Sending vague inquiries wastes time and causes budget overruns. You need exact panels for shipyard projects, but communication gaps delay quotes. Learn how to specify finishes clearly and fast.
Specifying marine panel surface finishes requires detailing the base material, surface coating type, RAL or Pantone color code, thickness, fire rating, and protective film requirements. Providing these exact six elements guarantees accurate pricing, prevents supplier misunderstandings, and ensures IMO SOLAS compliance for ship interior outfitting.

Without exact details, suppliers in Asia might guess your needs. Let me show you exactly what to write in your emails to get fast, accurate quotes.
What surface finish information is needed for marine wall panel inquiries?
Missing details lead to wrong panel quotes. If you only ask for "white panels," you risk failing shipyard inspections. Let us fix this problem now.
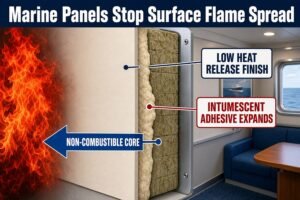
A complete marine wall panel inquiry must include four surface finish details: the specific finish material (PVC film, galvanized steel, or stainless steel), finish thickness (e.g., 150 microns), surface texture (smooth, matte, or wood grain), and fire-retardant certification requirements (e.g., low flame spread per IMO FTP Code).

Specifying Finish Materials and Finish Thicknesses for Wall Panels
I remember a project where a client just asked for "nice wood panels." The supplier sent standard interior panels. The shipyard rejected them. They failed the marine fire test. This mistake cost the client $15,000. You must list the specific finish material in your email. The three main options are PVC film, galvanized steel, and stainless steel. PVC film is cost-effective and looks good. It usually costs around $12 to $15 per square meter. Galvanized steel is very strong and costs about $18 per square meter. Stainless steel is for wet areas like bathrooms and costs over $30 per square meter.
Next, you must state the finish thickness. A standard PVC film for marine use should be exactly 150 microns to 200 microns thick1 based on manufacturer standards. If you do not give a number, suppliers might use 100 microns to save money. A thin film will scratch easily during installation.
Defining Surface Textures and Fire-Retardant Certifications
Then, you need to describe the surface texture. You have three choices: smooth, matte, or wood grain. Shipyards in Europe often want a matte finish because it hides fingerprints and looks premium. Wood grain requires careful matching. Finally, you must state the fire-retardant certification. Do not just say "fireproof." You must write "low flame spread surface compliant with IMO FTP Code Part 52." This is the exact law for ships. It proves to the shipyard that the panel is safe. If you miss any of these four points, your quote will be wrong.
| Surface Finish Detail | Common Options / Values | Importance |
|---|---|---|
| Specific Finish Material | PVC film, Galvanized steel, Stainless steel | Determines basic cost and visual appearance. |
| Finish Thickness | 150 to 200 microns | Ensures resistance to scratches and wear. |
| Surface Texture | Smooth, Matte, Wood grain | Affects design aesthetics and daily cleaning. |
| Fire-Retardant Certification | IMO FTP Code Part 5 | Mandatory for passing shipyard safety inspections. |
What surface finish information is needed for marine ceiling panel inquiries?
Ceiling panels seem simple until the wrong paint peels off. Do not lose your shipyard profit because you forgot to check the ceiling finish specs.
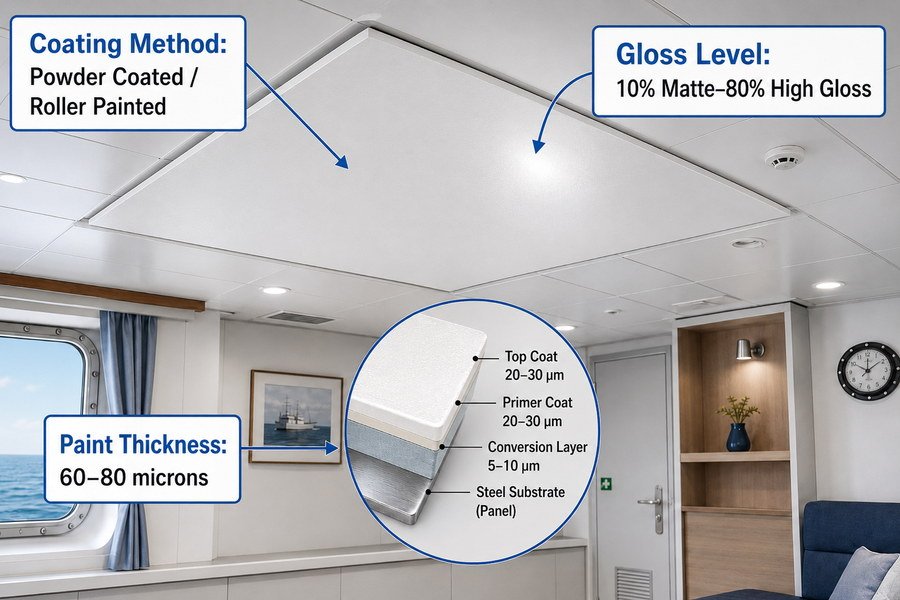
Marine ceiling panel inquiries require three critical finish details: the exact coating method (powder coated or roller painted), the paint thickness (typically 60 to 80 microns), and the gloss level (ranging from 10% matte to 80% high gloss) to ensure proper light reflection and corrosion resistance.
Choosing Between Powder Coated and Roller Painted Coatings
I once saw a ceiling rust after just two months at sea. The buyer did not specify the coating method. You must tell the supplier how to apply the paint. The two options are powder coated and roller painted. Powder coating involves spraying dry powder and baking it in an oven at 200 degrees Celsius. It is very tough and resists scratches. Roller painting uses liquid paint. It is cheaper but less durable. Always write which method you want in your inquiry. A powder-coated panel usually costs $2 more per square meter, but it saves money on repairs later.
Setting Paint Thickness and Gloss Levels for Marine Ceilings
Next, specify the paint thickness. For marine ceilings, the paint thickness must be between 60 to 80 microns3, according to general marine outfitting factory standards. If it is 40 microns, the salty sea air will quickly destroy the steel underneath. If it is 100 microns, the paint might crack.
Finally, you must state the gloss level. Ceilings reflect light in small ship cabins. The gloss level ranges from 10% (matte) to 80% (high gloss). Shipyards usually want a 20% to 30% gloss level. This reduces glare from cabin lights4 and creates a comfortable room. If you do not state the gloss level, the supplier will guess. A high gloss ceiling looks cheap. It shows every dent and uneven spot on the metal. Tell the factory exactly what you need. A 20% gloss level is standard for most European shipyards. Always check with your client before sending the inquiry. This small detail prevents huge arguments during the final ship inspection.
| Ceiling Finish Detail | Recommended Value | Consequence of Ignoring |
|---|---|---|
| Exact Coating Method | Powder Coated | Panels easily scratch and rust early. |
| Paint Thickness | 60 to 80 microns | Salt air destroys thin paint quickly. |
| Gloss Level | 20% to 30% | High glare and visible metal dents. |
How to describe marine panel color requirements in a purchase inquiry?
"White" is not a color in marine outfitting. Using basic words for colors causes costly mistakes when panels arrive from Asia. Be precise.
To accurately describe marine panel colors, you must provide three elements: a universal color standard code (RAL or Pantone), a physical color sample requirement for matching, and the acceptable color difference range (Delta E value ≤ 1.0) to ensure uniform appearance across all ship cabins.

Using Universal Color Standards and Physical Samples
When I worked at Magellan Marine, a client ordered "cream white" panels for a cruise ship. The factory made them yellow-white. The client lost $10,000 because the shipyard refused the panels. To avoid this, first, use a universal color standard code. The most common systems in the world are RAL or Pantone. Do not write "light blue." Write "RAL 5012 Light Blue." Do not write "pure white." Write "RAL 9010 Pure White." This gives the factory an exact target to match.5
Second, you must demand a physical color sample requirement for matching. Tell the supplier to send a small 10cm x 10cm metal piece before mass production starts. You must sign this sample. Keep one piece in your office and send one piece to the shipyard.
Controlling Color Difference with Delta E Values
Third, you must set the acceptable color difference range. In the factory, we use a machine to measure color changes. This machine gives a number called the Delta E value.6 For high-quality ship interiors, you must state "Delta E value ≤ 1.07" based on ISO 11664-4 color standards. If the number is higher than 1.0, the human eye can see the difference easily. If you put panels with a Delta E of 2.0 next to each other, the wall looks like a checkerboard. One panel looks darker than the other. This is a disaster for a beautiful ship cabin. State these three rules clearly in your first email to the supplier. Many buyers forget the Delta E rule. Factories in Asia will mix different paint batches. This causes color problems. Writing this rule forces the factory to be careful.
| Color Requirement Element | Example Specification | Purpose |
|---|---|---|
| Universal Color Standard Code | RAL 9010 | Provides an exact, global color target. |
| Physical Color Sample | 10cm x 10cm signed metal piece | Confirms real-world appearance before production. |
| Acceptable Color Difference | Delta E value ≤ 1.0 | Prevents mismatched panels on the same wall. |
How to describe marine panel material requirements in a purchase inquiry?
Buying cheap core materials ruins your project. Fire inspectors will fail the ship if the core burns. Specify materials clearly to protect your business.
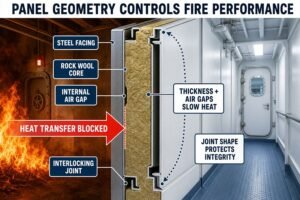
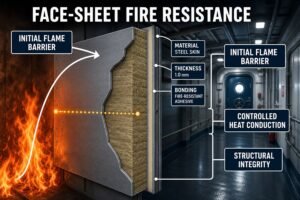
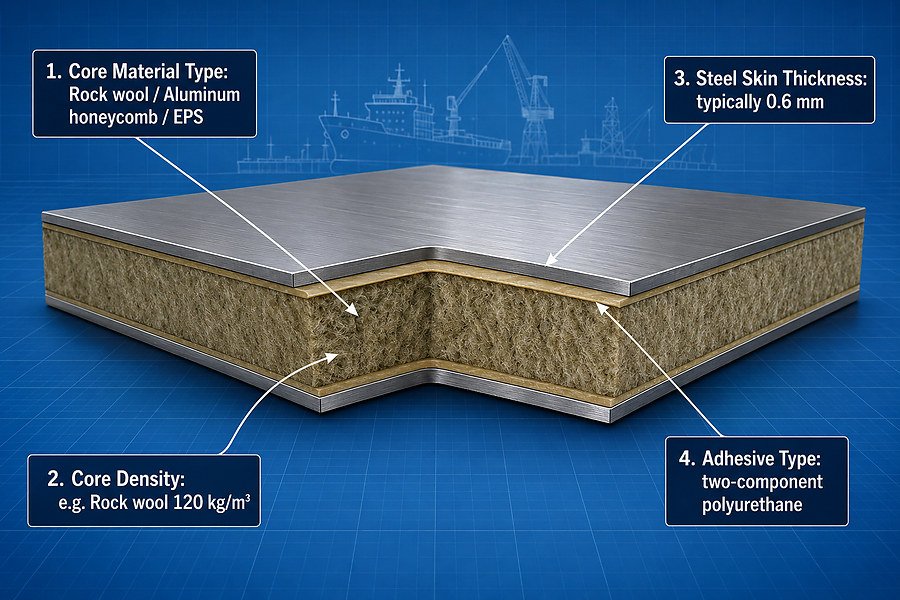
Describing marine panel materials requires specifying four components: the core material type (rock wool, aluminum honeycomb, or EPS), the core density (e.g., 120 kg/m³ for rock wool), the steel skin thickness (typically 0.6mm), and the specific adhesive type (two-component polyurethane) used for bonding.
Specifying Core Material Types and Core Density
The material inside the panel is just as important as the surface outside. First, you must list the core material type. The three choices are rock wool, aluminum honeycomb, or EPS. For high fire risk areas, rock wool is mandatory. Aluminum honeycomb is very light. It weighs only 10 kg per square meter. It is used on fast ferries to save weight.8 EPS is cheap but burns easily. Do not use EPS for SOLAS regulated vessels.9
Second, state the core density. If you use rock wool, write "120 kg/m³ density" based on standard A-Class bulkhead requirements. If the density is lower, like 100 kg/m³, the panel will fail the 60-minute fire test.
Defining Steel Skin Thickness and Adhesive Types
Third, define the steel skin thickness. A standard marine panel must have a steel skin thickness of exactly 0.6mm. Some cheap suppliers use 0.4mm steel to lower the price. A 0.4mm skin is weak. It dents easily when workers install it. A 0.6mm skin costs about $4 more per square meter, but it is necessary.
Fourth, specify the specific adhesive type used for bonding the skin to the core. You must ask for a "two-component polyurethane adhesive." This glue stays strong in hot, wet sea air. If the factory uses cheap water-based glue, the steel skin will peel off after one year. The panel will bubble. You must control these four material details tightly. I always tell my clients to double-check the adhesive. It is a hidden detail, but it determines the lifespan of the panel.
| Material Component | Standard Requirement | Risk of Ignoring |
|---|---|---|
| Core Material Type | Rock Wool | Fails fire safety inspections. |
| Core Density | 120 kg/m³ | Loses structural strength and fire rating. |
| Steel Skin Thickness | 0.6mm | Dents easily during transport and installation. |
| Specific Adhesive Type | Two-component polyurethane | Skin peels off due to sea humidity. |
What technical documents are needed when purchasing marine panels?
Customs delays and shipyard rejections happen when paperwork is missing. Ask for the right technical documents in your first email to save time.
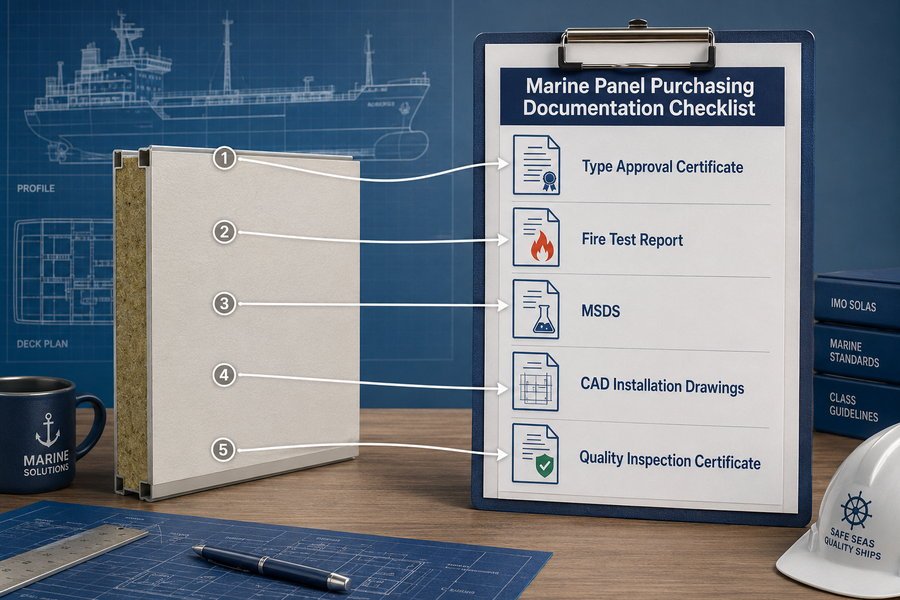
When purchasing marine panels, you must request five essential technical documents: the Type Approval Certificate (from classification societies like DNV or ABS), the formal fire test report, the material safety data sheet (MSDS), detailed CAD installation drawings, and the factory's quality inspection certificate.
Requesting Type Approval Certificates and Fire Test Reports
Paperwork is life in the shipping business. I have seen containers sit at the port for a month because the buyer forgot to ask for one piece of paper. First, you need the Type Approval Certificate. This must come from a major classification society like DNV, ABS, or Lloyd's Register. It proves the panel is legally approved for ship use.
Second, demand the formal fire test report. The Type Approval is just a summary page. The shipyard often wants the full 50-page fire test report. This report shows the exact temperature curves during the laboratory test10.
Securing MSDS, CAD Drawings, and Quality Certificates
Third, ask for the Material Safety Data Sheet (MSDS). This document shows the shipyard that the panels do not release toxic gas when they burn11. It is required for customs clearance in many countries.
Fourth, you need detailed CAD installation drawings. The supplier must give you DWG files showing how the panels connect together. They must show the corner profiles and floor tracks. Without these drawings, your workers will not know how to build the room.
Finally, request the factory's quality inspection certificate. This piece of paper ships with the goods. It proves the factory checked the panels before packing them. It usually includes a stamp and the date of inspection. Ask for these five documents in your very first email. Do not wait until the goods are on the ship to ask for documents. If a certificate is expired, you will lose the entire project. Always verify the paperwork before you send any money.
| Document Name | Issuing Authority / Source | Primary Use |
|---|---|---|
| Type Approval Certificate | DNV, ABS, Lloyd's Register | Proves legal compliance for ship installation. |
| Formal Fire Test Report | Testing Laboratory | Shows exact temperature and safety data. |
| MSDS | Manufacturer | Clears customs and proves non-toxicity. |
| CAD Installation Drawings | Manufacturer | Guides shipyard workers during construction. |
| Quality Inspection Certificate | Factory QA Department | Guarantees goods were checked before shipping. |
What details should be confirmed before ordering marine wall panels and ceiling panels?
Before you pay the deposit, one wrong detail can ruin the whole order. Check these final points to ensure perfect delivery to your shipyard.
Before ordering marine panels, you must confirm five final details: the exact panel dimensions (length, width, and thickness), the edge joint type (tongue-and-groove or flat), the protective film thickness (minimum 50 microns), the packaging method (export wooden pallets), and the exact production lead time (e.g., 25 days).

Confirming Dimensions, Joint Types, and Protective Films
The final check is the most critical part of my job. First, check the exact panel dimensions. You must confirm the length, width, and thickness. The standard width is typically 600mm or 550mm. The standard thickness is 50mm. You must list the exact lengths, like 2400mm or 2500mm, for each piece.
Second, confirm the edge joint type. Most marine panels use a tongue-and-groove joint12. This makes a tight seal against fire. Some use a flat joint with an H-profile. Write this down clearly in the contract.
Third, check the protective film thickness. The factory puts a plastic film on the panel to stop scratches. You must specify a minimum of 50 microns13 for the film thickness. If it is 30 microns, it will tear during shipping and the panel will be ruined.
Finalizing Packaging Methods and Production Lead Times
Fourth, confirm the packaging method. Marine panels are heavy and break easily. You must demand "fumigated export wooden pallets." If the factory uses cheap cardboard, the panels will bend on the ship. The wooden pallets must have a clear IPPC stamp14 for customs.
Finally, confirm the exact production lead time. Do not accept a vague answer like "soon." You need a hard number, like "25 days from deposit payment." This helps you manage your shipyard schedule. If the shipyard needs the goods in 40 days, a 25-day lead time gives you enough time for sea freight. Check these five details closely. I always create a final checklist for my clients. A small mistake in dimensions or packaging can cost thousands of dollars to fix locally. Be strict with your supplier.
| Detail to Confirm | Example | Why It Matters |
|---|---|---|
| Exact Panel Dimensions | 2400mm x 600mm x 50mm | Ensures panels fit the cabin height perfectly. |
| Edge Joint Type | Tongue-and-groove | Prevents fire leaks between panel connections. |
| Protective Film Thickness | Minimum 50 microns | Stops surface scratches during ocean transit. |
| Packaging Method | Export wooden pallets | Prevents bending and damage during loading. |
| Exact Production Lead Time | 25 days from deposit | Keeps your shipyard project on schedule. |
Conclusion
Writing a precise inquiry for marine panel surface finishes saves time and guarantees you get the right quality. Follow these steps to improve your procurement efficiency and please shipyard clients.
-
"Which Marine Wall Panel Surface Finish Is Best for Ship Cabins?", https://magellanmarinetech.com/which-marine-wall-panel-surface-finish-best-for-ship-cabins/. A technical standard, manufacturer datasheet, or marine-interior material specification can substantiate common PVC-film thickness ranges used on laminated panels; if based on datasheets, the source would show industry practice rather than a universal regulatory requirement. Evidence role: general_support; source type: institution. Supports: A standard PVC film for marine use should be 150 microns to 200 microns thick.. Scope note: Manufacturer specifications may vary, and the cited range may not be mandatory unless required by a contract, class society, or applicable standard. ↩
-
"[PDF] RESOLUTION MSC.307(88) (adopted on 3 December 2010 ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.307(88).pdf. The International Maritime Organization’s FTP Code identifies Part 5 as the test for surface flammability of bulkhead, ceiling, and deck finish materials, supporting its relevance to low-flame-spread surface requirements on ships. Evidence role: definition; source type: institution. Supports: Low flame spread surface compliance for ship wall panels is tied to IMO FTP Code Part 5.. Scope note: The source establishes the regulatory test context, but compliance for a specific panel still requires an approved test report or certificate for that product. ↩
-
"How Do Marine Panel Surface Finishes Affect Fire Safety ...", https://magellanmarinetech.com/how-marine-panel-surface-finishes-affect-fire-safety-compliance/. A marine coating standard or shipyard coating specification that states nominal dry film thickness values for interior steel coatings would support the asserted 60–80 µm range; broader corrosion standards support specifying dry film thickness in micrometres but may not directly verify this exact marine-ceiling range. Evidence role: general_support; source type: institution. Supports: For marine ceilings, the paint thickness should be specified at 60 to 80 microns.. Scope note: General corrosion-protection standards may support the importance of dry film thickness without confirming that 60–80 µm is a universal marine-ceiling requirement. ↩
-
"Guidelines for the Visual Impact Assessment of Highway Projects", https://www.environment.fhwa.dot.gov/env_topics/other_topics/VIA_Guidelines_for_Highway_Projects.aspx. Occupational lighting guidance identifies shiny or glossy surfaces as sources of reflected glare and recommends matte or lower-reflectance finishes to reduce it; this supports the glare-reduction mechanism, although it is general lighting guidance rather than marine-cabin-specific evidence for a 20–30% gloss range. Evidence role: mechanism; source type: government. Supports: Lower-gloss ceiling finishes reduce glare from cabin lights.. Scope note: The support is contextual for glare reduction and does not directly establish shipyard preference or an exact gloss percentage for marine ceilings. ↩
-
"CIE 1931 color space - Wikipedia", https://en.wikipedia.org/wiki/CIE_1931_color_space. A technical or standards-based source should explain that color order systems and color matching systems provide defined reference colors for communication and reproduction; this supports the use of codes as a target for matching, while actual production accuracy still depends on materials, lighting, and process control. Evidence role: mechanism; source type: institution. Supports: Using a standardized color code gives manufacturers a defined reference target for color matching.. Scope note: A standard code improves specification precision but does not by itself guarantee an exact visual match in production. ↩
-
"Color difference - Wikipedia", https://en.wikipedia.org/wiki/Color_difference. A color science source should define Delta E as a numerical measure of perceived color difference calculated from colorimetric coordinates; this supports the description of instrument-based color difference measurement, though the source may describe the calculation rather than a specific factory device. Evidence role: definition; source type: education. Supports: Delta E is a numerical value used to express color difference measured through colorimetry.. Scope note: The citation may support the Delta E concept generally rather than the operation of every commercial color-measurement machine. ↩
-
"Color difference - Wikipedia", https://en.wikipedia.org/wiki/Color_difference. A color science or standards source should state that CIE color-difference formulas, including CIE 1976 Lab* ΔE as formalized in ISO/CIE standards, quantify small perceptual color differences; this supports using a low ΔE tolerance for close visual matching, but the exact ≤1.0 threshold is an application-specific quality requirement rather than a universal ISO pass/fail limit. Evidence role: expert_consensus; source type: institution. Supports: A Delta E tolerance of 1.0 or less is a stringent specification for close color matching based on CIELAB color-difference measurement.. Scope note: ISO 11664-4 defines CIELAB color space and related calculations, but may not prescribe ≤1.0 as the required tolerance for ship interiors. ↩
-
"Comparison of aluminium sandwiches for lightweight ship structures", https://www.academia.edu/27138037/Comparison_of_aluminium_sandwiches_for_lightweight_ship_structures_Honeycomb_vs_foam. Research on high-speed marine craft describes aluminum honeycomb sandwich panels as lightweight structural materials used to reduce hull or outfitting weight, supporting the general rationale for their use in fast ferries. Evidence role: general_support; source type: paper. Supports: Aluminum honeycomb panels are used in fast ferries or high-speed marine vessels because they reduce weight.. Scope note: This supports the weight-saving rationale and marine use of aluminum honeycomb panels, but it may not verify the article’s specific areal weight figure or apply to every fast ferry design. ↩
-
"Summary of SOLAS chapter II-2 - International Maritime Organization", https://www.imo.org/en/ourwork/safety/pages/summaryofsolaschapterii-2-default.aspx. SOLAS fire-safety provisions and the IMO Fire Test Procedures Code require many shipboard divisions and insulating materials to meet non-combustibility and fire-resistance tests, which provides regulatory context for avoiding combustible EPS in SOLAS-covered applications. Evidence role: general_support; source type: institution. Supports: EPS should not be specified for SOLAS-regulated vessel panels where non-combustible or fire-rated construction is required.. Scope note: The support is contextual: SOLAS requirements depend on vessel type, location, and fire division, so it does not prove that EPS is prohibited in every possible panel use. ↩
-
"[PDF] RESOLUTION MSC.307(88) (adopted on 3 December 2010 ...", https://wwwcdn.imo.org/localresources/en/KnowledgeCentre/IndexofIMOResolutions/MSCResolutions/MSC.307(88).pdf. The IMO Fire Test Procedures Code specifies standardized fire-test methods and includes temperature-control and reporting requirements for marine materials; this supports the relevance of laboratory temperature curves in fire-test documentation, although a shipyard's demand for a full report is a project-specific administrative requirement. Evidence role: mechanism; source type: institution. Supports: A formal fire test report shows the exact temperature curves recorded during the laboratory test.. Scope note: The source can support what fire testing records measure, but not that every shipyard requires a 50-page report. ↩
-
"[PDF] Hazard Communication Standard: Safety Data Sheets - OSHA", https://www.osha.gov/Publications/OSHA3514.html. Government SDS guidance explains that safety data sheets communicate chemical hazards, including hazardous decomposition or combustion products; this supports using an MSDS/SDS to assess toxic-gas concerns, but an SDS does not independently prove that a material releases no toxic gases when burned. Evidence role: definition; source type: government. Supports: The MSDS shows the shipyard that the panels do not release toxic gas when they burn.. Scope note: The support is limited because non-toxicity under fire conditions would require fire-effluent or smoke-toxicity test evidence, not merely an SDS. ↩
-
"Are Marine Fire Divisions the Same as Marine Panel Ratings?", https://magellanmarinetech.com/are-marine-fire-divisions-same-as-marine-panel-ratings/. Research and fire-test guidance for panelized fire-resistant assemblies identify joints and seams as critical locations for maintaining integrity against flame and hot-gas passage; this supports the need to specify the joint type, but it does not prove that any particular tongue-and-groove design is fire-tight unless tested as part of a certified assembly. Evidence role: mechanism; source type: paper. Supports: A tongue-and-groove edge joint can help form a tighter connection relevant to fire integrity between marine panels.. Scope note: Contextual support only; actual fire performance depends on the tested panel system, materials, sealants, and certification standard. ↩
-
"Pilot Study of Stretch Film for Securing Palletized Loads - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12656129/. Polymer-film testing literature shows that tear and puncture resistance generally increase with film thickness, supporting the use of a specified minimum protective-film thickness for transit protection; however, it does not establish that 50 microns is a universal threshold or that 30 microns will always fail in shipping. Evidence role: mechanism; source type: paper. Supports: Specifying a thicker protective film can improve resistance to tearing and surface damage during transport.. Scope note: Supports the thickness–durability relationship generally, not the exact 50-micron procurement threshold for all protective films and shipping conditions. ↩
-
"[PDF] ISPM 15: Regulation of wood packaging material in international trade", https://www.ippc.int/static/media/files/publication/en/2019/02/ISPM_15_2018_En_WoodPackaging_Post-CPM13_Rev_Annex1and2_Fixed_2019-02-01.pdf. ISPM 15 under the International Plant Protection Convention specifies that wood packaging material in international trade must be treated and marked with the IPPC mark, supporting the customs-compliance rationale for requiring marked export wooden pallets; enforcement details can vary by importing country. Evidence role: expert_consensus; source type: institution. Supports: Export wooden pallets used in international shipping should carry an IPPC mark to show compliance with wood-packaging phytosanitary rules.. Scope note: The standard establishes international phytosanitary marking requirements, but individual customs procedures may differ by jurisdiction. ↩