaces, galleys, and vehicle decks—from accommodation zones, control stations, and escape routes. This ensures full SOLAS compliance without sacrificing the high-end aesthetics required in modern ship interiors.
I remember struggling with this exact issue during a cruise ship project last year. Let us look closely at when and why you need these integrated panels to keep your project moving smoothly.
Which Cabin Zones Require Decorative Laminate And A-60 Fire Core In One Accommodation Panel?
Guessing fire zones leads to rejected surveys and massive tear-downs. You need absolute certainty before you buy materials. Here are the specific areas you must target.
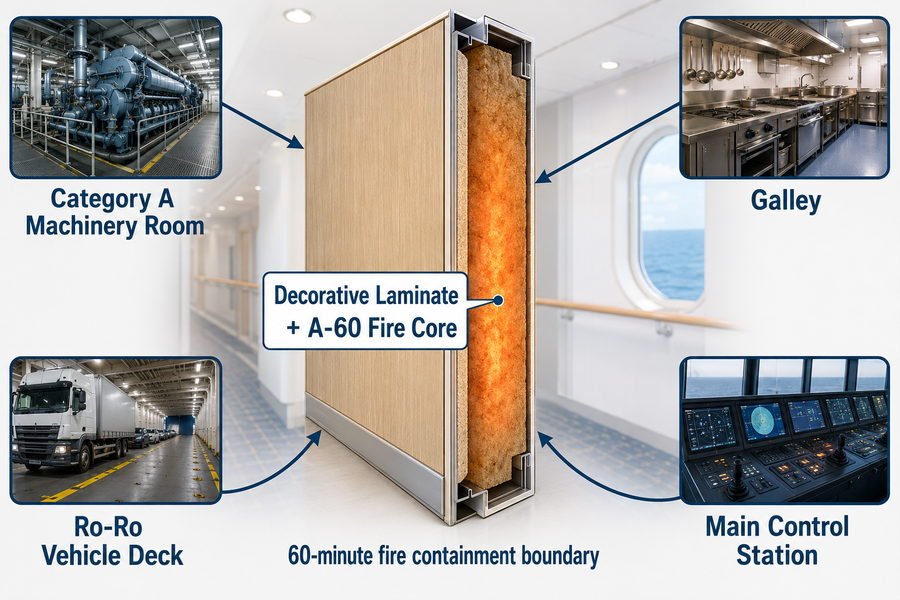
Four specific cabin zones require A-60 decorative panels: bulkheads dividing accommodation spaces from Category A machinery rooms, galleys, Ro-Ro vehicle decks, and main control stations. All four boundaries demand maximum 60-minute fire containment while maintaining a finished, passenger-facing aesthetic according to SOLAS Chapter II-2.
I often see buyers buy standard steel bulkheads and try to decorate them later. This is a mistake. The International Convention for the Safety of Life at Sea (SOLAS) Chapter II-2 strictly dictates the fire boundaries on ships1. You must use integrated A-60 decorative panels for four specific boundary zones to pass inspection and satisfy the shipyard.
A-60 Boundaries Between Accommodations And Machinery Rooms
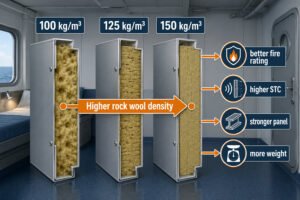
The first zone is the boundary next to Category A machinery spaces. These rooms hold the main engines and large fuel tanks. They pose the highest fire risk on the ship. SOLAS requires an A-60 rating here2. This means the panel must block fire and keep the unexposed side below 140 degrees Celsius above the original temperature for 60 minutes3. The accommodation side of this boundary needs a clean, decorative finish for the crew or passengers. To achieve this, we use a 50mm or 100mm thick panel with a rock wool core. According to marine manufacturing standards, the rock wool must have a density between 120 kg/m³ and 150 kg/m³4. A 0.6mm PVC or PET decorative film is bonded to the cabin-facing steel skin. This gives you safety and a great look at the same time.
A-60 Requirements For Galleys, Vehicle Decks, And Control Stations
The other three zones are galleys, Ro-Ro vehicle decks, and main control stations. Galleys have deep fat fryers and open flames. If a fire starts in the kitchen, the dining room next door must be safe. A-60 decorative panels serve as this vital wall. The dining side gets a beautiful wood-grain finish, while the core stops the fire. Ro-Ro vehicle decks are full of cars with gasoline. The passenger cabins directly above them need an A-60 floor or wall. Finally, the main control station is the brain of the ship. The crew must steer the ship during an emergency. The walls separating the control room from public spaces must hold back a fire for 60 minutes. Using an integrated panel gives you the required SOLAS safety rating and a professional office appearance on the inside.
| Boundary Zone | Risk Factor | Required Fire Rating | Typical Core Density |
|---|---|---|---|
| Machinery Spaces (Category A) | Main engines, heavy fuel oil | A-60 | 120 - 150 kg/m³ |
| Galleys | Open flames, hot cooking oil | A-60 | 120 - 150 kg/m³ |
| Ro-Ro Vehicle Decks | Cars, gasoline, large open areas | A-60 | 120 - 150 kg/m³ |
| Main Control Stations | Critical ship steering electronics | A-60 | 120 - 150 kg/m³ |
Why Do Passenger Ship Public Areas Need Decorative Accommodation Panels With SOLAS Fire Compliance?
Plain steel bulkheads look terrible in dining rooms, but flammable wood panels risk lives. Balancing looks and safety is tough. Here is why compliant decorative panels solve this.
Passenger ship public areas need SOLAS-compliant decorative accommodation panels for three reasons: enforcing a strict 35 MJ/m² maximum calorific value limit, guaranteeing low flame spread characteristics, and eliminating toxic smoke generation, all while providing high-end visual appeal for paying guests.

When you supply interiors for large shipyards in the United States and Europe, quality is your lifeblood. You cannot just use any nice-looking wall panel. Passenger ships carry thousands of people. An uncontrolled fire is a disaster. Therefore, the marine panels you buy must do three critical jobs at the same time.
Meeting The 35 MJ/m² Calorific Value Limit In Public Areas
First, you must control the total amount of fuel you add to the ship. SOLAS Chapter II-2 Regulation 5.3 is very clear on this. Combustible materials used for decorative finishes on bulkheads cannot exceed a calorific value of 45 MJ/m² for the total surface, and many specific public zones push this limit down to 35 MJ/m² to be safe.5 If you glue thick wooden boards or standard commercial wallpaper to a steel bulkhead, you will exceed this limit. The fire will burn hotter and longer. Integrated A-60 decorative panels use very thin PVC or PVC-free PET films. These films are usually between 0.15mm and 0.20mm thick. Because they are so thin, their calorific value stays well below the 35 MJ/m² limit. You get the look of real wood or marble without bringing heavy fuel into the cabin.
Controlling Low Flame Spread And Toxic Smoke Generation
Second and third, you must control how fast the fire moves and what kind of smoke it makes. The International Maritime Organization (IMO) publishes the Fire Test Procedures (FTP) Code. Part 5 of the FTP Code tests for low flame spread.6 If a fire touches the decorative surface, the flames must not run quickly across the wall. Integrated panels are factory-tested to stop flames from spreading. Also, Part 2 of the FTP Code tests for smoke and toxicity. Normal house plastics release deadly gas when they burn.7 Marine decorative films must prove they do not. For example, during testing, the carbon monoxide (CO) released must stay below 1450 ppm, and Hydrogen Chloride (HCl) must stay below 600 ppm.8 By buying panels that already meet these three strict rules, you protect the passengers and ensure the shipyard accepts your products.
| Safety Requirement | Authoritative Standard | Permitted Limit / Result |
|---|---|---|
| Maximum Calorific Value | SOLAS Chapter II-2 Reg 5.3 | < 45 MJ/m² (often kept < 35 MJ/m²) |
| Low Flame Spread | IMO FTP Code Part 5 | Pass (Flames do not travel rapidly) |
| Toxic Smoke Generation (CO) | IMO FTP Code Part 2 | < 1450 ppm |
| Toxic Smoke Generation (HCl) | IMO FTP Code Part 2 | < 600 ppm |
How Do Combined Decorative-Fire Accommodation Panels Cut Onboard Installation Man-Hours?
High labor costs eat up your interior outfitting profit margins. Installing insulation and finish boards separately wastes precious time. Integrated panels fix this workflow issue instantly.
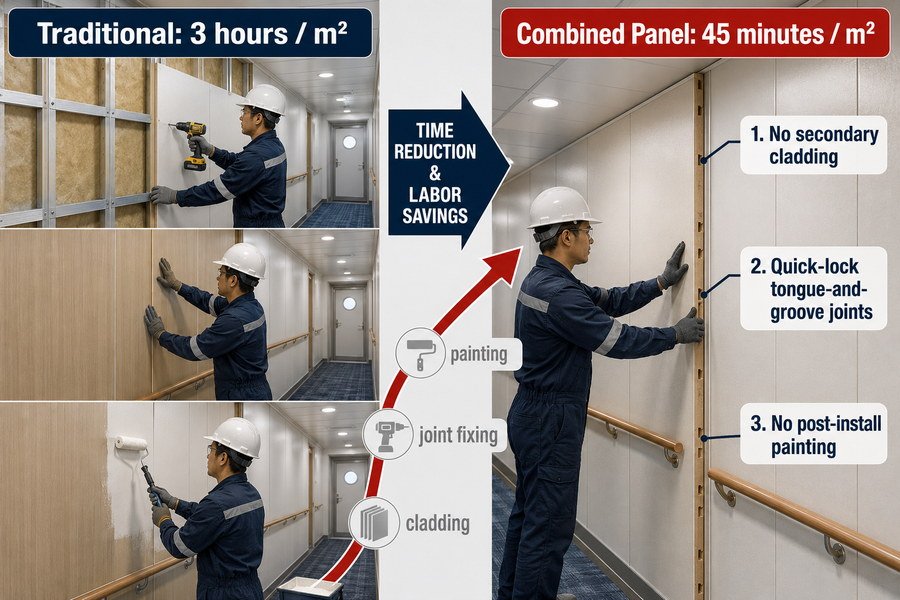
Combined decorative-fire accommodation panels cut installation man-hours through three direct methods: eliminating secondary cladding steps, utilizing quick-lock tongue-and-groove joint systems, and removing the need for post-installation painting. This drops total bulkhead installation time from 3 hours per square meter down to just 45 minutes.
Labor costs in European and American shipyards are extremely high.9 When you supply interior outfitting packages, the installation speed is just as important as the material price. If your products take too long to install, the shipyard will lose money and never buy from you again. Using combined panels solves this problem through three specific methods.
Eliminating Secondary Cladding And Painting Steps
The old way of building an A-60 wall is very slow. First, workers weld metal pins to the bare steel bulkhead. Second, they push thick rock wool sheets onto the pins. Third, they cover the rock wool with galvanized steel sheets. Fourth, they paint or glue a decorative finish on top. This process involves four different trades and takes about 3 hours per square meter10. A combined A-60 decorative panel eliminates the secondary cladding entirely.11 The steel skin, the rock wool core, and the PVC finish are all glued together at the factory. The workers simply install the single panel on a bottom track. Because the finish is already applied, there is no need for painters to come in later. You skip two major steps in the outfitting schedule.
Utilizing Quick-Lock Tongue-And-Groove Joint Systems
The third method is the physical connection between the panels. Modern marine accommodation panels use a quick-lock tongue-and-groove edge design. The edge of one 50mm panel slides directly into the edge of the next panel. You do not need heavy bolts, welding, or complex brackets to hold them together. A small U-profile track on the floor and ceiling guides the panels. Two workers can stand up a standard 600mm wide by 2400mm tall panel in minutes. They just slide it in, lock it, and move to the next one. This efficient design reduces the installation time to roughly 45 minutes per square meter12. It makes the lead time very easy to control and saves the shipyard thousands of dollars in labor.
| Installation Method | Steps Required | Need for Painters? | Time per Square Meter |
|---|---|---|---|
| Traditional Build-Up | Pin welding, insulation, cladding, finishing | Yes | ~ 3 hours |
| Combined A-60 Panels | Track layout, slot panel, lock joint | No | ~ 45 minutes |
How Do Integrated Decorative A-60 Accommodation Panels Avoid Rework During Class Society Review?
Failed class inspections mean tearing out finished walls, ruining your timeline, and destroying your budget. You must pass on the first try. Here is how integrated panels guarantee approval.
Integrated decorative A-60 panels avoid class society rework by providing two key guarantees: pre-certified Marine Equipment Directive (MED) Type Approval certificates (the Wheelmark) for the whole assembly, and factory-controlled adhesive bonding that prevents the on-site delamination often flagged by DNV or ABS inspectors.

I have seen many outfitting companies lose all their profit because a class society inspector from DNV or ABS rejected their work. Rework is the enemy. It is hard to find high-quality suppliers in Asia, but you must find ones that understand class rules. Buying fully integrated panels is the best way to secure your project. They provide two major guarantees that stop rework before it happens.
Securing MED Type Approval Certificates For The Whole Assembly
The first guarantee is the certificate. European shipyards require Marine Equipment Directive (MED) certification. This is known as the Wheelmark.13 If you buy bare steel panels and buy decorative PVC film from a different factory, you have a big problem. The inspector will ask for a fire certificate for the combined product14. You will not have it. The inspector will reject the wall. Integrated panels solve this. Good factories test the entire finished panel—the steel, the glue, the core, and the film—as one single unit. They earn MED Module B (Type Examination) and Module D (Production Quality Assurance) certificates15 for the whole assembly. When the surveyor asks for paperwork, you hand them one document with the Wheelmark. The wall passes inspection immediately.
Factory-Controlled Adhesive Bonding Prevents Inspector Rejections
The second guarantee is physical quality. DNV and ABS inspectors check for delamination. This means they look to see if the decorative film is peeling off the steel panel. If workers glue the film onto the steel inside the shipyard, the humidity and dust will ruin the glue16. The film will peel. The inspector will force you to rip it all down. Good marine suppliers glue the panels in a clean, climate-controlled factory. They use strong two-component polyurethane adhesives. They press the panel flat using a large machine under 0.5 MPa of pressure for several hours. This factory bonding process creates a permanent hold. The film will never peel. The inspector will test the wall, find it strong, and approve your work without delays.
| Risk of Rework | Root Cause on Site | Solution via Integrated Panels |
|---|---|---|
| Missing Certification | Parts bought separately lack joint fire testing | Pre-certified Wheelmark for whole assembly |
| Film Delamination | Dust and humidity ruin manual gluing | Factory-pressed with polyurethane under 0.5 MPa |
Which MED Scenarios Forbid Separating Decorative Finishes From Fire-Rated Accommodation Panel Substrates?
Buying cheap fire cores and gluing your own laminate seems like a smart way to save money. But inspectors will stop you. Here are the scenarios where this is illegal.
The Marine Equipment Directive (MED) strictly forbids separating finishes from fire-rated substrates in two scenarios: when the decorative film's thickness exceeds 2.0mm on A-Class divisions, and when the adhesive system itself has not passed the IMO FTP Code Part 5 test for low flame spread.

Procurement officers often try to split orders to get lower prices. They buy bare panels from one supplier and finishing films from another. Then they plan to assemble them. Under MED rules, you cannot do this freely. The regulations force you to buy integrated panels to maintain fire safety. There are two specific scenarios where separating these parts is completely forbidden.
MED Restrictions On Decorative Film Thickness Over 2.0mm
The first scenario involves the thickness of the finish. SOLAS and MED regulations state that combustible veneers used on A-Class divisions must not exceed 2.0mm in thickness17. Some buyers try to attach thick acrylic boards, high-pressure laminates (HPL) thicker than 2mm, or thick commercial wood panels to bare steel bulkheads to make them look nice. The inspector will measure this immediately. If the finish is thicker than 2.0mm, it holds too much fuel18. The inspector will forbid the installation because it violates the A-Class fire boundary rules. Integrated marine panels are designed specifically to stop this mistake. The factory uses highly engineered PVC or PET films that are typically 0.15mm to 0.6mm thick. These thin films are permanently bonded at the factory, ensuring you never accidentally exceed the 2.0mm limit on site.
Mandatory IMO FTP Code Part 5 Testing For Adhesive Systems
The second scenario focuses on the glue. If you separate the finish from the panel, you have to use your own glue at the shipyard. The MED forbids this because the adhesive system itself is part of the fire risk. According to the IMO FTP Code Part 5, the glue must not contribute to flame spread. Normal construction glues burn rapidly and release toxic black smoke. You cannot prove to the class surveyor that your local bucket of glue is safe. The only way to legally pass is to use an integrated panel where the factory's specific adhesive has already been burned in a laboratory and passed the Part 5 test.19 By buying the complete panel, you buy the legal proof that the glue is safe.
| MED Restriction Scenario | Rule / Regulation | Why Separating Fails |
|---|---|---|
| Finish Thickness > 2.0mm | SOLAS Combustible Veneer Limits | Site-added thick boards hold too much fuel |
| Uncertified Adhesive | IMO FTP Code Part 5 (Flame Spread) | Site glues lack fire test documentation |
Conclusion
Using combined decorative A-60 marine panels ensures SOLAS compliance, cuts installation time drastically, avoids class society rework, and maintains high-quality aesthetics for your demanding shipyard clients.
-
"[PDF] RESOLUTION MSC.550(108) (adopted on 23 May 2024)", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.550%28108%29.pdf. SOLAS Chapter II-2 sets fire-protection requirements for ship construction, including structural fire protection and the separation of spaces by fire-resisting divisions. Evidence role: definition; source type: institution. Supports: SOLAS Chapter II-2 governs fire boundaries and structural fire protection on ships.. Scope note: The convention establishes regulatory requirements, but the exact rating depends on ship type, space category, and the applicable SOLAS table. ↩
-
"[PDF] Supplement - International Maritime Organization", https://wwwcdn.imo.org/localresources/en/publications/Documents/Supplements/English/QF110E_122015.pdf. SOLAS II-2 Regulation 9 uses tabulated fire-integrity requirements for bulkheads and decks separating machinery spaces of Category A from accommodation and service spaces, commonly specifying A-class divisions with A-60 insulation in higher-risk adjacencies. Evidence role: expert_consensus; source type: institution. Supports: Boundaries adjacent to Category A machinery spaces may require A-60 fire integrity under SOLAS fire-containment tables.. Scope note: The rating should be checked against the vessel category and the specific boundary table; SOLAS does not by itself require that the finish be decorative or integrated into the panel. ↩
-
"Are Marine Fire Divisions the Same as Marine Panel Ratings?", https://magellanmarinetech.com/are-marine-fire-divisions-same-as-marine-panel-ratings/. The IMO Fire Test Procedures Code defines A-class divisions by their ability to prevent smoke and flame passage for one hour and limits the average temperature rise on the unexposed side to 140°C, with A-60 insulation performance measured over 60 minutes. Evidence role: definition; source type: institution. Supports: An A-60 division must maintain specified fire-resistance and insulation criteria for 60 minutes, including the 140°C average temperature-rise limit on the unexposed side.. Scope note: This supports the general A-60 performance definition; an individual panel still requires type approval or test certification to show compliance. ↩
-
"How to choose the right marine wall panels for marine interior ...", https://magellanmarinetech.com/how-choose-right-marine-wall-panels-for-marine-interior-projects/. Marine fire-rated sandwich panel approvals and technical specifications often identify mineral-wool core density as a tested parameter for A-class performance, with values in the 120–150 kg/m³ range appearing in some approved constructions. Evidence role: general_support; source type: research. Supports: A-60 marine panels commonly use high-density mineral or rock wool cores, and some approved constructions use densities around 120–150 kg/m³.. Scope note: Density is not a universal SOLAS requirement; the acceptable value depends on the tested and approved panel design, manufacturer certificate, thickness, steel facing, and installation details. ↩
-
"[PDF] MSC.99(73) - International Maritime Organization", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.99(73).pdf. SOLAS Chapter II-2 Regulation 5.3 establishes limits on the calorific value of combustible decorative finishes and related surface materials used on passenger ships, including area-based limits expressed in MJ/m². Evidence role: definition; source type: institution. Supports: SOLAS Chapter II-2 Regulation 5.3 limits the calorific value of combustible decorative finishes on bulkheads, with 45 MJ/m² and in some contexts 35 MJ/m² cited as relevant limits.. Scope note: The source should be checked for the exact vessel type, space category, and edition/amendment, because the 35 MJ/m² figure may apply only to specified spaces or design interpretations rather than all public areas. ↩
-
"[PDF] RESOLUTION MSC.307(88) (adopted on 3 December 2010 ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.307(88).pdf. The IMO Fire Test Procedures Code identifies Part 5 as the test procedure for surface flammability, commonly used to assess low flame-spread characteristics of bulkhead, wall, and ceiling finish materials on ships. Evidence role: definition; source type: institution. Supports: IMO FTP Code Part 5 is the applicable test for low flame spread or surface flammability of marine interior surface materials.. ↩
-
"Toxicity of the Pyrolysis and Combustion Products of Poly ...", https://www.nist.gov/publications/toxicity-pyrolysis-and-combustion-products-polyvinyl-chlorides-literature-assessment. Fire toxicology literature identifies carbon monoxide as a principal lethal fire effluent and notes that some plastics, particularly halogenated polymers such as PVC, can release irritant acid gases such as hydrogen chloride during combustion. Evidence role: mechanism; source type: paper. Supports: Common plastics can generate hazardous or lethal gases when burned, including carbon monoxide and, for chlorinated plastics such as PVC, hydrogen chloride.. Scope note: This supports the general toxic-smoke mechanism; it does not establish that every household plastic releases the same gases or at the same hazardous concentrations. ↩
-
"What Smoke Toxicity and Density Limits Must Marine Wall and ...", https://magellanmarinetech.com/what-smoke-toxicity-density-limits-must-marine-wall-ceiling-panels-meet/. The IMO FTP Code smoke and toxicity test provisions specify maximum gas concentration criteria, including limits for carbon monoxide and hydrogen chloride, for materials subject to the smoke and toxicity assessment. Evidence role: statistic; source type: institution. Supports: IMO FTP Code Part 2 includes smoke and toxicity criteria with CO limited to 1450 ppm and HCl limited to 600 ppm during testing.. Scope note: The limits should be cited from the relevant FTP Code edition and application table, because criteria can vary by material category and regulatory context. ↩
-
"Full Report: Why data matters for shipbuilding industrial policy - OECD", https://www.oecd.org/en/publications/why-data-matters-for-shipbuilding-industrial-policy_9ab37ecb-en/full-report.html. OECD or government shipbuilding-sector wage and cost data can contextualize that labor is a major and comparatively high input cost in European and North American shipyards. Evidence role: statistic; source type: government. Supports: Labor costs in European and American shipyards are extremely high.. Scope note: Such sources can support relative labor-cost context, but they may not prove that every European or American shipyard has uniformly high labor costs. ↩
-
"46 CFR § 72.05-10 - Type, location, and construction of fire control ...", https://www.law.cornell.edu/cfr/text/46/72.05-10. A shipbuilding productivity study, shipyard work-measurement report, or marine outfitting benchmark can support typical man-hour ranges for traditional insulated bulkhead construction. Evidence role: statistic; source type: research. Supports: Traditional build-up of an A-60 wall takes about 3 hours per square meter.. Scope note: Installation time is highly dependent on yard practices, crew skill, access constraints, and specification details, so evidence may establish a benchmark rather than a universal rate. ↩
-
"What are Marine Wall Panels?", https://magellanmarinetech.com/what-are-marine-wall-panels/. Technical literature on prefabricated or modular marine accommodation panels can support that factory-laminated fire-rated panels integrate insulation, steel facings, and decorative finishes, reducing separate site-applied cladding or finishing operations. Evidence role: mechanism; source type: institution. Supports: A combined A-60 decorative panel can eliminate separate secondary cladding by integrating the steel skin, insulation core, and decorative finish at the factory.. Scope note: The source may support the construction principle generally; it may not verify the exact performance or installation sequence of a specific manufacturer’s panel. ↩
-
"Why Are Marine Accommodation Panels Regulated Differently From ...", https://magellanmarinetech.com/why-marine-accommodation-panels-regulated-differently-from-standard-building-panels/. A neutral productivity benchmark or peer-reviewed study on modular marine accommodation panels can support the claim that prefabricated tongue-and-groove panel systems reduce installation time relative to traditional build-up methods. Evidence role: statistic; source type: paper. Supports: Quick-lock tongue-and-groove combined panels reduce installation time to roughly 45 minutes per square meter.. Scope note: A cited benchmark may demonstrate reduced installation time but may not substantiate the exact figure of 45 minutes per square meter across all projects. ↩
-
"Directive 96/98/EC - Wikipedia", https://en.wikipedia.org/wiki/Directive_96/98/EC. The European Commission describes the Marine Equipment Directive as requiring specified marine equipment placed on EU ships to carry the Wheelmark after conformity assessment, supporting the article’s statement that MED/Wheelmark certification is a formal requirement in this regulatory context. Evidence role: definition; source type: government. Supports: European shipyards require Marine Equipment Directive certification, known as the Wheelmark.. Scope note: This supports the regulatory meaning and scope of the Wheelmark, but individual shipyard requirements may vary by vessel flag, contract, and equipment category. ↩
-
"How Does the IMO FTP Code Connect with Other Marine Fire Safety ...", https://magellanmarinetech.com/how-imo-ftp-code-connect-with-other-marine-fire-safety-frameworks/. The IMO Fire Test Procedures Code and related marine fire-safety approval practice evaluate materials and constructions under specified test configurations, providing contextual support for the need to document fire performance of the assembled wall or surface system rather than only isolated components. Evidence role: mechanism; source type: institution. Supports: An inspector may require fire-performance documentation for the combined panel assembly, not merely separate certificates for individual components.. Scope note: This is contextual support for assembly-level fire testing; the exact documentation demanded will depend on the product category, flag administration, notified body, and class surveyor interpretation. ↩
-
"Conformity Assessment of Medical Devices: An Overview from a ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12821529/. Directive 2014/90/EU and its conformity-assessment annexes identify Module B as EU-type examination and Module D as production-quality assurance, supporting the terminology used for MED certification pathways. Evidence role: definition; source type: government. Supports: MED Module B refers to type examination and Module D refers to production quality assurance.. Scope note: The directive explains the certification modules generally; it does not verify that any particular panel product has obtained those certificates. ↩
-
"Towards Reliable Adhesive Bonding: A Comprehensive Review of ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC12195023/. Adhesion science literature identifies surface contamination, moisture, and environmental conditions during bonding as factors that can reduce adhesive bond strength and contribute to interfacial failure, supporting the mechanism by which uncontrolled shipyard bonding can increase delamination risk. Evidence role: mechanism; source type: paper. Supports: Dust and humidity during on-site adhesive application can degrade bond quality and increase the risk of film delamination.. Scope note: The source would support the general bonding mechanism; it may not quantify failure rates for this specific marine panel and PVC-film application. ↩
-
"[PDF] RESOLUTION MSC.307(88) (adopted on 3 December 2010 ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.307(88).pdf. SOLAS Chapter II-2 fire-safety provisions restrict combustible veneers on relevant linings, bulkheads, and ceilings by thickness and fire-load criteria, providing regulatory context for the stated 2.0 mm veneer limit. Evidence role: general_support; source type: institution. Supports: Combustible veneers used on A-Class divisions are subject to a 2.0 mm thickness limit under SOLAS/MED-related fire-safety rules.. Scope note: The exact applicability depends on ship type, space category, and the detailed SOLAS/FTP Code implementation used by the flag administration or notified body. ↩
-
"[PDF] Fire Development and Wall Endurance in Sandwich and Wood ...", https://research.fs.usda.gov/download/treesearch/8927.pdf. Fire-safety literature treats combustible interior finishes as contributors to surface flame spread and fire load; thicker combustible veneers or laminates generally increase available fuel, although the source may not evaluate the specific products named in the article. Evidence role: mechanism; source type: paper. Supports: A finish thicker than the regulatory veneer limit can increase combustible fuel load and fire-safety risk.. Scope note: This supports the fire-load mechanism in general rather than proving that every finish over 2.0 mm will fail a particular marine approval test. ↩
-
"[PDF] RESOLUTION MSC.307(88) (adopted on 3 December 2010 ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.307(88).pdf. Marine equipment conformity-assessment rules require approved products to be tested and documented according to the applicable IMO fire-test procedures; this supports the need for documented test evidence for the complete material system, while not proving that integrated factory panels are the only legally possible compliance route. Evidence role: expert_consensus; source type: government. Supports: Compliance depends on documented testing of the relevant material system, including adhesive or bonded finish components where they affect fire performance.. Scope note: The article’s absolute wording is stronger than most regulations; alternative approved systems may be possible if the complete installed assembly has valid test documentation accepted by the flag state or notified body. ↩